

You tracked the production. You haggled the price. You survived the pre-shipment inspection. The fabric looked perfect in the photos from the factory in Keqiao. You wire the final payment. You wait four weeks for the vessel to cross the Pacific. The container arrives at your warehouse in Los Angeles. You open the doors. And you smell it before you see it. Mildew. That musty, sour, basement smell that means only one thing: Your fabric is ruined.
You pull out the rolls. The cardboard tubes are soft. The polybags are fogged up with condensation. The top layer of the 100% Cotton Poplin has a faint green dusting of mold. The 1,000 yards you bought for your spring collection is now a Total Loss. Or at best, a heavily discounted "Washed & Damaged" lot that you have to sell for pennies on the dollar to a jobber.
This is the nightmare that separates Professional Textile Manufacturing from Amateur Hour. At Shanghai Fumao, we see this every rainy season. We get panicked emails from brands who bought "cheap fabric" from a trader who didn’t understand Container Climate Physics. The buyer thought they were saving $0.40 a yard. Instead, they just lit $15,000 on fire and missed their delivery window.
The ocean is a hostile environment for fabric. A standard 40-foot container is basically a Steel Sauna. The temperature swings 30 degrees Fahrenheit between day and night. The humidity inside can spike to 95% Relative Humidity. And if the fabric isn’t prepared for that journey, it acts like a giant sponge, soaking up moisture from the air and becoming a petri dish for fungus.
Let me explain exactly what happens inside that metal box, and why the "cheap" price tag never accounts for the expensive science of Moisture Management.
(And I will be honest: I have lost sleep over container sweat. It is the one variable we cannot control with a loom setting or a dye recipe. We can only defend against it.)
What Is Container Rain and Why It Ruins Unprotected Cotton
Let’s get technical about the enemy. The enemy is not the ocean water splashing over the deck. Containers are watertight. The enemy is Container Rain, also known as Container Sweat.
Here is the 8th-grade science experiment happening inside that 40-foot box on a 20-day voyage from Ningbo to Long Beach.
-
Loading in Keqiao: It is a humid day (80% RH). The air inside the container is warm and wet. The fabric, being cellulose (cotton, viscose, linen), has a Natural Moisture Content of about 7-8%. Everyone seals the door. All good.
-
Crossing the Pacific: The ship sails into cooler waters. The Steel Container Walls cool down rapidly. Steel is a conductor. The air inside the container is still warm from the tropical sun.
-
Condensation (Dew Point): The warm, moist air inside the container hits the cold steel ceiling. The air cools instantly. Cold air cannot hold as much water vapor as warm air. The water vapor condenses into liquid water droplets on the ceiling.
-
The Rain: As the ship rocks and rolls, those droplets get heavy. They Drip. They drip right down onto the top of your fabric rolls.
If the fabric is Cheap, Unprotected Greige Goods (unfinished fabric), it will soak up that drip like a paper towel. The water creates a Tide Mark—a permanent stain line where the water pooled. Worse, that localized wet spot stays wet for days. In the dark, warm container, Mold Spores (which are everywhere) germinate in that wet spot. Within 72 hours, you have visible mildew.

How Does Moisture Regain Percentage Predict Mildew Growth in Transit
This is the metric that separates the grown-ups from the kids in the textile world. Moisture Regain. This is the percentage of water a fiber will absorb from the air at a standard atmosphere (65% RH, 20°C).
Here is the cheat sheet that I have taped to the wall of our shipping department:
| Fiber Type | Moisture Regain (%) | Risk of Mildew in Transit |
|---|---|---|
| Polyester / Nylon | 0.4% – 4.0% | Very Low. (Hydrophobic. Water beads up.) |
| Cotton / Linen / Rayon | 7.0% – 13.0% | Extremely High. (Hydrophilic. Water absorbs instantly.) |
| Wool | 14.0% – 16.0% | High for odor, Low for rot. (Holds water, but natural lanolin resists some bacteria.) |
When you buy Cheap Cotton Fabric, the supplier is often selling it "Loom State" or "Greige." This means it has never been washed or finished. It has a High Moisture Regain AND it is covered in Sizing (a starch-based glue used to stiffen yarn for weaving).
Sizing + Moisture = Mold Buffet. The starch is food for the fungus.
At Shanghai Fumao, we never ship greige goods directly to overseas customers unless they are explicitly buying greige for their own dye house. For finished fabric, we ensure it has been through a Sanforizing or Washing process. This removes the sizing and stabilizes the moisture content. We also control the Moisture Content of the fabric at the time of packing. We use a handheld Moisture Meter with pin probes. We don’t pack a roll if the cotton is above 8.5% moisture. That extra 1% might seem like nothing, but in a sealed container for 30 days, it is the difference between a fresh roll and a moldy one. You can read more about this critical metric in this scientific overview of how moisture regain properties of textile fibers influence microbial growth during long-haul transportation.
Why Do Poly Bags Sometimes Increase Condensation Damage Risk
This is the "Sweating Bag" Paradox. You think: "I’ll wrap my precious cotton in a thick plastic polybag! That will keep the water out!"
And you are right. It keeps the dripping water out. But it traps the water vapor in.
If the fabric was packed in Keqiao on a humid day with 9% moisture content, that moisture is now sealed inside the polybag with the fabric. When the container cools down in the North Pacific, the Micro-Climate inside the bag hits the dew point. The inside of the polybag fogs up. The fabric Stews in its own Juice.
We have opened containers to find rolls where the polybag was bone dry on the outside but the fabric inside was soaking wet and moldy. The bag acted as a perfect terrarium.
The Fumao Packing Protocol for Sea Freight:
- Perforated Polybags: We use bags with tiny vent holes. This allows the air pressure and humidity to equalize slowly, preventing the "terrarium effect."
- VCI Paper (Volatile Corrosion Inhibitor): We wrap the roll in a paper that emits a harmless vapor that kills mold spores and prevents rust on the metal zippers/buttons if we are shipping garments.
- Container Desiccants: We hang Calcium Chloride Desiccant Poles from the ceiling lashing rings. These absorb moisture from the air inside the container before it can condense on the steel.
This is not free. It adds about $35 to $50 per pallet in materials. But it is the price of doing business if you value the fabric. Cheap suppliers skip this because you didn’t pay for it in the unit price. But you pay for it ten times over when the container arrives as a biohazard.
How Does Fabric Sizing Attract Moisture in Long Haul Freight
I mentioned Sizing earlier. Let’s dig into this because it is the dirty little secret of "cheap" fabric. When yarn is woven on a high-speed loom, it is under tremendous tension and abrasion. To keep it from snapping every two seconds, the mill coats the warp yarns in Sizing Agent. It is a glue. Usually Starch, PVA (Polyvinyl Alcohol), or Acrylic.
This sizing makes the yarn stiff and strong for weaving. It is Essential for Production. But it is Disastrous for Shipping.
Sizing is Hygroscopic. That is a fancy word for "It sucks water out of the air like crazy." Even if the cotton fiber itself is dry, a heavy starch sizing will pull moisture out of the humid container air. It turns into a sticky, damp paste. And as we established, Starch + Water + Darkness = Mold.
Furthermore, this sizing makes the fabric feel Crisp and Heavy to the touch. I have seen buyers at trade shows feel a cheap greige fabric and say, "Wow, this feels so substantial and high quality!" No. It feels like Cardboard because of the starch. As soon as you wash that garment, the starch dissolves. The fabric loses 15% of its weight and all of its "body." It becomes a limp, sad rag. The customer thinks you bait-and-switched them.

Can Desiccant Packs Offset Poor Pre-Shipment Fabric Drying
This is a question I get from buyers trying to fix a bad situation. "If the factory won’t dry it properly, can I just throw extra silica gel packets in the box?"
No. Desiccants are for Polishing the Air. They are not for Drying the Sponge.
Think of it like this:
- Desiccant (Silica Gel/Clay): A paper towel. It can wipe up a small spill on the counter (airborne humidity).
- Wet Fabric (High Moisture Content): A soaking wet bath towel.
You cannot dry a wet bath towel by laying a dry paper towel on top of it. The volume of water in 1,000 yards of over-humid cotton is massive compared to the absorption capacity of a few desiccant packs.
The Physics:
- 1,000 yards of 8oz Cotton = 500 lbs of fabric.
- If Moisture Content is 11% (instead of 7%), that fabric contains 20 lbs of Excess Water.
- A standard 1kg container desiccant absorbs 1-2 lbs of water at best.
You would need 10-20 large desiccant poles just to absorb the excess water already inside the fabric rolls, let alone the moisture in the air. No amount of desiccant fixes the core problem: The fabric was packed wet.
At Shanghai Fumao, we control the Incoming Moisture. Our fabric inspection department checks moisture content after finishing and before packing. If it is above spec, the roll goes back to the drying cylinders. It is that simple. You cannot "add-on" quality at the port. You have to build it in at the factory.
What Is the Role of VCI Paper in Preventing Mildew on Nylon Blends
While Nylon is hydrophobic and doesn’t rot like cotton, it has its own shipping problem: Yellowing and Degradation. Nylon is sensitive to Nitrogen Oxides (NOx) and Phenolic Yellowing. These are gasses present in tiny amounts in the air, especially around industrial ports.
When Nylon is stored in a hot container with poor ventilation, these gasses react with the Antioxidants in the nylon polymer. The fabric turns an ugly, dingy Yellow. This is permanent. It cannot be washed out. You cannot sell yellowed white nylon tricot.
VCI Paper (Volatile Corrosion Inhibitor) solves this. We use a specific grade of VCI paper for Textiles (Nylon/Spandex) .
- How it works: The paper is impregnated with safe, vapor-phase chemicals. These chemicals Sublimate (turn from solid to gas) inside the sealed polybag.
- The Result: The gas molecules Scavenge the free radicals and neutralize the acidic gasses that cause yellowing. They form an invisible protective layer on the fiber.
This is a non-negotiable for any White or Pastel Nylon/Spandex Activewear Fabric. We had a shipment of White Nylon Spandex for a swimwear brand in Australia in August 2024. We used Cortec VCI Paper. The container was delayed for 6 weeks due to port strikes. The fabric arrived perfectly white. The brand owner sent me a picture of a competitor’s fabric (no VCI) from the same vessel—it was Canary Yellow. The cost of the VCI paper was $12 per roll. The value of the saved fabric was $8,000.
(Editor’s note: If you are shipping white nylon, and your supplier doesn’t know what "phenolic yellowing" is, run. They are not a real supplier.) You can read a detailed technical bulletin on how VCI paper prevents phenolic yellowing and gas fading in nylon and spandex textiles during storage and transit.
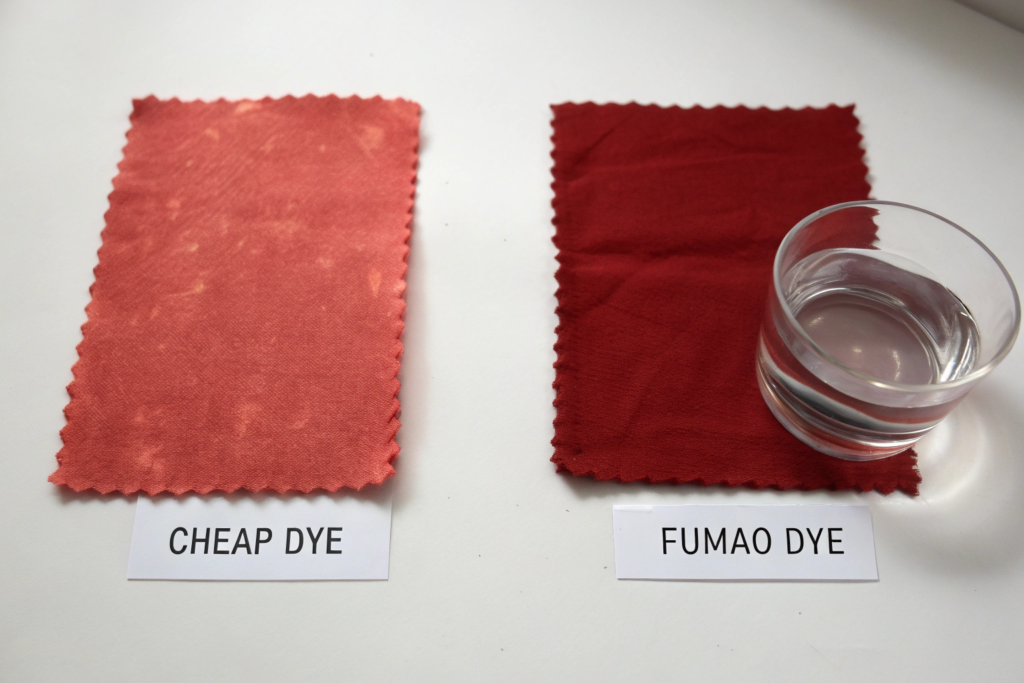
Why Cheap Dye Lots Fade Faster in High Humidity Transit
You inspected the fabric in the factory in Keqiao. The color was a vibrant, rich navy blue. It was perfect. The container arrives. You cut it open. The navy blue is now a Muddy Purple at the fold lines. Or the face of the fabric is fine, but the back of the roll has Bleeding and Crocking marks. What happened?
Hydrolysis of Unfixed Dye.
Cheap dye houses use Low-Cost Reactive Dyes and, more importantly, they skimp on the Washing-Off process. After dyeing cotton, the fabric is covered in Unfixed Dye (dye molecules that didn’t bond to the fiber). A proper dye house will run the fabric through 6-8 wash boxes with hot water and soaping agents to scrub off all that loose dye.
A cheap dye house runs it through 2-3 boxes to save water and energy costs. The fabric looks clean and bright at first because the loose dye is Dry. But it is still there, sitting on the surface of the yarn.
During the ocean voyage, the high humidity in the container Re-Wets that loose dye. It becomes mobile. It migrates. It concentrates at the fold lines. It bleeds onto the lighter ground if it is a print. The result is a fabric that looks like it has been tie-dyed by accident.
How Does Salt Contamination From Low Cost Dyeing Accelerate Corrosion
This is a specific issue for Piece-Dyed Cotton and Reactive Dyes. To make reactive dye bond to cotton, you need Salt (Sodium Chloride or Sodium Sulfate) . Lots of it. Up to 80 grams per liter of water.
A quality dye house uses Reverse Osmosis (RO) Water for the final wash. They remove the salt.
A cheap dye house uses hard tap water for the wash-off. The fabric dries with a Residual Salt Content.
When that fabric hits the humid ocean air, the salt is Deliquescent. It absorbs moisture from the air. You end up with Salty Water sitting on the fabric fibers.
The Consequence:
- Corrosion: If the fabric has metal zippers or buttons, that salty moisture accelerates rust. You open the carton to find the zipper teeth are rusted orange and the fabric around them is stained.
- Handfeel: The salt makes the fabric feel Clammy and Stiff. It ruins the soft handfeel you paid for.
We test for this in our CNAS lab using a Conductivity Meter. We boil a swatch of fabric in distilled water and measure the Total Dissolved Solids (TDS) . If the TDS is too high, we know the wash-off was insufficient. We reject the lot before it gets on the boat. A cheap supplier doesn’t have this lab. They don’t test. They just ship and pray. There is a deep dive into this specific failure mode in this article on the impact of residual salts and unfixed dyes on the wet fastness and storage stability of reactive dyed cotton.
Can Anti-Migration Finishes Protect Dark Fabrics During Ocean Voyages
Yes, and this is a specific chemical insurance policy we offer for our Dark Wash Wovens and Prints. An Anti-Migration Agent (or Dye Fixative) is applied in the final finishing bath.
How it works:
These are Cationic Polymers. They act like a microscopic Net.
- The Dye: Reactive Dyes are Anionic (negatively charged).
- The Fixative: The polymer is Cationic (positively charged).
- The Bond: The fixative wraps around the dye molecule and locks it to the fiber through ionic attraction. It makes the dye molecule Bigger and Less Mobile.
Even if the fabric gets damp in the container, the dye molecules are trapped in this polymer net. They cannot migrate to the surface. They cannot bleed onto the white stripes.
We use Tanatex or Rudolf brand fixatives in our Keqiao partner finishing plants. It adds about $0.05 per yard to the cost. But for a Black/White Yarn-Dyed Stripe (which is a nightmare for bleeding), it is the difference between a clean, crisp shirt and a grey, blurry mess.
A menswear brand learned this the hard way. They did a Black Watch Plaid shirt. Cheap supplier. No anti-migration. The container got hot and humid crossing the equator. The black squares bled into the green squares. The shirt looked like camouflage. They lost the whole season. When they came to Shanghai Fumao the next year, we used the fixative. Zero bleed. The price per yard was $0.45 higher. The value of not having a ruined season? Priceless.
How Fumao Pre Treats Fabric to Withstand Maritime Humidity
So how does a professional mill in Keqiao prepare fabric to survive the Typhoon Season crossing? It is a combination of Process Control and Packaging Engineering. We don’t just make the fabric; we Fortify it for the journey.
At Shanghai Fumao, we have a specific Export Protocol that kicks in for all sea freight bound for humid destinations (Southeast Asia, US East Coast during summer, Northern Europe in winter).
-
Pre-Conditioning: The fabric is run through a Relaxation Dryer. This is not just to dry it. It is to Normalize the moisture content to exactly 6-8% (for cotton). This ensures the fabric is in equilibrium with the packing environment.
-
Anti-Microbial Finish: For natural fibers, we often apply a Silane Quaternary Ammonium Compound in the final pad bath. This is an EPA-registered antimicrobial. It does not wash out easily. It creates a surface on the yarn that prevents mold spores from germinating. It is a Biostatic Shield.
-
The Fumao Wrap (Foil Laminate Bag): For our premium Viscose and Lyocell (which are extremely sensitive to moisture regain), we use Aluminum Foil Laminate Bags. These are not just plastic. They have a thin layer of aluminum. They are a Vapor Barrier. They stop 99% of moisture ingress. Combined with a desiccant pack inside, the fabric is in a Micro-Environment that is completely isolated from the container sweat.

How Does Vacuum Packing Change the Moisture Dynamics for Viscose
We do not recommend standard vacuum packing for Woven Fabric Rolls. I know some buyers request it because it "saves space" and looks cool. But it is risky for cellulosic fibers like Viscose and Tencel.
Why?
Viscose has a Moisture Regain of 13% . It needs that water to maintain its Drape and Strength. If you pull a hard vacuum on a viscose roll, you physically Crush the fibers. You also remove the air buffer. When the container heats up, the fabric has no room to expand. It can Crease Permanently.
The Better Alternative: Controlled Compression.
We use a Hydraulic Press to flatten the rolls slightly (reducing volume by 20%) but we do not seal the bag with a vacuum. We seal it with a puff of Nitrogen Gas. Nitrogen is Inert and Dry. It displaces the humid air. It prevents oxidation. It does not crush the fabric.
For a shipment of Bemberg Cupro (a very fancy, delicate rayon) to Italy last month, we used Nitrogen Flush Packaging. The fabric arrived with the same fluid drape it had leaving the inspection table. The buyer said it was the best-packed fabric they had received in 20 years. It cost an extra $0.10 a yard. It protected a $12/yard fabric. Good investment. There is an interesting industry note on this practice in this article on advanced packaging techniques using nitrogen flushing to preserve the handfeel and strength of regenerated cellulose fabrics during export.
What Role Do Real Time Container Trackers Play in Moisture Claims
This is the 2026 Tech Upgrade that changes the liability game. In the past, if a container arrived wet, it was a Finger-Pointing War. The factory blames the shipping line. The shipping line blames the weather. The brand blames the factory. No one pays.
Now, we offer IoT Container Trackers (Internet of Things) as an optional service for high-value shipments. These are small devices the size of a pack of gum. They magnetically attach to the container ceiling. They record:
- Temperature (every 30 mins)
- Relative Humidity (every 30 mins)
- Shock/Vibration (Did the box get dropped?)
The Fumao Moisture Warranty:
We download the data log when the container arrives. We can see the exact Dew Point Spikes. We can prove:
- Scenario A: "The humidity spiked to 98% for 5 days straight. The container seals must have failed. File a claim with the carrier." (Brand is protected).
- Scenario B: "The humidity never exceeded 75%. The mold was present in the fabric before packing." (Factory is liable).
This data is Indisputable. It protects the brand from being gaslit by a cheap supplier. It also protects a good supplier like Shanghai Fumao from being blamed for a shipping line’s poor equipment. We encourage all our clients to use trackers for Viscose, Wool, and Silk shipments. The $50 tracker saves the $50,000 claim.
Conclusion
The ocean is a cruel mistress to cheap fabric. She exposes every shortcut. The skipped wash cycle reveals itself as a faded streak. The damp packing room reveals itself as a bloom of mildew. The missing desiccant reveals itself as a soggy, rust-stained roll. The $0.40 you saved on the front end becomes a $15,000 write-off on the back end.
At Shanghai Fumao, we don’t just weave fabric. We engineer Survivability. We manage Moisture Regain from the drying cylinders to the container seal. We neutralize Sizing to starve the fungus. We apply Anti-Migration finishes to lock in the color. And we use VCI Paper, Foil Bags, and IoT Trackers to ensure that the fabric you see in the inspection photo is the fabric you pull out of the box in your warehouse.
The true cost of fabric is not the FOB Price. It is the Landed Cost of Good, Usable Fabric. A cheap roll that is 20% moldy is actually more expensive than a premium roll that arrives 100% intact. The math is simple, but the discipline to do the prep work is rare.
If you have been burned by container sweat or if you are shipping high-value natural fibers this season, let’s talk about our Export Protocol. Protect your investment. Reach out to our Business Director, Elaine, for a consultation on the right packaging and pre-treatment for your specific fiber and destination. Her email is elaine@fumaoclothing.com. Let’s keep it dry out there.








