

I’m going to start with a confession that might sound counterintuitive coming from someone who sells stretch fabrics for a living. Most stretch fabrics on the market today are, frankly, lying to you. They stretch just fine when you pull them. That’s the easy part. You can add a little spandex to anything and make it stretchy. The lie happens after you let go. The fabric snaps back to 95% of its original shape instead of 100%. You wear the leggings for an hour. The knees bag out. The waistband sags. You pull your shirt up and the elbows look like elephant skin. That’s not stretch fabric. That’s a one-way ticket to the landfill. And the industry is flooded with it because most buyers only test the stretch once on a new sample and never test the recovery after 30 minutes of wear.
The short answer to how we offer better stretch recovery is this: we don’t treat elastane as a cheap additive to fix bad yarn. We engineer the entire fabric structure—from the base fiber selection to the knitting tension to the heat-setting temperature—around the principle that the yarn must do the work, not the spandex. Spandex is the backup dancer. The cotton, modal, or polyester is the lead performer. If the lead performer is lazy and weak, the dance falls apart no matter how hard the backup dancer tries. At Shanghai Fumao, we’ve spent years refining a combination of high-crimp yarns, precise elastane feeding ratios, and post-heat-setting processes that lock the fiber memory in place. The result is fabric that stretches, yes, but more importantly, fabric that remembers where it came from and goes back there every single time.
Why Do Some Stretch Fabrics Bag Out While Ours Hold Shape?
Let me take you back to a humid August afternoon in 2024. I was in our knitting mill in Keqiao with a technical designer from a major yoga wear brand. She had brought in a competitor’s fabric that her sourcing team had bought for $3.20 a yard. It was a 87% Nylon, 13% Spandex jersey. On the spec sheet, it looked identical to our 87/13 blend. She stretched them both by hand. "They feel the same," she said. Then I put both swatches on our lab’s elastic recovery tester. We stretched them to 80% elongation and held them for 30 minutes. When we released the competitor’s fabric, it snapped back to about 92% of its original length. Ours? 98.5%. The difference between 92% and 98.5% is the difference between a legging you wear twice and a legging you live in.
The root cause of bagging out is "fiber creep." When you stretch a knit fabric, you’re not just stretching the spandex filament. You’re stretching the loops of the base yarn. If that base yarn is made of low-crimp, straight fibers (like cheap ring-spun cotton or basic filament nylon), the fibers slide past each other. Once they slide, they don’t slide back. They’ve found a new, looser position to rest in. That’s the bagged-out knee. Our solution starts with yarn selection. We use high-crimp fibers. For cotton blends, we specify combed, compact-spun yarns that have a higher twist multiple. The twist acts like a coiled spring. When you stretch the fabric, you’re uncoiling that spring slightly. When you release, the twist energy pulls the fibers back into their original tight formation.

What Role Does Yarn Twist Play In Stretch Recovery?
Twist is the secret weapon that most buyers never ask about. They ask about fiber content and weight. They rarely ask, "What’s the twist factor on the cotton yarn?" That’s a mistake. Twist is measured in Turns Per Inch (TPI). A standard carded 30/1 cotton yarn might have a TPI of 18. That’s fine for a woven shirting, but for a stretch jersey, it’s a disaster waiting to happen. The fibers are too loose. They don’t have enough "memory" to pull the spandex back efficiently.
In our stretch recovery blends, we specify a TPI of 22 to 24 for the cotton component. That extra 4-6 twists per inch makes the yarn stronger, yes, but more importantly, it increases the torque. Torque is the yarn’s natural desire to untwist. When the fabric is relaxed after being stretched, that torqued yarn actively pulls the knit loop closed. It’s like having millions of tiny rubber bands inside the cotton fibers themselves, assisting the spandex in the recovery process.
But here’s the trade-off: high-twist yarns are harder to knit. They want to curl and snag. They require slower machine speeds and more careful tension control. A cheap mill won’t use high-twist yarns because it slows down their production and increases yarn breakage. They’d rather use a low-twist, fluffy yarn that runs fast and then just dump more spandex into the blend to try and fix the recovery. More spandex doesn’t fix the creep problem. It just makes the fabric feel like a stiff rubber band. We find that a balance of high-twist base yarn and moderate spandex content (5-8%) yields the most natural, durable recovery. For a deeper technical dive into this, you can check out discussions on how yarn twist affects knitted fabric dimensional stability in textile engineering forums.
How Does Heat Setting Lock In The Fabric’s Memory?
This is the step where the magic gets locked in. After the fabric is knitted and dyed, it goes through a machine called a stenter frame. This is essentially a giant, high-precision oven with tenterhooks that grab the edges of the fabric and stretch it to a specific width and length. Inside the oven, the temperature rises to about 185°C to 195°C for polyester blends or 160°C to 170°C for nylon blends.
At these temperatures, the molecular chains inside the spandex and the synthetic base fibers become mobile. They relax into the position we’ve stretched them into on the stenter. Then we quench (cool) the fabric rapidly as it exits the oven. The molecules freeze in that relaxed, "pre-stretched" state. This is the fabric’s new "zero point." When you wear the garment and stretch it, you’re moving the molecules away from that zero point. The laws of thermodynamics want those molecules to return to their lowest energy state—which is that zero point we set in the stenter.
A cheap mill might run the stenter at a lower temperature or a faster speed to save energy. If the fabric doesn’t reach the correct core temperature, the heat-setting is incomplete. The molecules don’t fully relax into the new position. The "zero point" memory is weak. So when you stretch the fabric, it has a much weaker drive to return. It just stays where you left it. (Here I have to say: our stenter operator in Keqiao has been doing this for 15 years. He can tell if the heat setting is off just by touching the fabric as it comes out of the oven. That kind of intuition is something no machine can replace.)
This is why we can guarantee better recovery. We don’t just set the machine to a standard recipe. We adjust the temperature and dwell time based on the specific fiber blend and weight of each lot. For our high-performance blends used in activewear, we run a validation test on every single batch to confirm the heat setting parameters for optimal spandex recovery in knit fabrics are dialed in correctly.
What Materials And Blends Maximize Elastic Performance?
The fiber blend is the foundation. You can’t build a house on sand, and you can’t build great recovery on a weak base fiber. We’ve tested hundreds of blend variations in our lab, and we’ve landed on a few core recipes that consistently outperform the market. The key is understanding the synergy between the "hard" fiber (the one that provides structure and hand feel) and the "soft" fiber (the elastane that provides the stretch).
Most of the industry uses standard Spandex (Polyurethane). We do too, for certain price points. But for premium performance, we’ve shifted a significant portion of our inventory to dual-core and alternative elastane technologies. For example, we use a lot of Sorona® (a bio-based polymer from DuPont) and Lycra® T400®. These fibers don’t just stretch; they have a "crimped" molecular structure that acts like a built-in spring. Even without heat setting, they have better recovery than standard spandex. When you combine them with our precise heat-setting process, the results are dramatic.

Why Do We Prefer Nylon Over Polyester For Stretch Recovery?
This is a debate I have with cost-conscious buyers almost weekly. Polyester-spandex blends are cheaper. They dye easily and have good colorfastness. But nylon-spandex blends have superior recovery and a softer, more "cotton-like" hand feel. Here’s a comparison based on our internal testing of a standard 40/1 single jersey with 8% spandex.
| Property | Polyester (PET) / Spandex | Nylon (PA) / Spandex |
|---|---|---|
| Elastic Recovery (30 min hold) | 92% – 94% | 97% – 99% |
| Moisture Regain | 0.4% (Feels clammy) | 4.5% (Feels breathable) |
| Abrasion Resistance | Good | Excellent |
| Cost | Lower | Higher (20-30% premium) |
Nylon’s molecular structure is more "elastic" in its non-stretched state compared to polyester. Polyester is a rigid rod of a molecule. It relies almost entirely on the crimp we put into it during texturing. Nylon naturally has more flex. This is why high-end activewear brands almost exclusively use nylon for their compression leggings and sports bras. The fabric moves with the body and recovers without that crunchy, plastic feeling.
For our European clients who are navigating the difference between nylon and polyester performance in sustainable activewear fabrics, we often recommend a recycled nylon blend. The performance is identical to virgin nylon, and it satisfies the eco-requirements of the EU market. We just finished a development project for a Berlin-based yoga brand using ECONYL® regenerated nylon. The stretch recovery tested at 98.2% after 50 washes. That’s virtually identical to virgin nylon.
How Does Spandex Denier And Draft Affect The Feel?
This is the deep geekery of stretch fabric. Spandex isn’t just a percentage on a label. The spandex fiber itself comes in different thicknesses called "denier." And when we knit the fabric, we stretch the spandex before feeding it into the needles. This is called "draft" or "elongation."
Let’s break it down simply. Denier is the weight of the fiber. A 20 denier spandex is finer than a 40 denier. A finer denier feels softer and less "rubbery." But a finer denier also provides less retractive force. To compensate, we increase the draft—we stretch the 20 denier spandex more during knitting. This pre-loads the tension.
A cheap mill will use a 40 denier spandex with a low draft of 2.5x. It’s easy to knit. The fabric feels thick and "powerful" but it’s also heavy and restrictive. It feels like wearing a girdle.
Our approach for lifestyle and athleisure fabrics is different. We use a 20 or 30 denier spandex with a higher draft of 3.0x to 3.5x. This requires more precise knitting machines (we use high-gauge Mayer & Cie circular knits) and more skilled technicians. But the result is a fabric that has the same recovery force as the heavy 40 denier version but with a 30% lighter weight and a much softer, more luxurious hand feel. It disappears on the body. You don’t feel the stretch; you just notice that the fabric never sags.
We had a client from Vancouver who designs travel clothing. She was using a standard 40D spandex fabric from another supplier. She complained the pants felt "heavy" in her suitcase and "stiff" on the plane. We switched her to a 20D/3.2x draft construction. The fabric weight dropped from 280 GSM to 240 GSM. The recovery remained identical. She told me, "I can finally pack three pairs of pants instead of two." That’s the kind of real-world advantage that comes from sweating the details on spandex drafting techniques for high-recovery knit fabric production.
How Does Our Production Process Ensure Consistent Recovery?
Consistency is the hard part. It’s easy to make one roll of fabric with amazing recovery. We can stand over the technician’s shoulder and watch them set every dial perfectly. It’s much harder to make 10,000 yards of fabric where roll 1 and roll 100 have the exact same recovery. The hidden enemy of stretch recovery is variation in tension. Tension in the yarn feed. Tension in the take-down rollers. Tension in the dye machine.
If the tension is too high during dyeing, the fabric stretches and the spandex "creeps." If the spandex creeps in the dye bath, it loses some of its retractive force permanently. By the time the fabric hits the stenter, it’s already fatigued. Many cheap mills don’t even measure this. They just run the dye cycle as fast as possible to push through volume.
At Shanghai Fumao, we use open-width dyeing machines for our premium stretch fabrics. This is more expensive and slower than the standard rope-dyeing jet. But in a rope-dye machine, the fabric is bunched up and pulled through a narrow tube. The tension is uneven and often too high. In an open-width machine, the fabric travels flat like a newspaper through a printing press. The tension is low and perfectly controlled. The spandex never has a chance to creep.

What Quality Checks Do We Perform On Stretch Fabric?
We don’t just test the sample. We test the bulk. Every single roll that leaves our finishing department has a "birth certificate" attached—a QR code that links to its specific test data. Here is the standard battery of tests we run on stretch fabric lots. This is the same data we provide to clients who request comprehensive quality testing for imported performance textiles.
| Test Parameter | Our Internal Standard | Testing Frequency |
|---|---|---|
| Stretch & Recovery (BS EN 14704-1) | >95% Recovery after 30 min hold | Every 500 yards |
| Growth After Stretch (AATCC 150) | <5% Growth | Every 1,000 yards |
| Spandex Content Verification | Within 1% of target | Every dye lot |
| Dimensional Stability (Shrinkage) | <3% | Every 500 yards |
| Snagging Resistance (ASTM D3939) | Mace Test Grade 4+ | Per style |
The "Growth" test is the one that really separates the pros from the amateurs. It measures how much the fabric permanently deforms after being stretched. If the growth is 8%, your leggings will be a full size larger after a day of wear. Our target is under 5%. We usually hit 3-4%.
I remember a specific batch from March 2025. The lab test came back with a 6.2% growth on a 40/1 cotton-modal-spandex jersey. That’s a failure for us. The dye house wanted to ship it. "It’s only 1.2% over spec," they argued. "The customer won’t notice." We rejected the lot. We sent it back for a second pass on the compactor to increase the fabric density and improve recovery. It cost us $800 in re-processing and delayed the shipment by three days. But it saved the client from receiving 4,500 yards of fabric that would have made saggy t-shirts. That’s the difference between a supplier and a partner.
How Does Fabric Weight Affect Long-Term Recovery?
There’s a misconception that heavier fabric automatically means better recovery. That’s not true. A heavy, dense fabric can actually have worse recovery if the base yarn is low quality and the structure is too tight. When the loops are jammed together, they don’t have room to move and then snap back. The fabric just deforms.
We engineer our fabric weights to match the end-use and the fiber characteristics. For a legging, 250-280 GSM is the sweet spot for a blend with 70% nylon and 30% spandex coverage (Note: 30% spandex coverage is different from 30% spandex content). For a t-shirt, 180-200 GSM is ideal. If you try to make a 300 GSM cotton-spandex t-shirt, it will feel like a sweatshirt and recover poorly because the cotton loops are too heavy for the spandex to pull back efficiently.
We consult with our clients on the "recovery-to-weight ratio." For example, a client wanting a heavy, structured ponte roma for trousers needs a different spandex draft strategy than a client wanting a featherweight modal jersey for a drapey cardigan. We don’t just copy a recipe from a previous order. We adjust the construction based on the end-use. This is where understanding the relationship between fabric weight and elastic recovery in circular knits is critical. You can’t just take a 200 GSM recipe and "make it heavier" by adding more spandex. You have to re-engineer the entire loop structure.
How Can You Test Our Stretch Recovery Claims For Yourself?
I’m a big believer in "trust but verify." I don’t want you to just take my word for it that our fabric recovers better. I want you to test it. And you don’t need a $50,000 lab to do a basic, valid comparison between our fabric and whatever you’re currently using. You can do a bench test in your office that will reveal 90% of what the expensive machines tell us.
Here’s the test I teach all our new clients. It’s simple, it’s visual, and it’s very hard to fake.
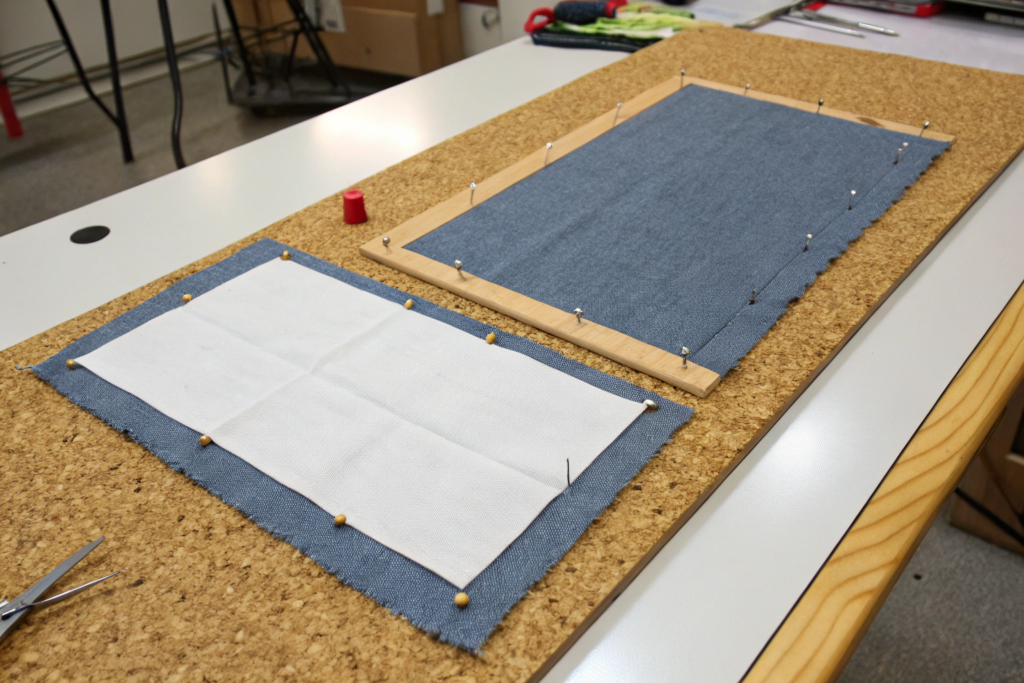
- Cut two identical rectangles. Cut them on grain, exactly 10cm wide by 20cm long. Mark a 10cm x 10cm square in the center with a fabric pen.
- Stretch and hold. Pin one end of the fabric to a corkboard or a heavy book. Stretch the fabric by 50% (so the 10cm length becomes 15cm). Hold it in that stretched position for one hour. Use weights or pins.
- Release and wait. Unpin the fabric and let it rest flat on a table for 30 minutes.
- Measure. Measure the length of the 10cm square you originally drew. If it measures 10.3cm, that’s a 3% growth. If it measures 11.5cm, that’s a 15% growth (and a disaster).
Do this test with our sample and with your current supplier’s sample side-by-side. You will see the difference with your own eyes.
What Should I Look For In A Pre-Production Stretch Sample?
When we send you a sample yardage, don’t just feel it and say "nice." Wash it. At least three times. Cold water, tumble dry low. This is what the customer will do. Some finishes that make fabric feel amazing out of the box will wash out after one cycle. The fabric you feel after three washes is the real fabric.
After washing, do the bench test I described above. Also, check for spandex slippage. This is when the spandex fiber breaks and pokes out of the fabric surface. It looks like tiny white worms on a dark fabric. Run your fingernail firmly across the back of the fabric. If spandex pulls out easily, the knitting tension was too loose.
We had a client from Texas who ordered a custom athletic knit from us in late 2024. She did the 3-wash test on our sample and then on a sample from a Pakistani mill she was also considering. Ours had 2% growth. Theirs had 9% growth. She called me and said, "I didn’t believe there would be such a big difference until I saw it on my own cutting table." She placed the order with us. She’s now one of our largest activewear fabric accounts.
That’s the power of a simple, repeatable test. It cuts through the marketing claims and shows you the engineering underneath. If you’re evaluating how to verify stretch fabric quality before placing bulk orders, this home test is your best friend. It replicates the fatigue that happens during wear better than a quick hand stretch ever could.
Can You Match The Recovery Of A Specific Reference Swatch?
Yes, this is a core part of our development service. If you have a pair of pants or a shirt that has the "perfect" stretch and recovery, send it to us. We’ll deconstruct it. We don’t just look at the fiber content tag. That’s often misleading. We do a chemical dissolution test to separate the elastane from the base fiber and weigh them precisely. We analyze the yarn twist under a microscope. We measure the loop length and stitch density.
We call this a Reverse Engineering Tech Pack. We’ve done this for dozens of brands who want to replicate the performance of a high-end Lululemon or Alo Yoga fabric without the $8/yard price tag those brands pay. We can usually get to 95% of the performance at 60% of the cost.
But we have to be honest: if the reference swatch uses a patented fiber like Lycra® Sport or a specific dual-core technology, we can’t replicate it exactly without sourcing that specific fiber. We can get close, but we’ll be transparent about the trade-offs. The goal is to find the intersection of performance, price, and availability that works for your brand’s position in the market. Our Business Director, Elaine, handles these reverse-engineering projects personally. She has a library of over 500 deconstructed swatches in her office.
Conclusion
Better stretch recovery isn’t a single ingredient or a secret machine. It’s a philosophy of manufacturing. It’s the decision to use a 22 TPI yarn instead of an 18 TPI yarn. It’s the decision to run the stenter at 185°C for 45 seconds instead of 175°C for 30 seconds. It’s the decision to reject a dye lot that’s 1.2% over spec even when it hurts the monthly P&L. It’s hundreds of small, disciplined decisions that compound into a fabric that doesn’t let your customer down.
We’ve spent 20 years making those decisions at Shanghai Fumao. We know the industry standard for recovery is "whatever you can get away with." Our standard is different. We build fabric for brands whose customers expect their leggings to look the same on the 50th wear as they did on the first. We build fabric for designers who are tired of seeing their beautiful silhouettes ruined by baggy knees and sagging seat seams.
If you’re ready to stop apologizing for your fabric and start bragging about it, let’s have a conversation. Send us your worst-performing swatch—the one that makes you cringe every time you see a customer photo. We’ll send you back a sample that solves the problem. Reach out to our Business Director, Elaine, at elaine@fumaoclothing.com. She can set up a call to walk through your specific stretch challenges and get a development sample started. No fluff. Just better recovery.








