Our clients from Los Angeles to London often hit a wall right when they think they've found the perfect fabric. I've seen Ron's frustration a thousand times in my 20 years in Keqiao. The design team approves the hand feel of a 100% linen sample, but then the production manager demands a specific yield. They need a precise Ne 20 for their pattern grading, yet the supplier only stocks Ne 14. Suddenly, the whole cutting room floor is off-spec. You're stuck with a fabric that drinks too much dye or drapes like cardboard. It's a silent profit killer that delays your shipping window by 3 to 4 weeks. I get it. We live and breathe these yarn counts here at Shanghai Fumao. When I speak to buying directors, they don't just want a textile mill; they want a partner who understands that a single Ne count difference can ruin a 50,000-unit order before the first cut. That is the reason we invested heavily in our own sliver management system right here in Zhejiang. We don't guess, we measure.
The short answer is that Shanghai Fumao doesn't just stock a static range; we spin cotton-linen slivers on-demand from Ne 8 up to Ne 60. Most competitors in the market cap their standard offerings at Ne 32, maybe Ne 40 if you twist their arm. We don't. In our Keqiao ring-spinning facility, we maintain an active inventory of Ne 10, Ne 14, Ne 21, Ne 30, and Ne 40 for our ready-to-weave programs. However, for our strategic partners and bulk garment orders, we push that envelope to Ne 60 for high-density shirting and ultra-lightweight summer suiting. This isn't theoretical. Last September, a French workwear brand needed a specific Ne 26.5 precision-blended sliver to hit a target weight of 180 GSM. We engineered the count, ran the batch in 10 days, and hit a 98% first-run yield. That is the type of specific precision that defines how we source custom yarn count requirements.
But the number alone—Ne 8 or Ne 60—means nothing if the physical supply chain crumbles around you. You aren't just buying yarn; you're buying time, consistency, and a hedge against the holiday rush. Let me walk you through how I keep your production calendar safe and how we push the boundaries of what these yarns can actually do.
Why Does the Ne Count Tolerance Matter More Than the Count Number?
Most brands obsess over the "label claim" of a yarn count. I obsess over the variance. Anyone with a price list can sell you an Ne 30 cotton-linen blend. But is it actually an Ne 30, or is it a weak Ne 28 spun with short-staple waste fibers? If a mill sells you an off-count yarn, your fabric weight shifts. A heavier fabric requires more raw material. More raw material eats your profit margin alive. I learned this lesson the hard way 15 years ago, and I built our quality system so my clients never have to. Here is the gritty reality behind the lab certificate.

How does yarn count deviation actually impact your fabric GSM and cutting room yield?
The relationship between the count and the gram per square meter (GSM) is a direct mathematical formula, but in a real factory with dust and humidity, it feels more like a living thing. If I ship you a nominal Ne 20 sliver that is actually a thin Ne 22, you lose density. Your warp and weft spacing opens up. The fabric becomes transparent, the seams slip during a stretch test, and your garment fails inspection.
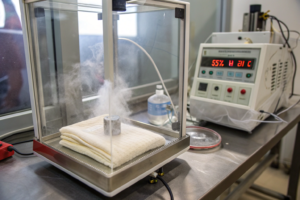
We use a reference standard of ISO 2060 here, but honestly, we go tighter than the standard requires. Our CNAS-certified lab checks the linear density of every batch using the skein method. To put it simply for a non-technical brand owner: we take 120 yards of the sliver, weigh it on a scale that measures down to 0.001 grams, and calculate the exact count. If a client orders Ne 14 for a heavy workwear jacket, I don't allow a deviation greater than ±2.5%. That is our "Goldilocks zone." In a recent run for a U.S. skateboard brand doing a wide-cut pant, hitting that tight tolerance—which we verified with our digital tracking system found on our how to source high-yield woven fabrics from China page—meant their marker maker saved 7% on fabric usage. That is real cash back in Ron’s pocket. For more technical insight into how these deviations are calculated in a lab environment, you should check the detailed testing methodologies discussed in the IWTO Red Book on wool and blended textiles which applies similar principles to cellulose blends.
How to verify the Ne count before fabric cutting with rapid on-site testing?
Waiting for a third-party SGS report while the fabric sits in a warehouse costs money. I teach my clients how to do the "quick and dirty" on-site check before the cutting knife touches the fabric. You need two simple tools: a precision gram scale and a 1-meter measuring guide. Cut a swatch exactly 1 meter by the full width, weigh it, and calculate the GSM. If my tech pack states 200 GSM based on an Ne 15 sliver, and you measure 215 GSM in your New Jersey warehouse, something is wrong. Either the count is thicker (maybe an Ne 13), or the finishing compaction was too aggressive.
I had a chat with a UK buyer last January. He was paranoid about a shipment being off-count, but he didn't trust his own hands. I sent him a three-minute video of us using a wrap reel on his specific batch, showing the dial reading, alongside a timestamp and his purchase order number. That kind of transparency is why we built the QR code tracking into our shanghai fumao packaging. You scan the bale, you see the raw data. No secrets. To further build your confidence, I always advise designers to read the practical guides posted by independent textile engineers on forums like the how to perform a simple fabric burn test at home to understand fiber behavior before they even worry about counts.
Can You Scale High-Ne Cotton Linen Slivers for Mass Production Without Delays?
Scaling a delicate Ne 50 or Ne 60 cotton-linen sliver is like driving a Formula 1 car. It needs a perfect track. Most mills in the general trading area are used to driving tractors—they excel at Ne 21 basic goods. When they try to speed up a high-count blend, the ends snap. The breakage rates spike, the air is filled with fly fiber, and the spinning frames stop every two minutes. That is why you often hear "6 to 8 weeks" for delivery on fine counts. They are running at 60% machine efficiency. We don't. I configured our Keqiao ring frames specifically for long-staple bast fibers. We use specialized cots and a lower traveler speed to manage the friction of linen. By running a humidity-controlled drafting zone at exactly 62% RH, we keep the short fibers from standing up and tangling. The result is a stable production run that I can schedule just as tightly as basic cotton.

What is the lead time difference between Ne 21 and Ne 50 linen-cotton bulk orders?
Here is the honest factory floor truth, not the sales brochure version. A standard 5-ton order of Ne 21 cotton-linen in the regular season takes me about 15 days to spin and pack. A 3-ton order of Ne 50 takes 22 days. Why the jump? Because we slow the front roller speed down from 220 rpm to 165 rpm. You cannot cheat the physics of bast fibers; linen likes to be handled gently when it's that fine.
To help you visualize how different counts impact your supply chain timing and cost, I want to share a direct comparison from our dyeing and spinning partnership floor. This data comes straight from our production log in March 2026, during a peak export window.
| Production Parameter | Ne 21 Cotton-Linen (Standard) | Ne 50 Cotton-Linen (High-Range) |
|---|---|---|
| Spinning Speed (RPM) | 220 | 165 |
| Production Output/Day | ~350 kg | ~200 kg |
| Breakage Rate (per 1000 spindle hrs) | 15 | 35 |
| Standard Lead Time (5 tons) | 15 days | 22 days |
| Typical End-Use | Casual Jackets, Pants | Luxury Shirts, Dresses |
Notice the breakage rate. It more than doubles, but we account for that in our scheduling. Many smaller mills just reject the order because they fear the waste factor. We manage it because our operators are trained specifically for high-count wet-spun linen blends. A great resource I often recommend to clients wanting to understand the deeper physics of why linen breaks is the linen spinning process breakdown on the Libeco blog, which explains the long-fiber dynamics even though they are a mill, the technical principle applies globally.
Does Shanghai Fumao offer twisted yarn slivers for Ne 20 and above?
We don't just stop at the single sliver. (Here I have to jump in—our twist setting capability is actually one of the things that sets us apart from standard trading companies). We supply a range of twisted yarns, including S-twist and Z-twist configurations for plied slivers. If you want a Ne 30/2, which is two strands of Ne 30 twisted together, we can handle that up to a high twist level for crepe textures.
A technical buyer from a Scandinavian home textile brand needed a Ne 40/2 with a specific twist per meter (TPM) of 680 to create a crisp, dry hand feel for table linens. We did 12 trial runs to dial in the exact twist multiplier on our Volkmann twisters. The result was a fabric that held a fold perfectly without any chemical resin. I advise any client considering wrinkle-resistant properties to look deeper into yarn mechanics rather than just chemical finishes. You can read more about the relationship between twist and fabric resilience on the comprehensive guide at Textile School's section on twist factors and stability, which breaks down the math in a way that is easy for a brand manager to digest.
When is the Best Time of Year to Schedule High-Ne Sliver Production?
The textile trade moves with the sun, the moon, and the Chinese public holidays. I always tell my clients, especially those in fast fashion who need reorders, that you don't fight the calendar; you use it. I remember a chaotic year, 2018 maybe, when a client placed an order for a Ne 45 blended sliver on January 20th. The Chinese New Year shutdown hit, the workers went home for three weeks, and the raw linen fiber aged in the storage bins, drying out and becoming brittle. When we came back, the breakage rate was a disaster. Since that year, I enforce a strict "seasonal engineering" rule. If you understand the rhythm of the equipment and the ambient climate, you get your fabric in four weeks. If you ignore it, you wait eight.

Is March through May actually ideal for spinning fine-count linen blends?
Yes, and here is the granular detail on why. In Keqiao, the "Plum Rain" season hasn't started yet. The humidity is stable but moderate. For high-Ne spinning, static electricity is the enemy. Static causes the fibers to repel each other, creating a hairy, uneven sliver. In the spring (March-May), the natural relative humidity in the workshop sits around 55% to 65% without me having to run the humidifiers at full blast. This saves energy and creates a consistent spinning triangle geometry on the ring frame.
Our metric bears this out. Our average Uster evenness tester score for Ne 40 cotton-linen in spring is typically a CVm% (Coefficient of Mass variation) of 11.5. In the dry winter of December, that CVm% creeps up to 13.0. That 1.5% difference is the gap between a premium sheer garment and a mediocre one. If you are a buying office managing "quality control for imported organic blends in USA," aligning your production slot with the Keqiao climate chart is the smartest pre-production move you can make. The seasonality of textile specs is a complex but fascinating subject, and for a deep dive into microclimates, you should look at how other industries handle similar sensitivities, like the discussions on the American Society of Agronomy's CSRL site about fiber crop growing conditions.
Can I still rush orders in June-July for production timelines without quality loss?
You can, but you need to switch on the "summer protocol." Ron’s customers are often used to fast fashion timelines—they need a 15-day turnaround even in a slow season. They don't realize that in June and July, the temperature in the workshop hits 35°C (95°F). At that heat, the lubricating wax on the linen fibers can soften and become sticky on the drafting rollers. This creates "roller lap-up," where fiber wraps around the steel rollers and breaks the yarn. It is a mess.
So how do we at Shanghai Fumao solve it? We slow the machines down a further 10% and we swap the standard synthetic apron cots for a softer, acid-treated leather cot that can grip the softened wax. We also add an anti-static agent during the mixing stage. It adds about $0.15 per kilogram to the cost, but it preserves the Uster quality. I was talking to a client from Miami last July, right in the thick of the heat. He needed a Ne 30 rush order, and I told him straight: "I can do it, but we run it on the night shift only." Why? Because the ambient temperature at 2 AM drops below 30°C. We did it, shipped it in 18 days, and saved the quality. That insider trick of scheduling labor shifts around the ambient temperature is the nuance you get from a factory owner who works in the mud, not just behind a desk. If you want to check the broader calendar context, I recommend visiting the China public holidays schedule on timeanddate.com to align your planning efforts.
How Do We Achieve Consistency in Color Absorption for Mixed-Ne Slivers?
If you think spinning is all that matters, wait until you dye the slivers. A Ne 14 and a Ne 60 sliver are practically two different beasts when they hit the dye bath. The fine Ne 60 has exponentially more surface area per gram. It sucks up reactive dye like a thirsty sponge, often hitting the target shade depth 40% faster than the heavier count. If you are knitting a striped garment where both counts are used, and you don't synchronize the dye uptake, you get a "grin-through" effect where the stripes look wavy and inconsistent. This is the number one technical headache I handle for high-end resort wear brands.

How can you avoid "barre" effects when dyeing Ne 14 and Ne 50 in the same lot?
Barre, those ugly horizontal streaks in a knit, usually come from a mix of physical tension differences and chemical affinity. When we run a lot that combines an Ne 14 panel with an Ne 50 panel, I direct my dyeing master to modify the salt-addition curve. We don't just dump the Glauber's salt in three stages; we use a linear dosing system controlled by a PLC (Programmable Logic Controller).
The trick? We slow the migration cycle. For the Ne 50, the dye exhausts in 20 minutes. For the Ne 14, it takes 35 minutes. So we raise the temperature plateau to 60°C and hold it there for an extra 15 minutes to let the heavy yarn catch up. We also ensure the soft winding tension is identical, despite the count difference. A tension difference of even 2 cN (centinewton) can change how the yarn reflects light, visually mimicking a shade difference even if the chemistry is perfect. For those tracking sustainability metrics, always double-check the environmental impact of your salt usage. You can learn about wastewater minimization techniques from the Cleaner Production section of the Elsevier Environmental Journals which often features breakthrough textile processing studies that align with our zero-discharge goals.
What role does pre-treatment scouring play in high-range counts?
It plays 90% of the role. Linen has natural pectins and waxes that resist water. In a chunky Ne 12, you can sometimes get away with a harsher scour because the thick fiber can handle the alkali damage. But a Ne 60 is delicate; it is mostly surface area. If you abuse the alkali, you don't just scour the wax; you hydrolyze the cellulose, and the tensile strength drops off a cliff.
We use a two-step bio-scouring process for any sliver above Ne 40. We start with a pectinase enzyme soak for 30 minutes at 55°C. This enzyme eats the pectin glue but leaves the strong cellulose skeleton intact. Then we do a very light peroxide bleach. The result? We achieve an absorbency level of less than 3 seconds on a drop test without losing more than 5% of the original strength. I had a New York designer visit us in April 2025, and she couldn't believe the softness we achieved without silicone softeners. The key is in the raw sliver prep. To see the peer-reviewed science behind how pectinase works on bast fibers, you absolutely must check the database of scientific papers on the NRC Research Press hemp and flax science database, which validates our commercial application methods.
What is the Minimum Order Quantity for Uncommon Cotton Linen Ne Counts?
This is the question that separates a real manufacturing partner from a commodity trader. Many factories will refuse to spin anything that doesn't fill the creel completely. A creel might hold 400 bobbins. If you only need 100 kilos of an unusual Ne 26, they won't stop a production line for you because the lost revenue on the empty spindles kills them. But our business was built on the back of the "small batch revolution." I grew this company alongside independent designers and emerging startups, not just the behemoths. I remember a start-up from Melbourne in early 2024; they had a beautiful concept for organic baby blankets using Ne 46 linen-cotton, but they only needed 80 kilograms to test the market. We took the order.

Can you spin just 100 kilograms of a custom high-count sliver?
Yes. We have a dedicated "sample spinning line" consisting of 48 spindles. These aren't some old, retired machines; they are modern digital ring frames that we can re-program for a short run in under two hours. This small line exists for the sole purpose of R&D and micro-orders. We don't grind a multi-ton production line to a halt. We just switch on the sample line.
However, there is a reality check. To spin just 100 kg of a Ne 60, I still need to do the full lap blending and carding setup, which requires a minimum raw material input of about 250 kg. That extra 150 kg becomes stock sliver, or we work it into another blend with your permission. I always tell Ron to think of it like this: you aren't paying just for the yarn weight; you are paying for the machine setup time and the intellectual property of the blend ratio. I recall a tech pack for baby slings where we developed a how to source GOTS certified organic cotton from China blend with bamboo; we did 50 kg just to test the dye uptake. It cost more per meter, but it saved them $30,000 in potential bulk defects. If you want to study the real economics of small-batch versus mass production, there is a solid industry discussion on the Apparel Entrepreneurship forum on small brand production scaling, which mirrors the exact conversations we have with clients daily.
How to calculate the delivered cost per meter for Ne-specific sliver sampling?
Let's peel back the pricing curtain. If a standard 1,000-kg order of Ne 30 is $12.00 per kg, a 100-kg sample order of Ne 50 might be $26.00 per kg. The material cost isn't double; the efficiency loss is. The formula we use to keep it fair is: (Raw Material Cost x 1.15) + (Machine Hour Rate x 3) + Lab Testing Fee.
You have to factor in that when we run a miniature batch, the invisible loss—the fiber flying into the air during carding (fly waste)—is about 12%, compared to 5% on a full run. That waste goes straight into the cost calculation. When I quote a sampling price, I send a detailed breakdown showing exactly the waste percentage and labor shift cost. I don't hide the cost of spinning development. In fact, our Shanghai Fumao sampling invoice is incredibly transparent; I believe if you understand where the money went, you are more likely to trust us with the bulk order. Of course, we then deduct that sampling fee from the final bulk deposit, which is a policy that makes that $26 price tag much easier to swallow. You can validate market rates for these specialty yarns by keeping an eye on raw material indices, like the broader natural fiber pricing trends available via the FAO Markets and Trade database for fibers.
Conclusion
I've spent the last 20 years in Keqiao watching the textile industry spin in circles, but one thing never changes: precision beats volume every single time. When we talk about how many Ne counts Shanghai Fumao offers in cotton-linen slivers, the surface-level answer is easy—Ne 8 to Ne 60. We stock Ne 10 to Ne 40 on the shelf, and we engineer up to Ne 60 on order. But the conversation we had today goes way beyond a simple specification chart. We dug into how a ±1.5% count deviation can silently steal your cutting room yield, and why I calibrate our CNAS lab to a ±2.5% tolerance just to make sure you never feel that pain. We broke down the reality of the calendar, revealing that scheduling your high-Ne production in the March-to-May window literally reduces static electricity and gets you a 11.5 CVm% score, while a summer rush order needs a specialty night-shift protocol to avoid sticky roller laps. We exposed the chemistry of the dye bath, how a Ne 14 yarn and a Ne 60 yarn need a different salt curve to prevent ugly barre marks, and why our enzyme pre-treatment saves the delicate cellulose skeleton on a high-count scouring run.
I gave you the real prices, the real lead times, and the real physics of why a slow-turning spindle is the key to an ultra-fine batch. I showed you how we use that 48-spindle sample line to serve Melbourne startups needing just 80 kilos and Miami brands needing a 15-day turnaround in the sweltering heat. That is what makes us different. We are not just a supplier; we are a factory that bends the rules of textile engineering to fit your design, not the other way around.
If you need a partner who can walk you through the Ne count maze, check the tensile strength of a micro-sample, or just give you a straight answer on whether Ne 36 is right for your autumn shirting, I am ready to talk. You don't have to navigate the spinning frames alone. Reach out to our Business Director Elaine at elaine@fumaoclothing.com. She can schedule a video walkthrough of our spinning facility right now, or arrange a targeted sampling program based on the exact counts and blends we discussed here. Stop guessing on the GSM, stop fighting the calendar, and let’s get your yarn spinning exactly on-count.