

Here's a reality check: most fabrics are passive. They cover you. But in today's world, that's not enough. Your customers aren't just wearing clothes; they're living in them—running, working, traveling, sweating. When a fabric fails to perform—when it traps moisture, lacks warmth, or shows sweat—it fails your customer. That’s the gap functional fabrics fill. They’re engineered solutions, not just materials.
Functional fabric, or performance textile, is any fabric designed with intentional, engineered properties that go beyond basic aesthetics to solve specific user problems. Think of it as "fabric with a job." Its core purpose is to actively interact with the wearer and their environment: managing moisture, regulating temperature, blocking UV rays, repelling stains, or even monitoring vital signs. At Shanghai Fumao Fabric, we’ve moved from just selling cloth to engineering these wearable solutions. The growth in this sector isn't a trend; it's the new baseline for sportswear, workwear, outdoor gear, and even everyday fashion.
This shift from passive to active textiles is driven by technology and consumer demand. Let me break down not just what these fabrics are, but how they're made, tested, and how you can leverage them to add real value to your brand.
What Defines a "Functional" Fabric vs. a Basic Textile?
The line is clear: intention and verifiable performance. A basic cotton poplin is valued for its natural feel and appearance. A functional cotton might be blended with conductive fibers for heating or treated with a permanent antimicrobial finish. The difference is a measurable outcome—data, not just description.
A functional fabric must have one or more engineered properties that are:
- Testable: Quantifiable against international standards (e.g., AATCC 195 for moisture management, ISO 11092 for thermal resistance).
- Durable: The function should withstand a reasonable number of home launderings (e.g., 20-50 washes), not just be a temporary coating.
- Purpose-Driven: It solves a clear problem for a specific end-use.
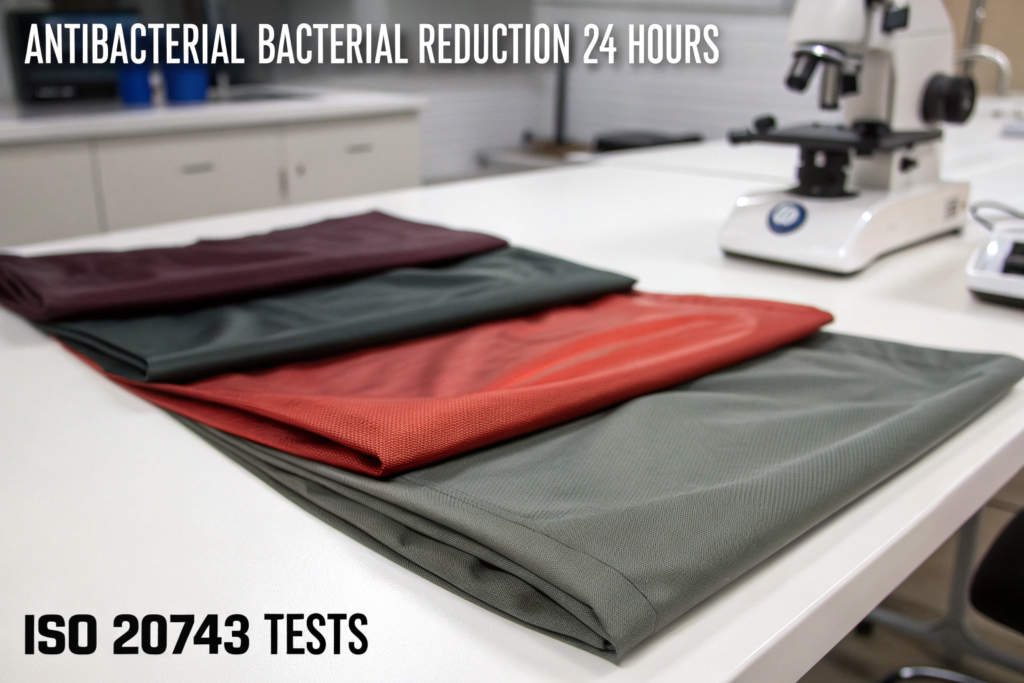
For example, our high-performance fabric line includes an antibacterial polyester. Its primary function isn't to be blue or soft (though it is); its job is to inhibit bacterial growth, reducing odor. We prove this with standardized ISO 20743 tests, showing a >99% reduction in specific bacterial colonies after 24 hours. That's functional. A great resource for understanding these benchmarks is the ASTM International database, which details standard test methods for textile performance.
How are functional properties engineered into fabric?
They are "built in" at one or more stages:
- Fiber Level: Using inherently functional fibers (e.g., wool is naturally temperature-regulating; modal is extra absorbent).
- Yarn Level: Blending fibers (e.g., combining cotton for comfort with polyester for strength and wicking) or spinning yarns with special structures (hollow yarns for insulation).
- Fabric Construction: Designing the knit or weave to create capillary action for moisture movement or specific porosity for breathability.
- Finishing Stage: Applying chemical treatments or physical modifications (e.g., nano-coatings for water repellency, brushing for warmth, enzyme washing for softness).
A client case from 2023: a Swedish brand needed a fabric for outdoor beanies that retained heat even when wet. We engineered a bi-component yarn with a hollow polyester core for loft and a wool sheath for warmth and moisture management. The resulting knit fabric had a tested thermal retention 40% higher than standard acrylic when damp. This is functional engineering.
What are the most common misconceptions about functional fabrics?
Two big ones:
- "It's all about synthetics." Not true. Natural fibers like merino wool and Tencel™ are highly functional. The innovation is in how all fibers are treated and combined.
- "A finish makes any fabric functional." A cheap water-repellent spray-on coating will wash out in 5 cycles. True functionality is about permanence and integration. At Shanghai Fumao, we focus on durable finishes like C6 DWR (Durable Water Repellent) that are bonded to the fiber. (Here's a factory truth: if a supplier can't tell you the expected wash durability of a finish, walk away).
What Are the Core Categories of Performance Textiles?
Navigating functional fabrics is easier when you categorize them by their primary job. Think of it as hiring for a specific role. At our CNAS-certified lab, we develop and test across these core categories daily. They often overlap—a fabric can be both moisture-wicking and UV-protective—but understanding the categories helps you specify what you need.
The main categories are:
- Moisture Management: Wicking, quick-drying, absorbent.
- Thermoregulation: Insulating, cooling, phase-change.
- Protection: Waterproof/windproof, UV-resistant, flame-resistant (FR), cut-resistant.
- Health & Wellness: Antimicrobial, anti-odor, compression, skin-friendly/anti-irritant.
- Smart & Interactive: Conductive, heated, light-emitting, sensor-integrated.

What technologies enable moisture management fabrics?
This is the most requested function. The goal is to move sweat away from the skin to the fabric's outer surface where it can evaporate. This is achieved through:
- Hydrophilic/Hydrophobic Yarn Design: Often using bi-component yarns where the inner core (against skin) attracts moisture, and the outer sheath repels it, pushing it outward.
- Capillary-Action Fabric Construction: Engineered knit structures with micro-channels that act like straws to pull moisture laterally.
- Chemical Wicking Finishes: Applied to natural fibers like cotton to give them synthetic-like wicking properties.
We supply a dominant moisture-wicking polyester for a major European fitness brand. Its wicking performance isn't just a claim; it's verified on a Moisture Management Tester (MMT), producing a graph showing one-way liquid transport. The brand uses this data in their marketing. For those developing activewear, the AATCC provides essential research on evaluating moisture management in textiles.
How do protective fabrics like FR or UV work?
These are often "non-negotiable" functions for safety.
- Flame-Resistant (FR): Fibers can be inherently FR (e.g., modacrylic, aramid like Nomex) or fabrics can be treated with FR chemical agents that disrupt the combustion cycle. The key is durability—will it withstand industrial laundering? We provide FR-treated cotton for workwear that passes EN ISO 11612 after 50 washes.
- UV-Resistant: Tight weaves/knits physically block rays. More effectively, UV-absorbing compounds are added to the polymer melt before spinning (for synthetics) or applied as a finish. We rate fabrics with UPF (Ultraviolet Protection Factor), like UPF 50+, which blocks over 98% of UV radiation. A client making sun-protective swimwear in Australia relies on our consistent UPF-rated nylon.
How Are Functional Fabrics Tested and Certified?
A claim is just marketing until it's backed by data. This is where serious suppliers separate from storytellers. Functional testing is the language of trust between you, your supplier, and your end consumer. It turns subjective terms like "breathable" or "keeps you cool" into objective, repeatable numbers.
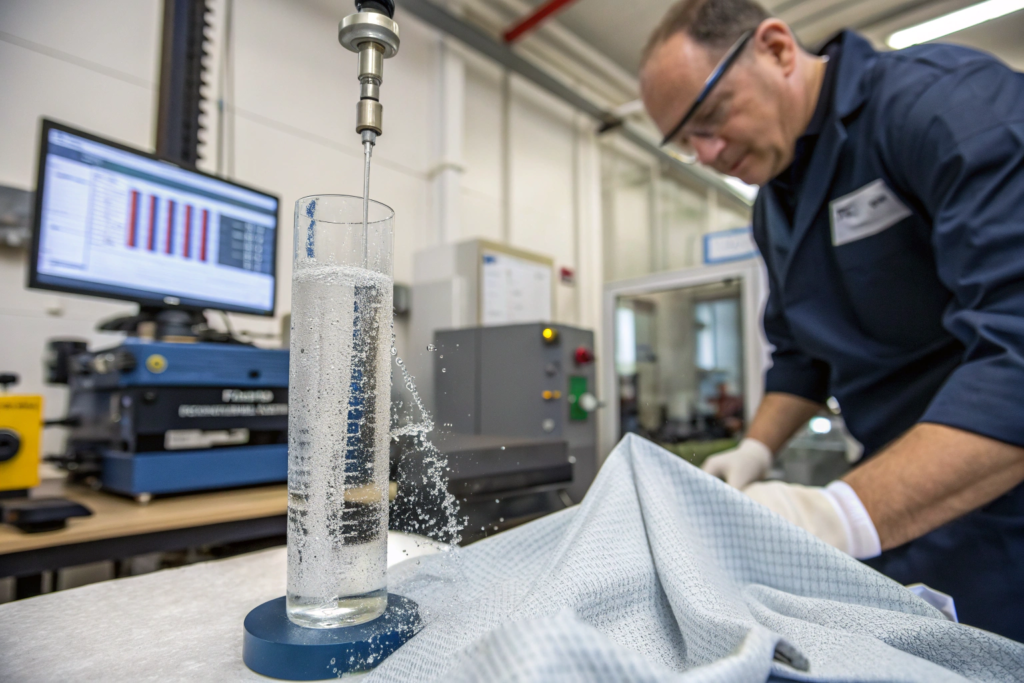
Testing should be conducted in accredited third-party labs (like SGS, ITS, or a supplier's own CNAS-accredited lab) using internationally recognized standards. The report is your product's "resume." You must demand to see it. For every batch of our antibacterial fabric, we provide an ISO 20743 test report. For waterproof fabrics, we provide results from a hydrostatic pressure test (ISO 811). This isn't optional; it's part of the product.
What are the key tests for common functions?
- Moisture Wicking & Drying: AATCC 195 (Liquid Moisture Management Properties).
- Water Resistance: ISO 811 (Hydrostatic Pressure Test), AATCC 35 (Rain Test).
- Breathability: ISO 11092 (Thermal and Water-Vapour Resistance).
- UV Protection: AATCC 183 (UV Radiation Transmission).
- Antimicrobial Efficacy: ISO 20743 or AATCC 100.
- Flame Resistance: Standards vary by region (e.g., EN ISO 11612 for EU, NFPA 2112 for US).
In early 2024, a startup client from Canada was comparing two suppliers for a waterproof breathable shell fabric. One offered a cheap price with verbal promises. We provided full test reports for a comparable fabric. They calculated the risk of garment returns from a leaky jacket and chose our solution. The data justified the cost. The International Organization for Standardization (ISO) portal is crucial for verifying the scope and methodology of these textile tests.
How do you interpret a functional test report?
Don't just look for a "PASS." Look for the numbers.
- For water resistance, look at the hydrostatic head in mm (e.g., 10,000mm is highly waterproof for mountaineering).
- For moisture wicking, look at the "Accumulative One-Way Transport Index" (a higher R-value is better).
- For breathability, look at the Ret value (Thermal Resistance) and the Ret value (Evaporative Resistance). A lower Ret value means better breathability.
We help our clients read these reports. It's part of our service. Transparency here prevents misunderstandings and builds a technical partnership. (Pro tip: always ask for the test report for the exact batch you are buying, not a generic report from six months ago).
How to Source and Develop Functional Fabrics Successfully?
Sourcing performance textiles is a different game than sourcing basic wovens. It's a collaborative development process, not a catalog purchase. You're not just asking "what's the price per meter?" You're asking "how do we achieve this performance target within this cost framework?" Success hinges on clear communication, technical partnership, and staged development.
The process should follow these steps: 1) Define the Need (what problem are you solving?), 2) Set Performance Targets (with measurable test standards), 3) Develop and Sample (expect to pay for development), 4) Test and Verify, 5) Produce with Batch Control. Rushing to price before defining function is the number one cause of failure.
What questions should you ask a potential functional fabric supplier?
Go beyond price and MOQ. Ask:
- "Can you show me test reports for this function from your last three production batches?"
- "What is the expected durability of this function after 20 home washes? How do you test that?"
- "Do you have in-house R&D and lab capabilities, or do you outsource finishing?"
- "Can we develop a custom fabric? What is your development process and cost?"
- "How do you ensure consistency of the functional property batch-to-batch?"
Our agile R&D team of 20+ experts is our answer to these questions. When a US brand wanted a temperature-regulating fabric for office wear, we didn't just sell them an existing product. We co-developed a blend using our proprietary BAMSILK (bamboo) and a micro-encapsulated phase-change material, achieving a 3°C perceived cooling effect in wearer trials. The development took 8 weeks and 3 sample iterations, but the result was a patented fabric for them.
What are the common pitfalls in functional fabric development?
- Over-engineering: Adding unnecessary functions that increase cost and complexity.
- Ignoring Hand-Feel: A fabric can be highly technical but feel plasticky or stiff. The wearer experience is paramount.
- Neglecting Care Instructions: Functional finishes often require specific washing guidelines (e.g., no fabric softener). This must be part of the garment label planning.
- Choosing the Wrong Partner: A supplier without vertical control over finishing will struggle with consistency.
For brands navigating this for the first time, industry communities like Performance Days offer valuable insights into trends and sourcing strategies for functional textiles.
Conclusion
Functional fabric is the tangible evolution of clothing from a passive covering to an active tool. It’s where textile science meets human need. Understanding it—from its engineered origins to its certified performance—is no longer a niche skill; it’s essential for any brand competing in sportswear, outdoor, workwear, or modern fashion.
The opportunity is vast, but it demands a shift in mindset. You're not just selecting a material from a swatch book; you're co-developing a performance solution. This requires partnership with a supplier who possesses the technical depth, testing rigor, and production control to turn ambitious concepts into reliable, batch-after-batch reality.
Your brand’s next breakthrough product will likely be built on a functional textile. The question is, do you have the right partner to engineer it? At Shanghai Fumao Fabric, we’ve built our business on being that partner—from our R&D lab to our vertical production. Let’s discuss the function your next collection needs. Contact our Business Director, Elaine, to start a technical conversation: elaine@fumaoclothing.com.








