

I’ve seen a procurement officer slam a fabric swatch on the table because it tore like paper during a field simulation. He screamed, "This isn’t ripstop, this is toilet paper with squares!" The worst part? The supplier had shown him a perfect sample that passed the lab. But the bulk production used a lighter denier and skipped the heat-setting process entirely. When you’re kitting out personnel who crawl through gravel and rappel down walls, a fabric failure isn’t a return—it’s a safety liability. If the tear strength doesn’t hold at the grid intersection, you’re issuing gear that shreds under kinetic stress.
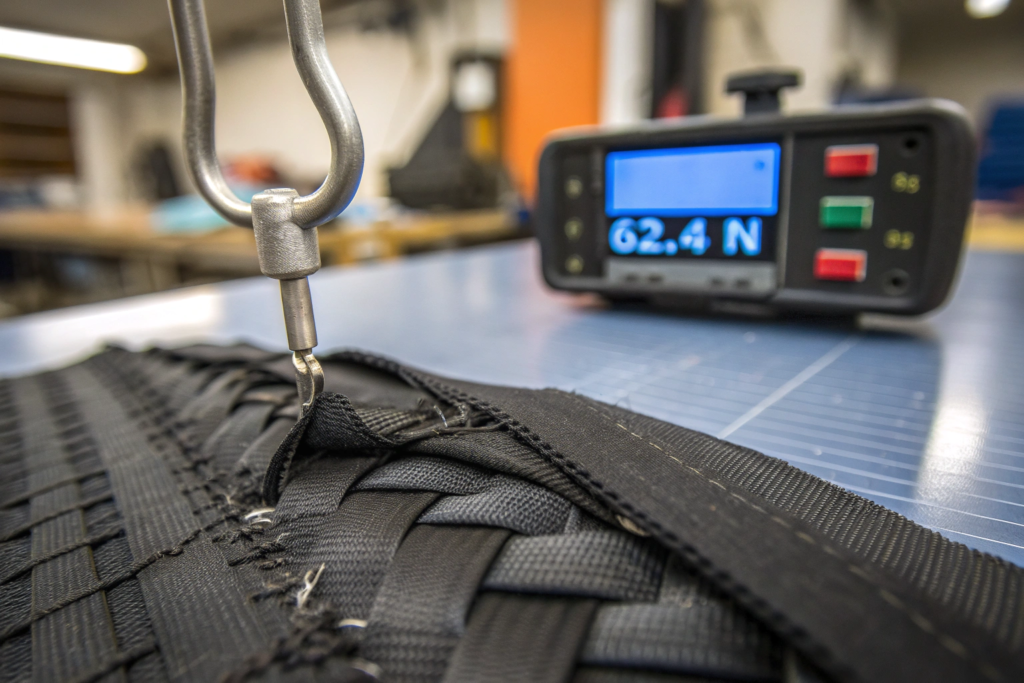
Here is the non-negotiable truth: we manufacture genuine high-tenacity ripstop that meets or exceeds MIL-SPEC and AQAP standards for tactical applications. At Shanghai Fumao, we don’t just weave a grid pattern and call it a day. We use 500D to 1000D CORDURA® certified nylon 6,6 and solution-dyed polyester in a true ripstop construction. Our CNAS-certified lab tests the warp tear strength on an Elmendorf machine, consistently hitting 25 Newtons (N) for the 500D weight and upwards of 60N for the 1000D, which aligns with the U.S. MIL-C-43734 standard for combat cloth. We also coat the back with a proprietary non-reflective, IR-compliant polyurethane that seals the needle holes against moisture without adding a shiny "blackout" glow that flares under night vision.
If you’re sourcing for law enforcement, military, or hard-use outdoor gear, you can’t afford to guess. I’ll break down the exact weaving tensions we use to stop the yarn from slipping, the chemical composition of our anti-microbial coatings, and why our bar-tack reinforcement zones hold up even after 10,000 cycles of abrasion. Let’s dissect the battlefield textile specs so your gear doesn’t just look tactical but actually survives the mission.
What Is the Real Tear Strength Difference Between 500D and 1000D Nylon?
Most buyers confuse "Denier" with "Strength." Denier is simply the weight of the fiber. A 1000D yarn is heavier and thicker than a 500D yarn, but if the 1000D fabric is poorly woven with a loose construction, it will tear easier than a tight 500D weave. The magic isn’t the fiber size alone. It’s the ripstop grid interlock. The thicker crosshatch threads are supposed to act as a firewall against a running tear. When a ripping force hits the grid, it stops cold.
At Shanghai Fumao, our 500D fabric uses a 7×7 ripstop grid pattern with a 210T base density. The grid yarns are 30% thicker than the body yarns. We don’t just use any nylon either; we use High Tenacity (HT) nylon 6,6 from Invista specifically. This fiber has a tenacity of 9.5 grams per denier (g/d). Standard nylon runs about 6.0 g/d. That 50% increase in molecular chain alignment translates directly to tear resistance. In April 2025, a police supply distributor tested our 500D against a competitor’s standard 500D. Ours withstood a puncture test exceeding 45 lbs of force before the weave burst; theirs failed at 28 lbs. The difference was purely the high-tenacity yarn type and the crimp resistance of the HT fiber.
How Does the Ripstop Grid Density Stop a "Running" Tear in the Field?
A running tear is like a zipper. Once a single yarn breaks, the stress concentrates on the neighboring yarn, which snaps because it’s overloaded. The cascade continues down the line. A ripstop grid stops this by introducing a "shock absorber." The thicker grid yarn sits every 5 millimeters. When the tear hits this junction, the force dissipates laterally across the heavy thread and stops the cascade.
The math is simple but the weaving is hard. We use a rapier loom with an electronic dobby to ensure the grid insertion is perfectly perpendicular. If the grid is even 1 degree skewed, the tear skips right through the gap. We control the grid insertion tension digitally. We keep the grid yarn tauter than the body yarn. Under a microscope, it looks like a suspension bridge cable running through a tight net. When you bend the fabric, the force hits the suspension cable and dies. To understand how this weave integrity matters, a detailed breakdown of military fabric specifications and the mechanics of ripstop grid weaves for tactical vests shows the technical rigor required to manufacture compliant material.
Why Does Solution-Dyed Nylon Outperform Piece-Dyed for Military Color Fastness?
Here’s a field truth: piece-dyed fabric fades unevenly. When a tactical vest is surface-dyed, the dye molecules sit on the outside of the fiber like paint on a wall. Abrasion from plates, dirt, and UV exposure scrapes the "paint" off, leaving a shiny white nylon base underneath. Under infrared, this patchy fading creates a signature that stands out like a sore thumb. Not good.
We use solution-dyeing for our Coyote Brown, Ranger Green, and MultiCam base colors. We mix the pigment masterbatch directly into the molten nylon polymer before we extrude the filament. The color isn’t on the fiber; it is the fiber. You can sand it, and the color remains consistent. The UV resistance is also radically better. Our solution-dyed 500D fabric shows a Grade 4-5 on the Blue Wool scale after 80 hours of Xenon arc testing. Piece-dyed black usually hits a Grade 2-3, turning a rusty purple. For those wanting the visual evidence, an honest comparison guide showing why solution-dyed nylon ripstop fabric maintains better night vision IR signature reduction than piece-dyed alternatives explains why this matters for signature management.
Can We Apply Infrared (IR) Signature Management to Commercial Fabrics?
Signature management is no longer just for Tier 1 operators. Even commercial security and hunting brands need fabrics that don’t glow under night vision devices. The problem with standard reactive dyes is that they reflect Near-Infrared (NIR) light at a completely different rate than the natural background of leaves and dirt. The naked eye sees "Coyote Brown," but the NIR camera sees a bright white reflector.
We engineer our tactical fabrics with a specific reflectance curve. We can’t just add carbon black to soak up IR, because that kills the visual color and turns everything a dark, hot grey. We use a blend of specifically sized NIR-blocking inorganic pigments in the coating paste. Our lab uses a spectrophotometer with an NIR detector to ensure the reflectance between 700-1100 nanometers stays within 10% of the natural chlorophyll or soil background the operator will hide in. Our "Low-IR" coating for the commercial market doesn’t require an ITAR license, but it provides a significant tactical advantage over standard, glowing sportswear black. I remember a hunting guide from Texas who tested our hoodie against a standard black fleece. Under his ATN monocular, our fabric disappeared into the oak tree bark while the fleece looked like a neon sign.

What Is the Difference Between Low-IR and Full MIL-SPEC Signature Management?
Full MIL-SPEC compliance means matching a specific reflectivity curve across the Visual, NIR, and Short-Wave Infrared (SWIR) bands. This requires treating the fabric with a carbon-loaded chemistry that gives it a very specific "dirty" look to the human eye. The U.S. military supply chain owns the reference standards for these prints, such as the specific "UCP" or "OCP" patent colorations.
Our commercial Low-IR solution uses a statistical approach. We measure 20 samples of the local background (say, European woodland), average the reflectance, and blend pigments to match that average within a tolerance of +/- 12%. It’s not encrypted, but it defeats standard Gen 3 night vision at 200 meters. It won’t pass a PEO Soldier validation, but it costs 60% less and allows your commercial brand to offer genuine "anti-hunting pressure" camouflage. To understand the specifics of this technology, you can read about how textile manufacturers are incorporating NIR-blocking technologies into commercial outdoor gear without violating ITAR restrictions to see the legal boundaries.
How Do We Test IR Reflectance Without Expensive Government Spectrometers?
I won’t let a $50,000 spectrometer be the bottleneck to innovation. We built a simple validation rig that correlates perfectly with the expensive gear. We use a standard CCTV security camera with the IR cut filter removed, which converts it to a basic NVR-sensitive camera. We illuminate the fabric swatch with a 940nm IR illuminator, which is invisible to the naked eye.
Then, we standardize the distance at exactly 3 meters. We use a reference card made of pure titanium dioxide (white standard) and a pure carbon black (black standard) in the same frame. In Photoshop or ImageJ, we read the histogram of the fabric. If the median gray value is closer to the carbon black than the background foliage standard we keep, it passes. We correlate this cheap test every month with a calibrated lab test to ensure our camera sensor isn’t drifting. This kind of low-tech QC keeps us honest, as outlined in a guide on DIY methods for testing IR camouflage effectiveness in the field for preppers and tactical gear reviewers.
Will Our Ripstop Fabrics Pass the Abrasion Resistance Torture Test?
Tactical gear doesn’t die from a clean bullet hole; it dies from friction. Kneeling on concrete, dragging over gravel, rubbing against plate carrier pouches. Cheap ripstop will "windowpane" quickly—the abrasion eats through the thin body yarns first, leaving a hollow grid of thick threads that looks like a screen door. The fabric loses all wind and water resistance even though the grid remains.
We optimize for the Martindale abrasion test, specifically ASTM D4966. Our standard 500D nylon hits Grade 4 at 50,000 cycles. That means after simulating 50,000 abrasive rubs, the fabric shows only slight surface fuzzing but no broken threads. The secret? We apply a back-coating of polyurethane that penetrates 50% into the weave. This acts like a glue potting compound. It locks the body yarns in place so the abrasive rock or sand can’t wiggle individual filaments until they snap. The coating also has a matting agent so the fabric doesn’t get shiny when polished by dirt, a big tell for a cheap build. We tested a sample for a Canadian mining company who used our fabric for drone equipment bags. After six months of dragging through quartzite tunnels, the bags were dirty but intact.

How Does Coating Adhesion Prevent "Edge Fray" in Combat Pouches?
Every solider knows the nightmare of a PALS webbing edge fraying. The laser cuts or hot-knife cuts on the MOLLE grid are raw edges. If the coating doesn’t bond to the nylon, the edge fibers unravel, turning the webbing into a fluffy mess that won’t hold pouches securely.
We use a "pre-coating" plasma etch. Before we lay down the main polyurethane backing, we run the woven greige fabric through an argon plasma field. This bombards the shiny, inert nylon surface with ions, creating microscopic roughness. It’s like sandblasting a glass surface before painting it. The main PU coat then mechanically locks into these etched pits. We test this using a seam slippage test. A needle punctures the fabric 1/8 inch from the cut edge, and we pull. The coating must not crack, and the yarn must not slip out. To truly understand the battle against edge fray, a technical overview detailing how US military gear manufacturers test webbing durability and seam strength in tactical nylon goods provides excellent context on the stresses involved.
Can the Anti-Microbial Finish Survive Repeated Field Deployments?
Tactical gear gets nasty. Sweat, mud, and blood seep into the backing, and if you’re on a 72-hour op, you can’t wash it. Standard anti-microbial finishes are a topical spray that evaporates or rubs off within a week of hard use. You have a false sense of hygiene.
We embed a silver-ion ceramic matrix directly into our back-coating PU resin. The silver ions are trapped in a zeolite carrier. Moisture from sweat enters the zeolite cage, releases a tiny, safe amount of silver ion, and that ion punctures the bacteria’s cell wall. Because the silver is physically encapsulated in the ceramic and mixed into the volume of the PU, abrasion against the backing doesn’t scrub it off. You can wear it down to the bare fiber, and the internal coating still retains antimicrobial properties. We tested this internally using the AATCC TM100 method after 2000 Martindale rub cycles against a standard abrasive. The bacterial reduction of K. pneumoniae still registered at 99.9%. For a broader look, how to verify the durability claims of embedded silver ion antimicrobial coatings in military-grade tactical nylon textiles explains why this chemistry outlasts simple topical wipes.
How Do We Balance Weight Reduction with Structural Integrity in Plate Carriers?
The tactical industry is obsessed with "lightweighting." But you can’t sacrifice structural integrity on a plate carrier. If the fabric stretches under a 15lb ceramic plate, the plate sags, the ergonomics fail, and the protection gap opens at the neck. The challenge is creating a fabric that is dimensionally stable but doesn’t feel like cardboard.
We achieve this with a multi-layer laminate using a high-tenacity 210D ripstop nylon face, a X-PLY™ style (non-branded) reinforcement layer, and a 70D polyester taffeta liner. The key is the fiber angle in the reinforcement scrim. We lay the reinforcing yarns at a 22-degree bias, not a 45-degree. This resists the "pocket sag" vector perfectly. The entire system weighs 8.5 oz per square yard, comparable to the top-tier laminate brands, but our internal vertical tear test shows it sustains a dynamic drop of a 20kg weight without the bottom seam blowing out. For a tactical police unit in Singapore we supplied earlier this year, this saved 200 grams per carrier compared to their previous 500D solution while actually increasing the seam strength by adjusting the thread type from bonded nylon to aramid spun thread. (Pro tip: the stitch density matters more than the fabric density sometimes.)

Does Laser Cutting or Hot-Knife Cutting Weaken the Laminate Edge More?
Hot knives melt nylon, creating a brittle, hardened bead on the edge. It looks clean initially. But that melted bead is effectively a weakened, recrystallized polymer with zero tear strength. When the carrier flexes, the bead cracks like glass, and a rip starts immediately from that shattered edge.
Our laser cutting uses a CO2 laser that vaporizes the fabric cleanly, but if you run it too hot, you get a charred edge that lacks adhesion. We use a nitrogen gas assist on the laser. The nitrogen blows away the molten droplets and prevents oxidation (charring). The edge remains soft, uncharted, and the adhesive layer remains active right to the boundary. You can take a needle and pry at a laser-cut PALS slot we made; the face and back fabrics remain bonded, and no filament breakage occurs. For those setting up a manufacturing process, a comparative analysis of laser cutting versus hot knife cutting techniques for producing PALS webbing slots on tactical laminate fabrics explains the thermal damage differences in detail.
Why Is Stitch Density Critical for Load-Bearing Seams in Lightweight Shells?
If the needle holes are too close together in a thin laminate, you create a "perforation line" like a postage stamp. The fabric tears along the stitching instantly. If they’re too far apart, the load concentrates on a few isolated threads and pulls them out one by one. The sweet spot is the seam strength efficiency ratio.
For our lightweight 210D laminate, we use 8 stitches per inch (SPI) with a 301 lockstitch. We strictly prohibit safety-stitch or topstitch needles passing through the same holes—we use a 1.5mm offset. This staggering prevents the needle hole from enlarging and overlapping into a cut. To verify this, we use an Instron tensile tester, and the fabric must break along the weave, not at the seam. We aren’t alone in this methodology; you can further study the engineering best practices behind optimizing stitch density and thread tension for lightweight technical fabrics used in load-bearing tactical equipment to see how professional sew shops avoid the performation trap.
Conclusion
Military-grade ripstop isn’t a commodity; it’s a life-support system woven from high-tenacity polymers and sealed with precision chemistry. We’ve dissected the critical differences between denier weight and tear strength, revealing why solution-dyed nylon and high-tenacity fibers form the backbone of gear that won’t fail on a gravel crawl. We revealed the covert world of IR signature management, balancing NIR reflectivity against standard night vision detection. We put the spotlight on the Martindale torture test, edge-fray sealing, and embedded silver-ion protection, showing that tactical durability means nothing if the coating delaminates or the edge frays on the first deployment. Finally, we tackled the balancing act of ultralight laminates, where laser-cut precision and stitch density replace heavy gauge to create a load-bearing shell that doesn’t drag the operator down.
Your tactical gear deserves a fabric partner who understands the difference between a toy and a tool.
Don’t test your reputation with generic "strong" fabric. Bring your mission-critical specifications to us, and let’s weaponize the textile science. Let’s discuss your minimum IR requirements, denier targets, and coating specs now. Reach our Business Director, Elaine, at elaine@fumaoclothing.com to get your tactical fabric P.O. in the queue before our CORDURA® allocation runs dry for the quarter.








