A buyer from a Canadian outdoor brand called me in early 2023 with a problem that sounded impossible. His company had been using a well-known European waterproof membrane for years, but costs were skyrocketing and lead times stretched to six months. He needed an alternative that could match 20,000mm waterproofness and 15,000g/m²/24hr breathability—but at a price that wouldn't destroy his margins. "Everyone says they have waterproof breathable fabric," he said. "Half of them lie, and the other half can't prove it."
I understood his frustration. The outdoor industry is flooded with claims of "waterproof breathable" that range from optimistic to fraudulent. I've tested fabrics that claimed 10,000mm waterproofness that failed at 2,000. I've seen "breathable" membranes that felt like wearing a plastic bag. The problem is that real performance requires real engineering, and most suppliers aren't willing to invest in it.
At Shanghai Fumao, we've been supplying waterproof breathable fabrics for over 15 years. We've sent jackets to Everest base camp, ski patrol in the Alps, and fishermen in the North Atlantic. We've learned what actually works and what's just marketing. Let me walk you through exactly how to source fabrics that keep water out and let sweat escape—with the data to prove it.
What Do Waterproof and Breathable Ratings Actually Mean?
A designer from a New York streetwear brand once asked me: "If a jacket says 10,000mm waterproof, does that mean it keeps water out in 10,000mm of rain?" I had to laugh—but it's a common confusion. These numbers mean something specific, and understanding them is the first step to sourcing right.
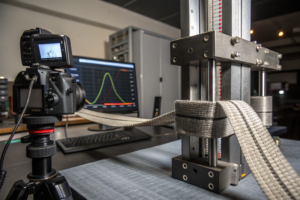
Waterproof ratings measure hydrostatic head—the pressure water exerts on the fabric. In a lab, we seal a fabric sample under a column of water and increase pressure until water penetrates. The height of the water column in millimeters when leakage occurs is the rating.
| Rating (mm) | Performance Level | Suitable For |
|---|---|---|
| 1,000-5,000 | Lightly water resistant | Windbreakers, light drizzle |
| 5,000-10,000 | Moderately waterproof | City wear, light rain |
| 10,000-15,000 | Waterproof | Hiking, moderate rain |
| 15,000-20,000 | Highly waterproof | Skiing, heavy rain |
| 20,000+ | Extremely waterproof | Severe conditions, professional use |
For reference, a driving rain exerts about 8,000-10,000mm of pressure. Sitting on a wet surface can exert 15,000+. So for serious outerwear, you want at least 10,000mm, and preferably 15,000-20,000mm.
Breathability ratings measure Moisture Vapor Transmission Rate (MVTR)—how many grams of water vapor can pass through a square meter of fabric in 24 hours. Higher numbers mean more breathable.
| MVTR (g/m²/24hr) | Performance Level | Suitable For |
|---|---|---|
| 3,000-5,000 | Low breathability | Short-duration, low activity |
| 5,000-8,000 | Moderate breathability | Casual wear, light activity |
| 8,000-12,000 | Good breathability | Hiking, moderate activity |
| 12,000-15,000 | High breathability | Skiing, high-output activities |
| 15,000+ | Excellent breathability | Professional use, extreme output |
The tricky part is that these two properties work against each other. Making a fabric more waterproof typically reduces breathability. The art is balancing them for your specific use case.

What's the minimum waterproof rating for serious outdoor use?
Based on our experience with outdoor brands, here's what we recommend:
| Activity | Minimum Waterproof | Recommended Waterproof |
|---|---|---|
| Urban walking, light rain | 5,000mm | 8,000mm |
| Hiking, moderate rain | 8,000mm | 10,000-15,000mm |
| Skiing, snow sports | 10,000mm | 15,000-20,000mm |
| Mountaineering, severe conditions | 15,000mm | 20,000mm+ |
| Sitting on wet surfaces (ski lifts) | 15,000mm | 20,000mm+ |
A client from a Colorado ski brand initially specified 10,000mm for their entry-level jackets. After testing, they found that skiers sitting on chairlifts in wet snow were getting wet spots. They upgraded to 15,000mm and complaints dropped to near zero.
How do you test breathability claims?
Many suppliers throw around breathability numbers without real data. Here's what we do:
MVTR testing (ISO 15496 or ASTM E96). We run actual lab tests, not theoretical calculations. The results go in our technical datasheets.
Sweating guarded hot plate (ISO 11092). This is the most accurate method, simulating skin temperature and sweat production. It's expensive but essential for premium products.
Field testing. Lab numbers are useful, but real-world performance matters more. We send samples to athletes and outdoor professionals for actual use testing. Their feedback often reveals issues lab tests miss.
A client from a German outdoor brand sent their own testers to our facility to witness breathability testing. They stayed for three days, reviewed every data point, and left convinced our numbers were real. Now they specify our fabric for their premium line.
What Technologies Provide Waterproof Breathable Performance?
A buyer from a US workwear brand asked me: "What's the difference between all these technologies—Gore-Tex, eVent, our own stuff? Is it all basically the same?" No. The technology matters enormously.
There are three main approaches to waterproof breathable fabrics:
Microporous membranes (like Gore-Tex, eVent, and our ePTFE). These have tiny pores—small enough to block liquid water (a droplet is 100 microns) but large enough to let water vapor molecules (0.0004 microns) pass. The best balance of breathability and waterproofness. Durability depends on the membrane and lamination quality.
Hydrophilic membranes (like Sympatex and our TPU-based options). These have no pores. Instead, they use chemistry—water vapor molecules are absorbed into the membrane and "pumped" to the other side. Generally less breathable than microporous but can be more durable and easier to manufacture.
Coatings (PU, acrylic). A layer of waterproof material applied directly to the fabric. Cheapest option, but breathability is limited (usually under 5,000 MVTR). Coatings can also crack or delaminate over time.
Within these categories, quality varies enormously. A cheap ePTFE membrane might have 10,000mm/8,000MVTR. A premium version can hit 30,000mm/25,000MVTR. The difference is in the membrane structure, the lamination quality, and the overall system.

How do ePTFE membranes compare to PU coatings?
Let me give you a direct comparison based on our production:
| Property | ePTFE Membrane | PU Coating | PU Hydrophilic Membrane |
|---|---|---|---|
| Waterproof range | 10,000-30,000mm | 3,000-10,000mm | 8,000-20,000mm |
| Breathability range | 8,000-25,000MVTR | 1,000-5,000MVTR | 5,000-12,000MVTR |
| Durability (flex) | Excellent | Moderate (cracking risk) | Good |
| Durability (wash) | Good | Fair (can delaminate) | Good |
| Cost index | 100% (baseline) | 30-50% | 60-80% |
| Hand feel | Can be stiff | Soft | Moderate |
For serious outdoor use, ePTFE is the gold standard. For urban wear or light outdoor use, PU coatings can be sufficient and much more affordable.
A client from a Canadian outdoor brand uses our ePTFE for their expedition-grade jackets and our PU-coated fabrics for their lifestyle collection. Both perform for their intended use, and the cost difference reflects that.
What's the difference between 2-layer, 2.5-layer, and 3-layer constructions?
This is about how the membrane is integrated with other layers:
| Construction | Layers | Description | Best For |
|---|---|---|---|
| 2-layer | Face + membrane | Membrane bonded to face fabric; separate lining required | Casual, urban, lower cost |
| 2.5-layer | Face + membrane + protective print | Membrane with printed protective layer instead of full lining | Lightweight, packable |
| 3-layer | Face + membrane + knit/scrim | All layers bonded together; no separate lining | Technical, durable, next-to-skin |
2-layer is most common for consumer jackets. The separate lining protects the membrane and improves comfort, but adds weight and bulk.
2.5-layer saves weight by replacing the lining with a printed protective pattern. The print touches skin directly—it can feel slightly sticky but works well for active use where weight matters.
3-layer is the technical standard. The inner layer (usually a lightweight knit) is bonded directly to the membrane, creating a single fabric. It's durable, next-to-skin comfortable, and the most expensive.
A client from a US ski brand uses 3-layer for their pro line, 2.5-layer for their backcountry line (weight savings), and 2-layer for their resort line (cost and comfort). Same membrane technology, different constructions for different users.
How Do You Verify Waterproof Claims from Suppliers?
A buyer from a European outdoor brand once showed me a competitor's datasheet claiming 20,000mm waterproofness. We tested the actual fabric—it failed at 6,000mm. The supplier had simply printed the membrane manufacturer's spec without testing the finished laminate. The membrane itself might achieve 20,000mm in ideal conditions, but lamination quality, fabric choice, and finishing all affect final performance.
Never trust a spec sheet. Always verify. Here's how:
Request third-party test reports. Look for reports from accredited labs like SGS, ITS, or BV. The report should show the actual test results, not just a summary. Check the date—old reports may not reflect current production.
Test your own samples. Even with third-party reports, test samples from your actual production batch. We provide samples from every production run for client testing. If you don't have in-house capability, use a lab.
Understand test methods. Different test methods can give different results. ASTM E96 (water method) typically gives higher MVTR numbers than ASTM E96 (desiccant method). ISO 811 vs. JIS L1092 for waterproofness. Know what you're comparing.
Test after washing. Waterproofness often decreases after washing as detergents affect the membrane and DWR fails. We test after 20, 50, and 100 washes to show real-world durability.
Field test. If possible, have real users test the fabric in actual conditions. Lab numbers don't capture everything—how the fabric feels when you're sweating uphill, how it performs in freezing rain, how the hood sheds water in wind.
A client from a Norwegian outdoor brand tests every production batch in their own lab and with their athlete team. They've caught issues that would have been missed by standard testing—a membrane that performed perfectly in lab but stiffened in extreme cold, a DWR that failed after one wash despite passing initial tests.
What's the AQL for waterproof fabric inspection?
Acceptable Quality Level (AQL) for waterproof fabrics is tighter than for regular fabrics. We use:
| Defect Type | AQL | Inspection Method |
|---|---|---|
| Visible defects (stains, holes) | 1.0% | Visual inspection, lighted table |
| Waterproof failures | 0.4% | Spot testing, water column sampling |
| Seam leakage (if taped) | 0.65% | Air pressure or water spray testing |
| Shade variation | 1.5% | Visual, spectrophotometer |
For critical applications (military, professional guide use), we can tighten to 0% acceptance for waterproof failures—every roll tested, not just sampled.
A client from a US military supplier requires 100% waterproof testing of all fabric for their extreme cold weather gear. We test every roll, mark any failures, and quarantining affected material. It adds cost, but for their use case, failure isn't an option.
How do you test seam taping compatibility?
The fabric is only half the story. Seams are where jackets leak. Waterproof fabric must work with seam tape—the tape must bond securely to the fabric and remain waterproof through flexing and washing.
We test:
- Initial bond strength. Peel test after application.
- Wash durability. Bond strength after 20, 50, 100 washes.
- Flex resistance. Bond integrity after repeated flexing (simulating movement).
- Temperature resistance. Bond performance at extreme temperatures.
We also work with clients to recommend appropriate seam tape types and application parameters. Different fabrics require different tape—a tape that works perfectly on one fabric may fail on another.
A client from a French ski brand had persistent seam leakage issues with a previous supplier. We tested their fabric with three different seam tapes, found one that achieved 95% bond retention after 50 washes, and documented the exact application parameters. No leaks since.
What Face Fabrics Work Best with Waterproof Membranes?
A designer from a New York outdoor brand asked me: "Can I use any fabric with a waterproof membrane?" Technically yes, practically no. The face fabric choice affects everything.
Denier and durability. Lower denier (20D-40D) is lighter and more packable but less durable. Higher denier (70D-200D) is tougher but heavier. For urban use, 40D-70D balances durability and weight. For serious mountain use, 70D-100D. For workwear, 200D+.
Weave structure. Tight weaves (ripstop, taffeta) provide better wind resistance and cleaner lamination. Looser weaves can work but require careful lamination to avoid strike-through (adhesive bleeding to the face).
Fiber type. Nylon is stronger and more abrasion-resistant than polyester at the same weight. Polyester is more UV-resistant and cheaper. Both work; choose based on application.
Stretch. For activewear, stretch face fabrics (with elastane) improve mobility. Laminating stretch fabrics requires specialized membranes that also stretch, or the membrane will restrict the fabric's natural give.
Color and dye. Dark colors absorb more heat but can show stress marks. Light colors show dirt. The dye process must not affect membrane adhesion.
DWR (Durable Water Repellent). The face fabric needs a DWR treatment so water beads and rolls off rather than saturating the fabric. Without DWR, the face fabric can wet out, blocking breathability and making the jacket feel clammy even if the membrane is still waterproof.

What DWR options are available and how long do they last?
DWR is the first line of defense and often the first to fail. Here are current options:
| DWR Type | Performance | Longevity | Environmental Profile |
|---|---|---|---|
| C8 Fluorocarbon | Excellent | 20-30 washes | Banned/phase-out |
| C6 Fluorocarbon | Good | 15-25 washes | Restricted, being phased |
| Hydrocarbon/Paraffin | Moderate | 10-15 washes | Better, but still petrochemical |
| Silicone-based | Good | 15-20 washes | Better, different chemistry |
| Dendrimer (latest tech) | Very Good | 20-30 washes | Best available, fluorine-free |
The industry is moving away from fluorocarbons due to environmental and health concerns. C8 is essentially banned. C6 is being phased. New fluorine-free options are improving rapidly but don't yet match C6's longevity.
We offer a range of DWR options and are transparent about the trade-offs. For clients who prioritize sustainability, we recommend dendrimer-based DWR. For clients who need maximum performance (and accept re-treatment as part of garment care), C6 still offers the longest life.
A client from a Swedish outdoor brand switched to our fluorine-free DWR for their entire line. They educate customers that jackets may need re-treatment more frequently and offer a free re-treatment service. Their customers appreciate the transparency and the environmental commitment.
How do you match face fabric weight to membrane type?
This is engineering. A heavy face fabric (200D) needs a thicker, more robust membrane to withstand the stress of lamination and use. A light face fabric (20D) needs a thin, flexible membrane that won't add bulk or stiffness.
General guidelines:
- 20D-40D face: 10-15 micron membrane, lightweight lamination
- 40D-70D face: 15-20 micron membrane, standard lamination
- 70D-100D face: 20-25 micron membrane, reinforced lamination
- 100D+ face: 25-30 micron membrane, heavy-duty lamination
Using the wrong combination risks delamination (too light membrane for heavy fabric) or unnecessary cost and stiffness (too heavy membrane for light fabric).
A client from a US backpack brand wanted a super-light 20D face fabric for an ultralight shell. We used our thinnest 10-micron membrane with a specialized lightweight adhesive. The result was 180gsm total fabric weight—among the lightest waterproof breathable fabrics available.
How Do You Balance Cost Against Performance for Different Market Segments?
A buyer from a mass-market US brand asked me: "I need something that says 'waterproof breathable' on the label but doesn't cost more than $5/yard. Can you do it?" Yes, but they wouldn't get real performance.
Here's how we help clients match fabric to market:
| Market Segment | Target Price (FOB) | Recommended Waterproof | Recommended Breathability | Technology |
|---|---|---|---|---|
| Fast fashion, promotional | $3-5/yard | 3,000-5,000mm | 2,000-4,000MVTR | PU coating |
| Urban lifestyle, entry outdoor | $5-8/yard | 8,000-10,000mm | 5,000-8,000MVTR | PU membrane or entry ePTFE |
| Mid-tier outdoor, ski | $8-12/yard | 10,000-15,000mm | 8,000-12,000MVTR | ePTFE or high-end PU |
| Premium outdoor, technical | $12-18/yard | 15,000-20,000mm | 12,000-15,000MVTR | ePTFE 2.5/3-layer |
| Professional, expedition | $18-25+/yard | 20,000mm+ | 15,000-20,000+MVTR | Top-tier ePTFE 3-layer |
The key is honesty about what you're selling. A jacket with 5,000mm/3,000MVTR can be perfectly good for city wear if marketed as "water resistant" rather than "waterproof breathable." Problems arise when brands claim performance they don't deliver.
A client from a US department store brand wanted to call their $79 jacket "waterproof breathable" despite using a 3,000mm/2,000MVTR coated fabric. We advised against it—the claims wouldn't match consumer expectations and returns would kill their margin. They changed the marketing to "weather resistant" and returns stayed low.

What's the cost difference between entry-level and premium waterproof fabrics?
Let me give you real numbers from our current production (FOB Shanghai):
| Fabric Type | Waterproof | Breathability | Cost/yard | Typical Application |
|---|---|---|---|---|
| PU coated polyester | 5,000mm | 3,000MVTR | $4.20 | Rain ponchos, very entry level |
| PU membrane 2-layer | 8,000mm | 5,000MVTR | $6.80 | Urban rain jackets |
| ePTFE 2-layer entry | 10,000mm | 8,000MVTR | $9.50 | Entry outdoor, hiking |
| ePTFE 2-layer mid | 15,000mm | 12,000MVTR | $12.80 | Skiing, mid-tier outdoor |
| ePTFE 3-layer | 20,000mm | 15,000MVTR | $16.50 | Technical outdoor, premium |
| ePTFE 3-layer pro | 30,000mm | 25,000MVTR | $22.00+ | Expedition, professional use |
The jump from $4 to $9 gets you from "barely functional" to "actually works." The jump from $9 to $16 gets you from "works" to "performs well for serious use." Beyond that, you're paying for marginal gains and brand cachet.
A client from a Canadian brand uses our $9.50 fabric for their entry line, $12.80 for mid, and $16.50 for premium. Each hits a different price point, and customers can choose based on their needs and budget.
How do you reduce costs without sacrificing core performance?
Cost reduction is possible without destroying performance:
Choose the right membrane for the application. Don't specify 20,000mm for urban wear when 10,000mm is sufficient. The cost difference is significant.
Optimize face fabric. A standard 70D nylon might cost $3/yard. A specialty recycled textured nylon might cost $5. If the membrane is doing the waterproofing, the face fabric can be simpler.
Reduce layers. 2-layer is cheaper than 3-layer. If the end user doesn't need next-to-skin comfort, 2-layer with a separate lining may be fine.
Simplify finishes. Specialty DWR, antimicrobial treatments, and other finishes add cost. Include only what's necessary.
Commit to volume. As with any fabric, larger orders reduce per-yard cost. Annual commitments allow us to plan production efficiently.
A client from a US ski brand reduced their fabric cost by 18% by switching from a specialty textured face fabric to a standard ripstop with a printed pattern that created visual interest. The waterproof performance was identical; the cost was much lower.
What Testing Should You Run Before Committing to Bulk Production?
A buyer from a German outdoor brand once told me: "I'd rather spend $5,000 testing before production than $50,000 fixing problems after." Smart philosophy.
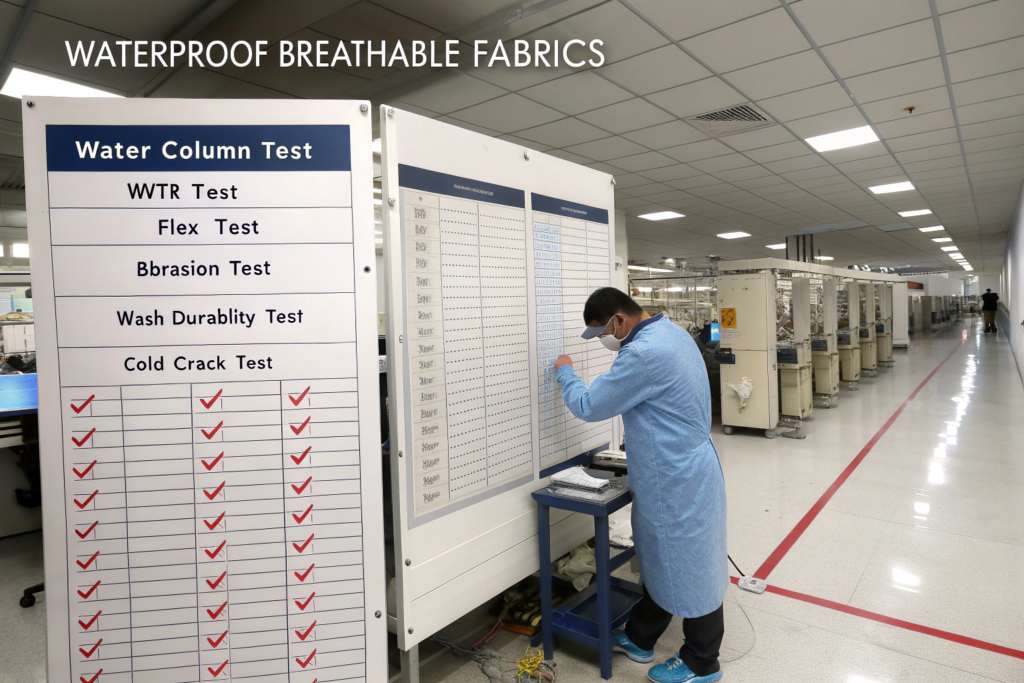
Before committing to bulk production, run these tests:
Waterproofness (ISO 811 or AATCC 127). Test initial waterproofness on at least 5 samples. Ensure results meet your spec consistently.
Breathability (ISO 15496 or ASTM E96). Test MVTR. Watch for variation between samples—consistent results indicate good process control.
Lamination strength (peel test). Ensure the membrane is securely bonded to the face fabric. Weak lamination leads to delamination in use.
Hydrostatic resistance after flexing. Flex the fabric repeatedly (simulating wear), then test waterproofness again. This reveals whether flexing damages the membrane or bonds.
Wash durability. Run 20, 50, and 100 wash cycles, testing waterproofness and breathability after each. Good fabrics retain 80%+ performance after 50 washes.
Cold crack test. Expose to low temperatures (-20°C, -30°C) and flex. Some membranes stiffen and crack in extreme cold.
Abrasion resistance (face fabric). If the face fabric fails, the membrane is exposed. Ensure adequate abrasion for your use case.
Seam tape compatibility. If you'll tape seams, test the tape on your actual fabric with your actual taping equipment.
A client from a Norwegian outdoor brand runs all these tests on every new fabric development. They've caught issues—a membrane that stiffened at -20°C, a face fabric that abraded too quickly, a DWR that failed after 10 washes—that would have been disasters in production.
What wash test standards apply to waterproof fabrics?
Standard washing can damage waterproof fabrics. Use appropriate test methods:
| Standard | Description | Relevance |
|---|---|---|
| ISO 6330 | Domestic washing and drying | Standard for consumer use simulation |
| AATCC 135 | Similar to ISO 6330 | US equivalent |
| ISO 15797 | Industrial washing | For workwear, professional laundering |
| Custom protocols | Brand-specific | Some brands have proprietary wash tests |
Key parameters: temperature (30°C or 40°C typically), detergent type (liquid recommended, no fabric softener), drying method (line dry or low heat tumble).
We recommend testing with the detergent consumers will actually use. Sport detergents (like Nikwax Tech Wash) are gentler on membranes and DWR than regular detergents.
How do you test for delamination risk?
Delamination—the membrane separating from the face fabric—is a common failure mode. Test for it:
Initial peel strength. Use a tensile tester to measure force required to separate layers. We target minimum 3 N/cm for 2-layer, 2 N/cm for 3-layer.
After washing. Repeat peel test after 20, 50 washes. Good laminates maintain 80%+ of initial strength.
After flexing. Use a flex tester (like the Schildknecht flexometer) to simulate wear, then test peel strength.
Heat and humidity aging. Store samples at 70°C/95% RH for 7 days (simulating years of aging), then test peel strength.
A client from a French ski brand specified 3 N/cm minimum initial peel strength and 2.5 N/cm after 50 washes. Our fabric tested at 3.5 N/cm initial and 3.1 N/cm after 50—well above spec. They've had zero delamination issues in three years.
Conclusion
Sourcing breathable yet waterproof fabric isn't simple. It requires understanding real ratings, choosing appropriate technology, verifying claims through testing, and balancing cost against performance for your specific market. But getting it right is worth the effort—because when a jacket keeps a skier dry on a chairlift or a hiker comfortable on a rainy trail, that customer becomes a loyal fan.
At Shanghai Fumao, we've spent years building the capabilities to deliver genuine waterproof breathable performance. Our ePTFE membranes are produced in a dedicated clean-room facility. Our laminations are done on state-of-the-art equipment with precise temperature and pressure control. Our testing lab validates every batch against international standards. And our team works with clients to match the right technology to the right application.
If you're sourcing outerwear fabrics—whether for a premium technical line or a value-oriented urban collection—let's talk. We'll help you understand the options, provide samples with real test data, and develop fabrics that perform for your customers.
Contact our Business Director, Elaine. She manages our technical outerwear division and has helped brands from ski gear to workwear find the right waterproof breathable solutions. Email her at elaine@fumaoclothing.com. Tell her about your outerwear line, your performance requirements, and your target price points. She'll guide you through the options and help you make the right choice.
At shanghai fumao, we believe that great outerwear starts with fabric that actually works. Let us prove it to you.