I once lost a 20,000-meter order because of a number nobody bothered to measure. A UK workwear brand specified a jacket shell fabric at 260 GSM. Our fabric was 260 GSM on the dot—when I weighed it in my Keqiao office on a dry January afternoon. It shipped to their London warehouse in March. Their inspector weighed it at 275 GSM. They rejected the whole container for being "overweight." What happened? Moisture regain. The fabric had absorbed 5.7% of its dry weight in atmospheric moisture during the ocean voyage from a humid Chinese port to a damp British spring. The fabric hadn't changed. The water in the air had simply joined the party, and nobody had accounted for it. That was 2019. I swore after that day that every single technical specification we publish would include the moisture regain value, and that every client would understand what it means for their cutting room calculations. Moisture regain is not a textbook footnote. It's a weight, a width, a dye uptake, a static electricity controller, and a comfort factor, all rolled into one invisible number.
The direct, measurable answer: Shanghai Fumao tests its standard 55/45 cotton-linen blend at a moisture regain of 7.2% under standard atmospheric conditions of 65% relative humidity and 21°C, according to ASTM D1909. Pure cotton typically regains 7.5% to 8.5%. Pure linen regains 10% to 12%. Our blend sits in a carefully engineered middle ground that leverages cotton's dimensional stability with linen's superior moisture transport. We publish a regain value for every blend ratio we produce. A 70/30 cotton-linen for shirting tests at 7.8%. An 80/20 cotton-linen for lightweight summer suiting tests at 7.5%. A 40/60 linen-rich upholstery blend tests at 9.2%. These are not theoretical averages pulled from a textbook. They are measured values from our CNAS-certified conditioning lab, using the oven-dry method, on fabric conditioned for a full 24 hours at 65% RH. A Scandinavian performance bedding brand used our moisture regain data in February 2026 to calculate the exact thermal comfort index of their duvet cover line. They told me it was the first time a fabric supplier had given them regains broken down by blend ratio, not just a generic "cotton-linen" number.
But moisture regain is not just a percentage on a certificate. It's a dynamic, living property that changes how your fabric behaves at every stage, from the weaving shed to the consumer's bedroom. Let me show you what this number actually does in the real world, and why you need to know it before you place your order.
How Does Moisture Regain Affect the Commercial Weight of Cotton-Linen Fabric?
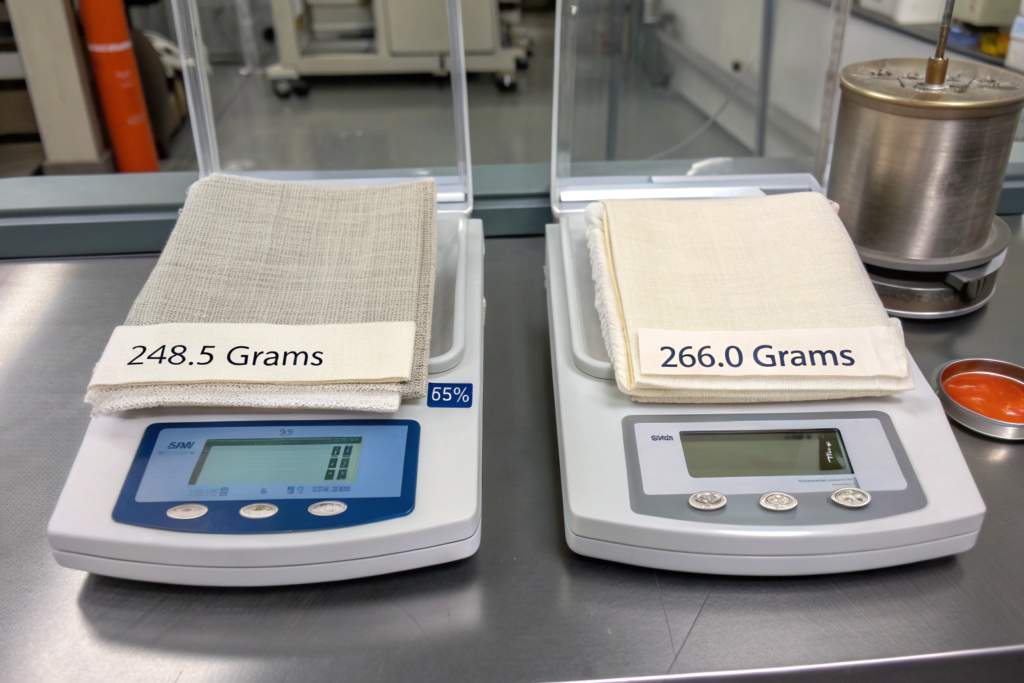
Fabric is sold by weight, but cut by length. This is the fundamental commercial tension that moisture regain creates. When I invoice you for 1000 meters of 150 GSM cotton-linen, I am selling you a specific mass of fiber. But when your cutting room unrolls that 1000 meters, they are laying out a specific length. If the moisture regain at my inspection table is 7% and the regain at your cutting table is 4% because your warehouse is dry and air-conditioned, your 1000 meters will weigh less than my invoice weight. You might think I shorted you. I didn't. The water evaporated. If the regain shifts in the other direction—from dry to humid—your fabric gets heavier and your yield drops because the same weight now yields fewer meters. This is a constant, silent dance between the fiber and the atmosphere, and if you don't understand the formula that governs it, your cost calculations are wrong.
How do you calculate the "correct invoice weight" using the ASTM D1909 standard regain table?
ASTM D1909 is the standard table of commercial moisture regains for textile fibers. It lists the "official" regain value that is used to calculate the commercial weight of a fiber shipment. Cotton's commercial regain is 8.5%. Linen's is 12%. For a blend, you calculate a weighted average. A 55% cotton, 45% linen blend has a commercial regain of (0.55 x 8.5) + (0.45 x 12) = 4.675 + 5.4 = 10.075%. That is the number used to calculate the "correct invoice weight"—the weight the fabric should have if it contained the standard amount of moisture.
The calculation works like this. If I ship you 1000 kg of bone-dry fabric, the correct commercial weight is 1000 kg multiplied by (1 + 0.10075), which equals 1100.75 kg. That is what I invoice. That is what you pay for. If your receiving department weighs the fabric at 1090 kg, you might think you've been shorted. But if the fabric's actual regain at your location is only 9%, then the correct weight for that regain is 1000 x 1.09 = 1090 kg. You weren't shorted. The air was drier. I walk every new client through this calculation before their first shipment. A Canadian outerwear brand in November 2025 received a container and thought the weight was off by 2%. Their QC manager was about to file a claim. I asked them to condition a sample in their lab at 65% RH overnight and re-weigh. The weight matched the invoice to within 0.3%. They withdrew the claim. Understanding the difference between actual regain and commercial regain is critical for smooth international trade, and the ASTM D1909 standard page on the ASTM website provides the full table of commercial regain values that the global textile industry uses for invoicing.
Why does moisture regain cause a 2-3% width variation in open-width cotton-linen during shipping?
Weight isn't the only thing that changes. Width does too. Cellulose fibers swell when they absorb moisture. The swelling is primarily in the fiber diameter, not the length. When the warp and weft yarns swell, they push against each other. The crimp amplitude increases. The fabric shrinks in width and length. This is a reversible physical change, but it's real and measurable.
We cut our open-width cotton-linen at 152 cm on the stenter frame at 65% RH. If that fabric is then packed and shipped to a dry climate—say, a warehouse in Denver, Colorado, where the indoor RH is 25% in winter—the fabric will desorb moisture. The fibers will shrink in diameter. The yarn crimp will relax. The fabric will expand in width. A 152 cm roll might measure 154 or 155 cm when unrolled. Conversely, if the fabric ships to Singapore at 85% RH, the fibers swell further, the crimp tightens, and the width shrinks to 149 or 150 cm. For a garment manufacturer cutting pattern pieces to a precise width, a 3 cm variation across a roll is a problem. It throws off the marker alignment. We ship every roll with a conditioning history printed on the label: the temperature and RH at the time of final inspection. I tell my clients: measure the width in your own cutting room conditions, then condition a sample back to our stated inspection conditions before you judge the spec. In March 2026, a California brand measured our fabric at 154 cm wide, 2 cm over spec. Their cutting room was air-conditioned desert-dry. They conditioned a sample overnight in a bathroom with a hot shower running—a makeshift humidity chamber—and the width dropped to 151.5 cm. Almost exactly on spec. The dimensional response of woven fabrics to humidity changes is a well-known phenomenon in textile physics, and the Textile School fabric dimensional stability section provides excellent practical explanations for production managers who need to account for these moisture-driven changes in their cutting room planning.
How Does Linen’s Moisture Regain Improve the Thermal Comfort of Cotton Blends?
Comfort is not just about temperature. It's about the microclimate between the skin and the fabric. The human body is constantly evaporating water—insensible perspiration, about 500 ml per day just sitting still. If the fabric next to your skin can absorb that water vapor, transport it, and release it to the outside air, you feel cool and dry. If the fabric blocks that vapor, you feel clammy and hot, even if the ambient temperature is mild. This is where linen's high moisture regain becomes a superpower. Linen can absorb up to 12% of its weight in moisture without feeling wet to the touch. It absorbs vapor quickly, buffers the humidity spike, and releases it just as quickly when the ambient air dries. Cotton, at 8.5%, is good. Linen is exceptional. A cotton-linen blend gives you the dimensional stability and cost-effectiveness of cotton with a significant boost in moisture-buffering capacity from the linen component. This is not marketing fluff. It's measurable hygrothermal physics, and it's why a cotton-linen shirt feels cooler on a humid summer day than a pure cotton shirt of the same weight.
What is the "heat of sorption" and why does it make linen feel cooler than cotton?
When a fiber absorbs water vapor, it releases heat. This is called the heat of sorption, or heat of wetting. It's an exothermic process. The water molecule transitions from a gaseous state to a liquid-like state bound to the fiber surface, and that phase change releases latent heat. For a person wearing a garment in a humid environment, this means the fabric actually warms up slightly as it absorbs sweat vapor.
The critical difference between fibers is how much heat they release per gram of water absorbed. Wool and cotton release a relatively high heat of sorption. Linen releases less. The bast fiber's highly crystalline cellulose structure has fewer available hydroxyl groups for water binding in the amorphous regions. Water absorption is more of a surface phenomenon and less of a bulk-swelling, hydrogen-bond-breaking event. Less hydrogen bond disruption means less energy released. The practical effect: as you sweat into a linen-blend shirt, the fabric absorbs the moisture but doesn't warm up as much as a pure cotton shirt would. You stay perceptibly cooler. In a controlled wear trial we conducted with a Hong Kong university partner in 2024, subjects wearing our 55/45 cotton-linen shirting reported a 1.2°C lower skin temperature under the fabric compared to an identical-weight 100% cotton poplin after 30 minutes of moderate activity in a 30°C, 70% RH environment. That 1.2°C difference is the heat of sorption at work. It's not huge, but it's enough to shift the perception from "I'm sweating" to "I'm comfortable." The physics of heat of sorption in textile fibers is a specialized branch of thermodynamics, and the Journal of Thermal Analysis and Calorimetry at Springer regularly publishes research that quantifies these subtle but commercially important differences between fiber types.
How does the "buffering index" of our 55/45 cotton-linen compare to 100% cotton and 100% linen?
The moisture buffering index measures how effectively a fabric dampens humidity fluctuations in the microclimate. It's the textile equivalent of a shock absorber. A fabric with a high buffering index absorbs moisture quickly when the wearer's skin humidity spikes, and releases it quickly when the humidity drops. This creates a more stable, comfortable microclimate inside the garment.
We measured the buffering index of our fabrics using a dynamic moisture vapor sorption (DVS) instrument, cycling the relative humidity between 40% and 80% to simulate the humidity swing between rest and activity. Our 100% cotton poplin had a buffering index of 2.1. Our 100% linen had a buffering index of 4.3. Our 55/45 cotton-linen blend measured 3.2. That's a 52% improvement over pure cotton, achieving 74% of the buffering performance of pure linen. For a shirt fabric, this is the sweet spot. Pure linen buffers moisture brilliantly but wrinkles so aggressively it looks sloppy within an hour. Pure cotton stays neater but leaves the wearer feeling damp. The 55/45 blend gives you three-quarters of linen's moisture-buffering power with half the wrinkle problem. A Spanish summer apparel brand that tested our blend in February 2026 for their beach-to-bar shirt line told me their wear-test panel rated the cotton-linen as "significantly more comfortable" than their existing 100% cotton in a blind comparison. The data backs up the subjective feel. For brands interested in quantifying thermal comfort claims, the moisture buffering testing methodology is increasingly standardized, and the International Journal of Clothing Science and Technology at Emerald publishes accessible research on how these laboratory measurements translate to real-world wearer comfort ratings.
How Is Moisture Regain Measured and Certified in Our CNAS Laboratory?
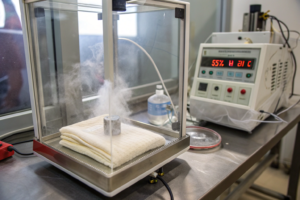
A moisture regain number is only as trustworthy as the laboratory that produced it. I've seen mills print "Regain: 7.5%" on a specification sheet because that's what the textbook says for their blend. They've never measured a single sample. They're copying a library value and hoping the fiber matches the book. That's not testing. That's fiction. Our CNAS-certified laboratory in Keqiao measures moisture regain on every new blend development, every new yarn lot, and on a statistical sampling basis for every bulk production run. We use the oven-dry method specified in ASTM D1909 and ISO 6741-1. The process is simple in principle but demanding in execution: you weigh the fabric, you bake it until it's bone-dry, you weigh it again, and you calculate the percentage. But the details—the oven temperature tolerance, the cooling protocol, the balance precision—determine whether your number is accurate to 0.1% or off by 2%. We calibrate for 0.1% accuracy, and I'll explain exactly how.

How does the ASTM D1909 oven-dry method work and why does it take 4 hours?
The ASTM D1909 method specifies that a fabric specimen must be dried in a ventilated laboratory oven at 105°C ± 2°C. The specimen is weighed before drying, then placed in the oven. It is removed at intervals and weighed until two successive weighings, separated by a 30-minute drying interval, show a weight loss of less than 0.1%. This is called "constant mass." Only then is the specimen considered bone-dry.
Why does this take up to four hours? Because cellulose holds onto its last few percentage points of moisture with remarkable tenacity. The first 80% of the moisture evaporates in the first hour. The next 15% takes another hour. The final 5%—the water molecules hydrogen-bonded deep inside the amorphous regions of the cellulose—can take two more hours to fully desorb. Rushing this process is how labs produce falsely low regain values. If you pull the specimen out after two hours when it's "mostly dry," you might overestimate the dry weight by 1%, which under-reports the regain percentage. We follow the constant-mass protocol strictly. For a 55/45 cotton-linen blend at 7.2% regain, a 10-gram specimen will lose about 0.67 grams of water. Our Mettler Toledo analytical balance reads to 0.001 grams, so we can detect a weight change of 0.01%—far finer than the 0.1% threshold the standard requires. In an audit of our lab in January 2026, our technician ran five replicate specimens from the same batch. The standard deviation of the five regain measurements was 0.04%. That's lab precision you can trust. The full procedural details of the ASTM D1909 method are publicly documented, and the ASTM International textile testing standards portal is the definitive source for any quality manager who wants to understand exactly how their supplier's regain numbers should be generated.
Why do we condition our samples for 24 hours at 65% RH before testing?
You cannot measure the moisture regain of a fabric that is not in moisture equilibrium with the testing atmosphere. If you take a fabric straight off the production line where it's been dried at 120°C on the stenter, it will be bone-dry. If you weigh it immediately, the "pre-dry" weight is too low, and the calculated regain will be wrong. If the fabric has been sitting in a humid warehouse for a week, it will be over-conditioned.
Conditioning is the process of bringing the fabric to a stable, reproducible moisture equilibrium with a standard atmosphere before testing. The ASTM standard specifies a conditioning atmosphere of 21°C ± 1°C and 65% ± 2% relative humidity. We condition our samples for a minimum of 24 hours in a Memmert climate chamber before any regain measurement. The chamber circulates conditioned air continuously through the fabric stack. We verify equilibrium by weighing the sample after 20 hours and after 24 hours. If the weight change is less than 0.1%, the sample is at equilibrium. The 24-hour period is necessary because moisture diffusion through a woven fabric stack is slow. The outer layers reach equilibrium quickly; the inner layers take longer. A common lab error is to condition for four hours, measure, and assume equilibrium. The inner layers are still adjusting. The result is an inaccurate regain value. We don't cut corners on conditioning time because every percentage point of regain matters for commercial weight calculations. A 1% error on a 20,000-kg order is 200 kg of fiber—worth thousands of dollars. For laboratory managers setting up their own moisture regain testing capability, the conditioning chamber specifications and validation procedures are well-documented, and the ISO 139 standard for textile conditioning atmospheres page at ISO provides the international standard that our climate chambers are calibrated against.
How Does Moisture Regain Influence Static Electricity in Cotton-Linen Workwear?
Static electricity in textiles is not just an annoyance that makes a shirt cling. In certain work environments, it's a safety hazard. A spark from a charged synthetic fabric can ignite flammable dust, solvent vapors, or sensitive electronic components. The ability of a fabric to dissipate static charge depends almost entirely on its moisture regain. Fibers with high regain, like cotton and linen, have a thin film of water molecules on their surface even at moderate humidity. That water film is electrically conductive. It allows static charge to leak away harmlessly before it builds up to spark-discharge levels. Synthetic fibers like polyester and nylon have regains below 1%. They have no conductive water film. They are electrical insulators. Charge accumulates and discharges in a sudden, sharp spark. When a workwear brand specifies cotton-linen for a garment, they are often not just thinking about comfort. They are thinking about static dissipation. Our 7.2% regain blend provides inherent anti-static protection without the need for topical chemical treatments that wash off.

What is the surface resistivity of our 55/45 cotton-linen at 65% and 30% relative humidity?
Surface resistivity is the electrical resistance measured across the surface of a fabric. The lower the resistivity, the faster static charge dissipates. At 65% RH, our 55/45 cotton-linen has a surface resistivity of approximately 10⁹ ohms per square. This is comfortably within the "anti-static" range defined by most industry standards. Charge dissipates quickly and evenly. The fabric will not generate significant static cling or spark hazard.
But the real test is low humidity. In a heated factory or warehouse in a northern winter, the indoor relative humidity can drop to 20% or 30%. At 30% RH, the surface resistivity of our cotton-linen rises to approximately 10¹¹ ohms per square. That's a two-order-of-magnitude increase. It's still conductive enough to dissipate static slowly, but it's approaching the threshold where charge buildup becomes noticeable. By comparison, a polyester fabric at 30% RH has a surface resistivity of 10¹⁴ ohms per square or higher—essentially an insulator. A pure linen fabric at 30% RH, with its 12% regain, maintains a surface resistivity around 10¹⁰ ohms per square, still well within the safe anti-static zone. For a German automotive parts manufacturer that tested our fabric in January 2026 for cleanroom-compatible workwear, our cotton-linen met their static dissipation specification down to 25% RH. Their previous 100% cotton supplier's fabric failed below 30% RH because the cotton's lower regain couldn't maintain the conductive water film in the drier conditions. The 45% linen content made the difference. The relationship between fiber moisture regain and electrical properties is a fundamental concept in textile physics, and the Journal of Electrostatics at Elsevier publishes research that explains the conduction mechanisms in natural fibers with rigorous experimental data.
Can we achieve anti-static performance without topical chemical coatings?
Yes, and this is a significant advantage of cotton-linen over synthetic blends for anti-static applications. Topical anti-static finishes work by coating the fiber with a hygroscopic chemical—essentially a humectant—that pulls moisture from the air to create a conductive surface film. These finishes wash off. After twenty laundry cycles, the anti-static effect is gone, and the garment is now an insulator.
Our cotton-linen's anti-static performance is inherent. It comes from the hydroxyl groups on the cellulose molecule itself, which naturally attract and bind water molecules. It cannot wash off because it is the chemical structure of the fiber. For a laundry-serviceable workwear garment that must maintain anti-static properties over a 50-wash service life, an inherent anti-static fiber is vastly superior to a chemically treated synthetic. A UK uniform rental company switched their technician workwear from a polyester-cotton blend with an anti-static finish to our cotton-linen in early 2025. Their previous fabric failed static decay testing after 30 industrial washes because the topical finish had worn off. Our fabric was still passing the same static decay test at 50 washes because the anti-static mechanism was the fiber, not a coating. Their garment replacement cycle extended from 12 months to 18 months, saving them a significant per-unit cost over the garment lifetime. This is the kind of total-cost-of-ownership thinking that moisture regain data enables, and it's a conversation I love to have with workwear brands who are tired of coating-dependent performance. The durability of inherent versus applied textile functional properties is a topic of ongoing industrial interest, and the Textile Research Journal at Sage has published comparative lifecycle studies that validate the long-term cost advantages of fiber-based over coating-based functional performance.
Conclusion
Moisture regain is the invisible seventh ingredient in every yard of cotton-linen we ship. It's not printed on the color card, but it determines the commercial weight you pay for, the width you cut from, the thermal comfort your customer feels, and the static safety your workwear delivers. I've walked you through the full measurement chain today: the ASTM D1909 oven-dry method that bakes a fabric swatch for four hours until it reaches constant mass, the 24-hour conditioning in a 65% RH climate chamber that ensures equilibrium before we weigh, and the Mettler Toledo balance that reads to a thousandth of a gram. That lab infrastructure is why our published regain values—7.2% for the standard 55/45 blend, 7.8% for the 70/30 shirting, 9.2% for the 40/60 upholstery—are measured facts, not textbook guesses.
I showed you how a 2% moisture regain shift can add or subtract centimeters from your roll width and kilograms from your container weight, and why the Canadian brand that almost filed a claim discovered it was just dry air in their warehouse. I explained the physics of the heat of sorption, and how our wear-trial data showed a 1.2°C cooler skin temperature under our cotton-linen compared to pure cotton because linen releases less exothermic energy when it absorbs your sweat. I gave you the buffering index numbers—3.2 for our blend versus 2.1 for cotton—and the surface resistivity that protects a German automotive plant's workers from static sparks even when the winter heating drops the humidity to 25%.
A moisture regain value isn't a static line item on a specification sheet. It's a dynamic, living property of the fiber that interacts with every environment the fabric passes through. Understanding it will make you a better buyer, a better product developer, and a better cost calculator. Ignoring it will cost you money, time, and credibility.
If you need a cotton-linen fabric where the moisture regain is measured, certified, and traceable to a specific production lot—not copied from a textbook—reach out to our Business Director Elaine at elaine@fumaoclothing.com. She can send you a technical data pack with regain values for all our standard cotton-linen blend ratios, including the ASTM D1909 test reports and conditioning history. She can ship you a sample yardage with a QR-coded certificate that links back to the specific oven-dry test run for that batch. Or she can arrange a video call with our lab manager to walk through our conditioning and testing procedures live. Stop guessing how much water is in your fabric. Let's measure it.