

You want a cozy hoodie that feels like a hug. You order "fleece." The bulk arrives, you cut it, sew it, and ship it to your customers. Then the reviews roll in: "It’s not soft." "It feels flat." "Where is the fluff?" You pull a sample and realize you bought unbrushed fleece—the smooth, looped-back fabric that looks like a towel on the inside. It’s warm, sure, but it’s not the cloud-like, fuzzy interior your customers expected. You didn’t order the wrong fabric; you just didn’t specify the finish. And now that Instagram ad showing a "plush, brushed interior" looks like a lie.
Brushed fleece and unbrushed fleece are not the same fabric with different marketing names. They are mechanically altered versions of the same knitted base, and the brushing process fundamentally changes the hand feel, the thermal performance, the pilling behavior, and even the sewing tension you need on your machines. At Shanghai Fumao, we run both types through our finishing lines every day, and I’ve seen a simple finishing choice make the difference between a best-selling winter layer and a clearance-rack disappointment. Let me break down exactly what happens when those metal bristles hit the fabric surface, and how to choose which one belongs in your collection.
What Is the Mechanical Difference Between Brushed and Unbrushed Fleece?
Fleece fabric starts its life as a knitted terry cloth. On a circular knitting machine, a ground yarn forms the base, while a loop yarn forms loose, unconnected loops on the back side. Think of the inside of a classic sweatshirt before brushing—those little loops are individual stitches that haven’t been disturbed. Unbrushed fleece is exactly that: the fabric comes off the knitting machine, gets dyed, gets finished, and the loops stay intact. The surface is smooth, slightly ribbed, and cool to the touch.
Brushed fleece takes a completely different path through the finishing department. The greige terry fabric enters a napping machine filled with rotating cylinders covered in sharp, hooked metal bristles. These bristles dig into the terry loops at high speed, literally tearing them open. The continuous filament or staple fibers in the loops get fractured and pulled up into a tangled, air-filled nap. This mechanical tearing is not gentle—it’s aggressive enough to permanently deform the fiber surface, which is why brushing creates that fuzzy, warm hand feel. At Shanghai Fumao, we control the brushing intensity by adjusting the roller speed ratio relative to the fabric feed speed. A ratio of 1.8:1 gives a light brush, suitable for a French terry that needs a soft touch but still wants loop visibility. A ratio of 2.8:1 gives a heavy brush, where the entire back becomes a dense, furry blanket surface. The specific mechanical setup, including the industrial napping and wire card roller configuration for polar fleece finishing, determines whether you get a subtle peach fuzz or a full-on sherpa.

How Does Brushing Change Fiber Structure at the Microscopic Level?
Under our lab microscope, the difference is dramatic. An unbrushed cotton-polyester fleece loop is a smooth, round tunnel of fibers twisted together. The individual fiber ends are mostly tucked inside the yarn structure. A brushed loop under the same magnification looks like a small explosion—fibers are splayed out in all directions, the yarn twist has been completely obliterated, and there are thousands of broken fiber ends sticking up perpendicular to the fabric plane.
This microscopic destruction is intentional. Those broken fiber ends are what trap air. Air is the actual insulator in fleece, not the polyester or cotton itself. By creating a dense cloud of fractured fibers, you multiply the fabric’s surface area by an order of magnitude and you create millions of tiny air pockets that slow down heat transfer. The trade-off is that those broken fiber ends are now physically vulnerable. They are only anchored at one end, hanging in the air like a loose thread on a sweater. When you rub a brushed fleece, those loose ends tangle together and form pills. An unbrushed fleece has far fewer exposed ends, so it pills dramatically less under abrasion. A 2023 batch for a Canadian streetwear label illustrated this perfectly: they switched from unbrushed to heavy-brushed mid-production, and the pilling grade on the Martindale test dropped from Grade 4 to Grade 2.5. The fabric was the same base knit—only the napping process had changed.
What Are the Different Types of Brushing Available for Fleece?
Brushing isn’t binary. There’s a whole spectrum of nap finishes, and each one serves a different market segment. At Shanghai Fumao, we categorize our fleece brushing into four levels:
| Brush Level | Surface Appearance | Hand Feel Description | Best Application | Typical Pilling Grade (Martindale 2000) |
|---|---|---|---|---|
| Unbrushed (Smooth Terry) | Clean terry loops visible, flat back | Cool, smooth, slightly structured | Summer hoodies, lightweight joggers, French terry tees | Grade 4-5 |
| Light Brush (Peach Fuzz) | Loops still visible but softened, slight halo | Soft-cool, minimal fuzz | Transition-season layers, golf pullovers | Grade 4 |
| Medium Brush (Classic Fleece) | Loops partially obscured, fuzzy nap | Warm, cozy, traditional sweatshirt feel | Standard hoodies, crewnecks, joggers | Grade 3-4 |
| Heavy Brush (Sherpa/Blanket) | Loops completely obliterated, dense fur | Extremely warm, plush, high-loft | Winter outerwear liners, blankets, loungewear | Grade 2-3 (requires polyester filament ground) |
A buyer from a Russian winter-wear brand in late 2023 came to us asking for "the fuzziest fleece you make." He chose a heavy brush on a 280gsm cotton-polyester base. The swatches were stunning. But he didn’t realize his existing sewing line was calibrated for unbrushed French terry. The heavy brush created so much bulk that his overlock machines kept skipping stitches. We had to walk his production team through a needle size change from 75/11 to 90/14 and adjust the differential feed to 1:1.2 to prevent the fabric from puckering under the foot. The finishing choice cascades through the entire production chain. If you’re considering a heavy brush for the first time, check this sewing machine needle and thread tension guide for high-bulk fleece and pile fabrics to head off the headaches.
How Does Brushing Affect Fleece Shrinkage and Pilling?
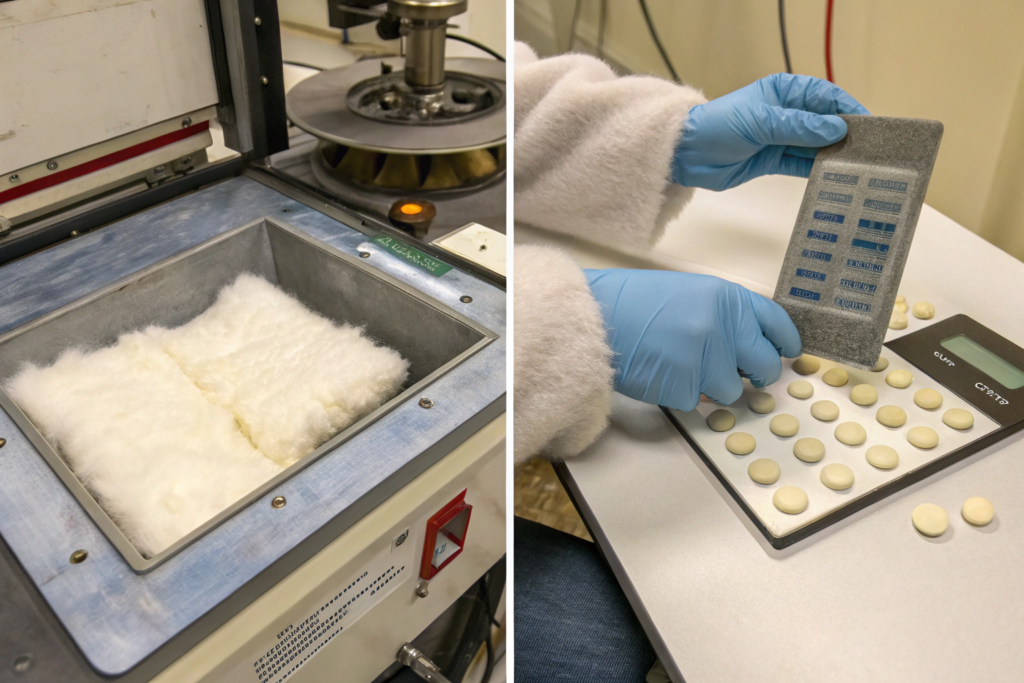
Brushing opens a Pandora’s box of quality risks. When those wire bristles tear open the terry loops, they don’t just create fluff—they release locked-in tensions within the yarn structure. The fabric essentially "relaxes" aggressively during brushing, which makes it highly unstable dimensionally until it’s properly heat-set. If the heat-setting step is rushed or skipped, the fleece will shrink like crazy in the first wash, losing up to 8% of its length. Your customer’s size Large suddenly fits like a Medium after one laundry cycle.
At our Keqiao finishing facility, we run all brushed fleece through a double-pass compacting machine after napping. The first pass mechanically compresses the fabric lengthwise to pre-shrink it by approximately 6-7%. The second pass sets the width on a belt-loop dryer at 140°C for cotton-poly blends, which locks the relaxed dimensions. We then pull a swatch, mark a 50cm x 50cm square, wash it three times per AATCC 135 at 40°C, and measure. Our standard for brushed fleece is a maximum residual shrinkage of 3% in length and 3% in width. More than that, and the garment sizing won’t hold through the return window. A German e-commerce brand in 2022 learned this the hard way with a heavy-brushed hoodie that shrank 7% lengthwise because their Turkish supplier had only single-pass compacted it. We replaced the program with our double-passed fleece and the return rate for sizing complaints dropped from 4.2% to 1.1%. The relevant thermal shrinkage relaxation mechanisms of brushed polyester-cotton knitted fleece fabrics explains the physics behind why the brush-unbrush cycle demands such careful stabilization.
Why Does Brushed Fleece Pill More, and How Can You Minimize It?
Pilling in brushed fleece is a direct consequence of the brushing mechanics. Every torn loop releases hundreds of short fiber fragments into the nap. These fragments are not anchored in the yarn body; they’re just floating in the fuzz. When you rub the fabric, those free fragments roll around, entangle with each other, and snag on any slightly longer fiber that’s still attached to the fabric. The result is a pill—a hard little ball of tangled fuzz anchored by one or two still-attached fibers. Unbrushed fleece has only a fraction of those free fragments, so pills rarely have the raw material to form.
We fight this with three levers. First, fiber length—we spin the loop yarn from longer staple cotton (at least 28mm) or use filament polyester for the loop component, which physically cannot fragment into short fibers because it’s a continuous filament. Second, yarn twist—a tighter twist in the loop yarn anchors the fibers more firmly, so fewer break loose during brushing. Third, bio-polishing enzymes—after brushing, we sometimes run the fabric through a cellulase enzyme bath that selectively digests the shortest, weakest fiber ends on the nap surface. The enzyme eats the future pill starters before they ever get a chance to tangle. For a French sportswear label in spring 2024, we used filament polyester loops for the face and a carded cotton ground, then applied a light enzyme wash. The fabric brushed up beautifully for the showroom, and after Martindale testing, it maintained a Grade 4 rating—an unusual achievement for a brushed fleece. This enzyme bio-polishing application process for reducing pilling in napped cotton fleece textiles is an increasing part of our sustainability arsenal.
How Do I Specify Anti-Pilling Requirements for Brushed Fleece?
Don’t settle for "looks fine." Write the testing standard into your purchase order. For brushed fleece, the Martindale pilling test (ISO 12945-2) is the gold standard, but the number of rubs matters. Standard fashion fleece might be tested to 2000 rubs. If you’re selling to a school uniform program where the fleece gets washed and worn every day for nine months, demand a 5000-rub rating. A heavily brushed fleece will usually score a 2.5 or 3 at 2000 rubs, which is marginally acceptable for adult casualwear. At 5000 rubs, that same fabric will drop to Grade 1 if it isn’t engineered for durability.
Here is the specific line I recommend for your spec sheet: "Fleece surface pilling resistance: ISO 12945-2 Martindale method, 2000 cycles, 12kPa pressure, minimum Grade 3-4. If heavy brush specified, accept minimum Grade 3." This line does several things. It names the standard so there’s no ambiguity about which machine runs the test. It defines the load and cycle count so the test intensity is locked. It adjusts the expectation based on the brush level, because it’s unrealistic to demand Grade 4 from a heavy sherpa brush. A smart buyer acknowledges the inherent trade-off between fluff and pilling and sets a realistic-but-defensible threshold. A practical Martindale pilling testing standard ISO 12945-2 specification for knitted fleece fabric suppliers and garment brands gives the full apparatus and conditioning specifications that every certified lab must follow.
Which Fleece Type Works Best for DTG and Screen Printing?
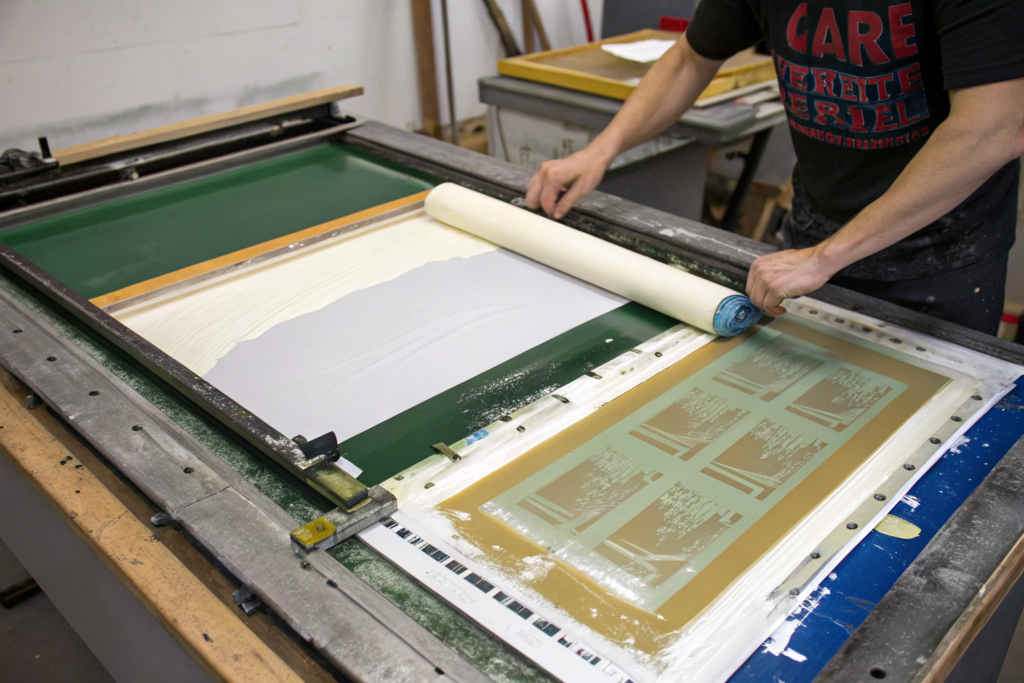
Printability is where brushed fleece shows its dark side. You design a clean, vector-sharp logo with crisp edges. You print it on an unbrushed French terry, and the result is commercial-grade perfection: the ink sits on top of the smooth terry loops, fills evenly, and cures to a flat, legible image. You print the same design on a heavy-brushed fleece, and suddenly your logo looks like a distressed vintage tee that’s been through fifty wash cycles.
The problem is the nap height and density. Brushed fleece has a deep, irregular surface of standing fibers. When you print, the ink has to bridge across all those fibers. If the nap is long and dense, the ink drops into the valleys between fibers and misses the peaks. The printed image looks broken, speckled, and faded straight out of the press—before a single wash. Printers call this "fiber show-through." The fabric’s own fuzz interrupts the ink film.
How Does Fleece Nap Height Affect Ink Penetration and Opacity?
Unbrushed fleece has a nap height of essentially zero—the loops are flat and smooth, so the ink film can bond directly to the loop crowns with full contact. Plastisol ink, in particular, needs a clean, even surface to form a continuous film. If the surface is fuzzy, the ink film gets perforated by thousands of tiny air gaps where fibers poke through.
For screen printing on fleece, I recommend either an unbrushed back (the unbrushed side is what gets printed in most pullover hoodies, since the brushed side goes against the body) or a light-brush surface that has enough fuzz for softness but not enough to disrupt ink laydown. If you must print on heavily brushed fleece, the printer needs to use a hot-head press to matte down the nap before the print stroke, or switch to a water-based discharge ink that soaks into the fibers rather than sitting on top. A Los Angeles streetwear brand using our heavy-brush fleece in 2024 switched from plastisol to a discharge-underbase-plus-water-based-top-print combination. It increased their per-unit decoration cost by $0.80, but it eliminated the fiber show-through issue entirely. Good resources exist on screen printing ink selection strategies for heavily napped and brushed fleece garments that can save your decoration team a lot of wasted samples.
What About DTG Printing on Brushed vs. Unbrushed Fleece?
DTG (Direct-to-Garment) printing applies ink through a printhead directly onto the fabric, essentially like an inkjet printer for textiles. The printhead nozzles sit fractions of a millimeter above the fabric surface. If the fleece nap is higher than that gap, the fibers literally brush against the printhead, causing ink smearing, head strikes, and ruined prints. A heavily brushed fleece is a DTG operator’s nightmare. The printer has to increase the head height, which reduces print resolution, or pre-press the fabric so aggressively that the nap gets permanently crushed flat and the brushed softness is lost.
Unbrushed fleece, on the other hand, works beautifully with DTG. The smooth, flat loop surface allows the printhead to fly low and deposit crisp dots at 1200 DPI resolution. A London-based print-on-demand brand printed thousands of our unbrushed French terry hoodies in 2024 with a full-color photorealistic DTG design. The print detail on the smooth terry loops held up so well that their return rate for print quality complaints was under 1%. When they experimented with a brushed fleece version of the same SKU, the print looked soft-focus and the customers noticed. I always point DTG-focused clients to direct-to-garment pre-treatment and printing considerations for fleece with varying nap heights before they commit to a brush level. It’s a decision that should happen at the fabric spec stage, not when the decorated samples come back looking wrong.
How Do I Decide Between Brushed and Unbrushed for My End-Use?
This is the question that brings buyers to my desk. They have a silhouette. They have a target price. They have a shipping window. But they don’t know whether to tick the "brushed" box on the spec sheet. The answer depends on three things: the wearer’s expected sensation, the climate the garment will live in, and the decoration plan.
Start with the wearer’s sensation. Unbrushed fleece feels cool and smooth against the skin. It’s the fabric you want for a post-gym hoodie thrown over a tank top on a mild evening—not too hot, not too sticky. Brushed fleece feels warm immediately on contact because the fuzzy nap creates a layer of trapped air between the skin and the fabric. It’s what you want for a mid-winter layer worn over a thermal base layer. Then look at the climate. If you’re selling into Southeast Asia or a spring collection for Northern Europe, unbrushed is often the smarter choice—it breathes better and doesn’t overheat. If you’re selling into a Minnesota winter or a ski resort gift shop, heavy brush is almost mandatory. Finally, decoration. Screen printing? Unbrushed prints cleaner. Embroidery? Brushed hides the backing stabilizer better. DTG? Unbrushed wins flat.

What Climate and Season Best Match Each Finish?
This is the conversation I have with every brand’s merchandising team before a seasonal buy. Unbrushed fleece, especially cotton-faced French terry, breathes well because the unbroken loop structure on the back allows air to circulate through the fabric. This makes it the ideal choice for spring evenings, cool summer mornings, transitional outerwear, and "air-conditioning sweaters" worn inside offices in tropical countries. The garment works as a light second layer without causing a sweat.
Brushed fleece is a cold-weather specialist. The dense nap traps a boundary layer of warm air against the body, dramatically increasing the fabric’s thermal resistance (R-value). For a standard 280gsm three-end fleece, the unbrushed version might have a TOG rating of around 0.8. The heavily brushed version of the exact same weight can reach a TOG of 1.4, almost double. That’s the difference between "I need a jacket over this" and "I’m comfortable in just this hoodie at 5°C."
The seasonality also affects how your buyers forecast and warehouse. A Norwegian brand ordering our 320gsm heavy-brushed fleece for an October delivery takes a huge margin risk if the shipment is delayed into January. The fleece becomes "dead stock" until the following winter. An unbrushed 240gsm fleece ordered for March delivery can sell through spring and into summer evenings, making it a much safer inventory bet with a longer sellable window. The seasonal garment weight and thermal insulation selection guide for fleece-based active and outerwear programs can help with the merchandising calendar math.
What Is the Cost Difference Between Brushed and Unbrushed Fleece?
Brushing is an additional mechanical process that consumes machine time, energy, and creates some fiber weight loss. All of that costs money. On average, a medium-brushed fleece adds between $0.30 and $0.70 per meter to the finishing cost compared to its unbrushed counterpart with the same base knit and dye process. Heavy brush can add $0.80 to $1.20 per meter because of the slower line speed and the higher power draw of the napping motors.
Fiber waste is also a factor. Brushing physically tears out short fibers from the loop yarn. These fibers end up in the napping machine’s dust extraction system and are discarded as textile waste. The weight loss from brushing typically runs between 3% and 6% of the greige fabric weight. A 300gsm greige fleece might weigh 285gsm after heavy brushing and clean-up. This means the mill has to knit a heavier greige to hit your finished weight spec, which increases the yarn consumption cost. A mill that doesn’t account for this brushing loss will deliver fabric that’s lighter than your spec, and you’ll get a thinner, less insulating garment than you paid for.
There is also a hidden cost in sewing complexity. Heavily brushed fleece is thicker, harder to cut accurately in high stacks, and demands heavier needles and slower sewing speeds. A garment factory will typically charge a 5-10% higher CMT (cut-make-trim) for a heavy-brush garment versus an unbrushed one. So the fabric premium plus the sewing premium means your final garment FOB could be $0.80 to $2.00 higher, depending on the weight and brush intensity. This is worth it for winter product with a higher retail price anchor, but disastrous for a budget fast-fashion program where every cent counts. For a more precise breakdown, textile finishing cost accounting for mechanical brushing versus standard singeing and compacting explains the operational economics from the mill’s perspective.
Conclusion
Brushed fleece and unbrushed fleece are like butter and olive oil—both are fats, both have their place, but you’d never use them interchangeably in a recipe without tasting the difference. Brushing radically transforms the nap, the warmth, the pilling behavior, the shrink potential, and the printability of your garment. It adds cost and complexity, but for the right end-use—a deeply insulating winter hoodie or a plush lounge blanket—it creates the tactile, thermal experience that drives a premium price and earns a loyal customer.
Unbrushed fleece, on the other hand, is the versatile, clean, dependable option. It prints beautifully with DTG and screen printing, it resists pilling for seasons to come, and it breathes well enough to be a year-round layer in moderate climates. If you’re launching a new brand and you only have money for one fleece development, I almost always recommend starting with a light-brush or unbrushed French terry. It’s harder to go wrong, and the decoration options are wider.
At Shanghai Fumao, we stock over 50 different fleece constructions, from a 180gsm lightweight unbrushed French terry perfect for summer drop-shoulder tees, to a 380gsm heavily brushed polar fleece for extreme-cold outerwear. We know exactly the shrinkage, pilling, and print performance of each one because we test them to the Martindale and AATCC standards you care about. If you’re holding two swatches and you can’t decide which texture is right for your collection, send them both to Elaine, our Business Director, at elaine@fumaofabric.com. She can set up a comparative tech pack that lays out the print results, pilling grades, and wash shrinkage data for each finish side-by-side. Let’s pick the fleece that matches your customer’s expectations before the first carton leaves Keqiao.








