

Staring at your computer screen, you receive the first lab dip from your new supplier. The color looks… off. Is it your monitor calibration, the room lighting, or is the dye formula truly wrong? This moment of remote uncertainty is where countless apparel projects start to unravel. Relying on DHL envelopes and photo reviews for color and print approvals feels like navigating a minefield blindfolded. One misinterpretation can lead to bulk fabric in a color that doesn’t match your brand’s Pantone book, costing thousands in remakes, delays, and lost sales.
So, how can you effectively work with a supplier on lab dips and strike-offs remotely? The answer is to replace vague, subjective communication with a standardized, digital, and data-driven workflow. Success hinges on four pillars: establishing a single source of truth for color standards, leveraging digital tools for precise evaluation, implementing a structured feedback protocol, and choosing a supplier with a professional, transparent sampling process. It’s about building a shared language for color and print between you and your factory, despite the physical distance.
Remote development doesn’t have to mean compromised quality. In fact, with the right systems, it can be faster and more accurate than the old way of mailing swatches back and forth. The key is moving from "this looks a bit dark" to actionable, technical instructions. Let’s build a fail-safe remote approval process.
How to Set Up a Fail-Proof Digital Color Standard?
Before you request a single lab dip, you must align with your supplier on exactly what color you are targeting. "Navy blue" is a recipe for disaster. The foundation of any remote color workflow is a precise, unambiguous, and mutually accessible color standard. This standard becomes the contractual reference point for all subsequent work, eliminating arguments about perception.
The goal is to remove all subjectivity. You are not approving what you think the color should be; you are approving how closely the supplier’s sample matches the agreed-upon numerical data of your standard. This requires investment in the right tools and discipline in their use from day one.
What Physical and Digital Standards Are Non-Negotiable?
You need both a physical and a digital standard to cross-verify.
- The Physical ‘Master’: This is a physical Pantone Cotton or Textile chip, a dyed fabric swatch from a previous season, or a printed color card from your supplier that you have approved. Do not use paper Pantone guides for fabric. Paper and fabric absorb dyes differently, leading to major discrepancies. Once selected, this physical master must be stored away from light and handled minimally.
- The Digital ‘Truth’: This is the spectrophotometer data of your physical master. A spectrophotometer reads the color’s precise spectral reflectance data, generating values in CIE Lab or Lab format (L=Lightness, a=red/green, b=yellow/blue). The most critical derived metric is Delta E (ΔE or DE), which quantifies the total color difference between two samples.
A German athleisure brand learned this the hard way. They sent a printed paper Pantone for "Electric Blue" to a factory. The lab dips looked great on screen but arrived in bulk with a garish purple cast. The factory had matched the ink-on-paper, not a fabric dye. We now advise all clients to invest in a Pantone Cotton TCX guide and have their key colors measured to create a digital color library. This is the first step in building a professional digital color management system.
How to Communicate Your Standard to the Supplier?
Your initial communication must be a comprehensive "Color Brief":
- Attach high-resolution, color-accurate photos of your physical standard under neutral lighting (next to a grey card if possible).
- *Provide the digital Lab values and Delta E tolerance. A common industrial tolerance is ΔE ≤ 1.0 for a very close match (barely perceptible), and ΔE ≤ 2.0** for an acceptable commercial match. Specify which you need.
- State the fabric composition the color must be achieved on (e.g., "100% organic cotton jersey"). Color looks different on polyester vs. cotton.
- Specify the light source for evaluation (e.g., "Primary evaluation under D65 Daylight"). This ensures you and the supplier are "seeing" the color under the same conditions.
In our portal at Shanghai Fumao, clients upload their standard’s photo and Lab* data. This automatically creates a project file with the tolerance pre-set. Our lab technicians then use this data as the absolute target for their dye recipe formulation. This eliminates the first major source of error.
What is the Step-by-Step Remote Lab Dip Process?
With standards locked in, the actual sampling cycle begins. A lab dip is the supplier’s first attempt to match your color on the actual yarn or fabric that will be used in production. Each round in this cycle costs time and money. A structured, professional remote process minimizes the rounds needed to get to a "yes," often achieving approval in 1-2 cycles instead of the typical 3-5.
Think of it as a scientific experiment with clear hypotheses (dye recipes), controlled variables (fabric, water quality), and measurable results (ΔE). Your role is to be the clear, consistent evaluator providing actionable data back to the lab.

What Should You Expect in the First Lab Dip Submission?
A professional supplier will send you a physical lab dip swatch (minimum 10cm x 15cm) and a digital package. The digital package is crucial for remote work and should include:
- High-resolution photos of the lab dip under at least two light sources (D65 daylight and TL84 fluorescent/store lighting), shot next to your physical standard.
- *The measured Lab and ΔE data** of the submitted lab dip compared to your standard.
- A lab dip report sheet often detailing the dye recipe used (dye stuff percentages, pH, temperature).
Do not approve based on photos alone. Photos can be misleading. Use them for an initial visual check, but the ΔE number is your primary approval criteria. If the ΔE is within tolerance (e.g., under 2.0), the color is a technical match, even if it looks slightly different on your uncalibrated laptop screen.
In 2023, a New York-based sustainable brand was ready to reject a lab dip for a sage green because it looked "too yellow" on their phone. We urged them to wait for the physical swatch. When measured with their own inexpensive spectrophotometer, the ΔE was 0.8—an excellent match. The phone’s screen was oversaturated. This is why investing in a basic desktop spectrophotometer for remote color work is a game-changer for serious brands.
How to Give Actionable, Technical Feedback?
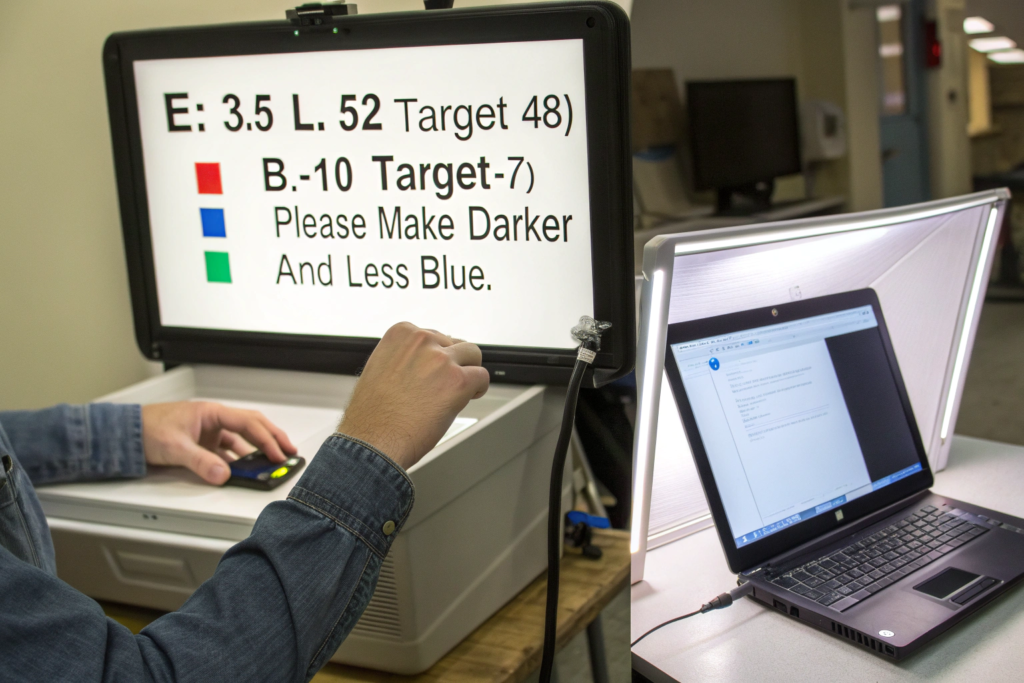
Vague feedback like "darker" or "more vibrant" is useless. Your feedback must guide the chemist to adjust the recipe. Use the Lab* data:
- If ΔE is high and the ‘L’ value is higher than the standard, the lab dip is lighter. Say: "Please reduce the L value. Target L: [value]."
- If the ‘a’ value is off, it’s a red/green imbalance. "Lab dip is too green. Please increase the a value (move towards red)."
- If the ‘b’ value is off, it’s a yellow/blue imbalance. "Lab dip is too blue. Please increase the b value (move towards yellow)."
Example: "Round 1 lab dip received. ΔE is 3.5, outside our ≤2.0 tolerance. Data shows L value is 52 (target 48) and b value is -10 (target -7). Please adjust recipe to make the dip darker (reduce L) and less blue (increase b)." This tells the chemist exactly which knobs to turn. For complex corrections, referring to a guide on interpreting CIE Lab values for textile color correction is invaluable.
How to Manage Remote Strike-Offs for Prints and Patterns?
While lab dips are about color chemistry, strike-offs are about print execution. A strike-off is a sample of your print design produced using the intended print method (e.g., rotary screen, digital, sublimation) on the actual production fabric. The risks here are even greater: color accuracy, pattern scale, registration, hand feel, and wash fastness all come into play. Remote management requires evaluating both aesthetic and technical elements.
The process demands careful attention to detail. A blurry edge, a misaligned color layer, or a stiff hand feel from too much binder can ruin a beautiful design. Your feedback must cover both the "eye" and the "hand" of the fabric.
What Are the Critical Checkpoints for a Print Strike-Off?
When you receive the physical strike-off, conduct a structured review:
- Color Match: Are the individual colors within tolerance? Use the same ΔE method. Check for metamerism—does the print look correct under daylight but shift under store lighting?
- Pattern & Registration: Is the scale 100% correct? Measure a repeat. Are the screens perfectly aligned? Check for blurring or ghosting at edges.
- Hand Feel & Drape: Does the print finish make the fabric too stiff, crackly, or heavy? This is a common flaw with pigment prints.
- Wash & Rub Fastness: Request a crocking test (rub the print with a white cloth) and ask for predictions on wash fastness. For activewear, a sweat and chlorine fastness test is critical.
A UK-based swimwear brand received a beautiful digital print strike-off. Visually, it was perfect. However, when we performed a standard chlorine resistance test for printed swimwear fabric in our lab, the colors bleeded significantly after 10 hours of exposure. The strike-off had used a cheaper dye set. We had to go back and specify a reactive dyeing process for nylon, which added cost but saved the brand from catastrophic customer returns.
How to Approve Patterns Without Seeing the Full Roll?
A major fear with remote print approval is that the strike-off is perfect, but the full production run has flaws like consistent banding or color variation. To mitigate this:
- Request a ‘Production Simulation’ Strike-Off: Ask the printer to run a longer sample (3-5 meters) on the production machine to catch issues like start-up inconsistencies.
- Define Acceptable Tolerance in Your Tech Pack: Specify allowed variance in color shade and pattern alignment from strike-off to bulk.
- Implement In-Production QC Holds: Contractually agree that the factory must send you photos/video of the first 50 meters of printed fabric off the machine for a go/no-go approval before they continue the full roll. This is a standard practice we facilitate for our clients at Shanghai Fumao.
For a large-scale floral print for a French lingerie brand, we arranged a live video call while the first meters were coming off the rotary printer. The brand’s designer could see the alignment and color in real-time and give immediate approval. This hybrid approach—combining physical strike-offs with virtual production monitoring—offers the highest level of remote confidence.
How to Leverage Technology and Build a Strong Workflow?
Ultimately, consistent remote success depends on the tools you use and the processes you institutionalize. Scattered email threads, low-res phone photos, and forgotten feedback loops are the enemies of efficiency. The modern solution is a combination of dedicated software platforms and disciplined internal habits.
Adopting these technologies is an upfront investment that pays for itself by slashing development time, reducing physical sampling rounds, and preventing bulk errors. It professionalizes your brand in the eyes of your suppliers.

What Software and Tools Are Essential?
- Product Lifecycle Management (PLM) Software: Platforms like Centric, Backbone, or even Asana/Trello (for smaller brands) create a single, shared timeline and document hub for all lab dips, strike-offs, and feedback.
- Digital Color Management Platforms: Tools like Datacolor’s TOOLS or X-Rite’s Color iQC allow you to share digital color standards, visualize ΔE, and store color history.
- A Desktop Spectrophotometer: An entry-level model like the Datacolor SpyderX or X-Rite i1Studio is essential for measuring physical swatches you receive.
- A Standardized Light Booth (Optional but Recommended): A small desktop booth with D65 and TL84 bulbs ensures you view physical samples under consistent light.
We integrated a cloud-based PLT system for a Canadian outerwear brand. All lab dip data, photos, and approvals are now logged in the system. The brand’s development director noted it cut their average color approval time from 21 days to 9 days, simply by eliminating email chaos and auto-reminding stakeholders for feedback. Exploring implementing a PLM system for small apparel brands can yield significant ROI.
How to Structure a Clear Contractual Agreement?
Your supplier agreement should formalize the remote development process:
- Define Sample Costs and Rounds: Specify the number of complimentary lab dip/strike-off rounds (typically 2-3). Clarify costs for additional rounds.
- Set Approval Timelines: "Client agrees to provide feedback on submitted samples within 48 business hours of receipt."
- Specify Approval Criteria: "Bulk production will match the approved lab dip/strike-off within a ΔE tolerance of ≤2.0 under D65 illumination."
- Outline Liability: "Supplier is responsible for bulk color/print matching to the approved sample. Non-conforming bulk material will be replaced at supplier’s cost."
This clarity sets professional expectations from the start and protects both parties. It transforms the subjective art of color approval into an objective, manageable business process.
Conclusion
Working remotely on lab dips and strike-offs is not a barrier to quality; it is a modern discipline that, when executed with precision, can accelerate your development cycle and enhance accuracy. The journey from uncertainty to confidence is paved with digital standards, spectrophotometric data, structured feedback, and the right technological infrastructure. By replacing subjective opinions with objective metrics like Delta E, you build a common, unambiguous language with your supplier.
The most successful remote partnerships are those where both brand and supplier are committed to a transparent, data-driven workflow. This requires investment in tools and processes, but the payoff is immense: faster time-to-market, reduced sampling waste, and the absolute certainty that the beautiful color or print you developed will be the one that arrives in your bulk production.
If you are ready to transform your remote fabric development from a guessing game into a streamlined, reliable process, partnering with a supplier equipped for the digital age is crucial. At Shanghai Fumao, our CNAS-certified lab, digital color management systems, and integrated online platform are designed to provide this clarity and confidence every step of the way. Let’s discuss how we can set up a flawless remote development workflow for your next collection. Contact our Business Director, Elaine, at elaine@fumaoclothing.com to start a precise and productive partnership.








