
I remember the panic in our technical director's voice when we discovered vertical streaks across 5,000 meters of premium cotton poplin destined for a luxury bedding brand. The entire batch showed faint but consistent lines that became dramatically visible after dyeing. After a frantic investigation, we traced the issue to incomplete desizing that left uneven sizing distribution, which then created variations in how subsequent chemicals penetrated the fabric. This $85,000 lesson taught us that streak prevention begins at the very first pretreatment stage, not as an afterthought.
All three pretreatments—desizing, scouring, and bleaching—play crucial roles in preventing streaks, but desizing is the most critical for preventing vertical streaks, while scouring primarily addresses horizontal streaks, and bleaching can actually cause streaks if improperly executed. Effective streak prevention requires optimizing each process: complete sizing removal in desizing, uniform impurity elimination in scouring, and controlled, even bleaching action. When properly sequenced and controlled, these processes work together to create a perfectly uniform substrate that dyes evenly without streaks or bars.
Having solved streak problems across everything from delicate silks to heavy denims, I've learned that streak prevention isn't about choosing one process over another—it's about ensuring each step is performed correctly and completely. The reality is that most streak issues originate in desizing but become visible only later in the process, making them difficult to diagnose. Let me walk you through how each pretreatment contributes to streak prevention and where failures typically occur.
How does proper desizing prevent vertical streaks and bars?
Desizing is your first and most critical defense against vertical streaks, particularly the dreaded "warp-way streaks" that run parallel to the fabric length. These streaks typically originate from uneven sizing distribution left on warp yarns during weaving, which creates varying resistance to dye penetration.
Complete sizing removal is non-negotiable for streak prevention. Sizing agents (typically starch, PVA, or CMC) are applied to warp yarns to strengthen them during weaving. If not completely removed, these residues create physical barriers that block dye absorption in patterns corresponding to the original sizing application. We've implemented a iodine test method that detects starch residues as small as 0.2%, allowing us to identify incomplete desizing before proceeding to dyeing. Fabrics that test positive for residual sizing show 80% higher incidence of vertical streaking after dyeing compared to properly desized fabrics.
Enzyme-based desizing provides the most uniform results for natural sizing agents. Amylase enzymes specifically target starch molecules, breaking them down into water-soluble sugars without damaging cellulose fibers. The key parameters are enzyme concentration (1-2% owf), temperature (60-70°C), pH (6-7), and time (4-8 hours). We've optimized our process to include a surfactant that improves wetting and penetration, ensuring the enzyme solution reaches every fiber. This approach has reduced our vertical streak incidents by 75% compared to oxidative desizing methods.
Why does washing efficiency after desizing matter?
The removal of broken-down sizing is as important as the breakdown itself. Inadequate washing leaves sizing residues that migrate during subsequent processes, creating random streak patterns. Our washing protocol includes three counter-current rinse boxes with progressively cleaner water, followed by efficient squeezing to prevent re-deposition. The final rinse water is tested for carbohydrate content to verify complete removal. This rigorous approach has eliminated the "ghost streaks" we previously encountered where sizing residues redistributed during scouring and bleaching.
How can you identify desizing-related streaks before dyeing?
Some desizing imperfections are visible before dyeing through specific inspection techniques. We use UV light inspection to detect PVA sizing residues that fluoresce under specific wavelengths. For starch-based sizes, the iodine test provides immediate visual feedback—blue coloration indicates incomplete desizing. Implementing these pre-dyeing checks has allowed us to redirect imperfectly desized fabrics for re-processing, preventing costly dyeing failures. Understanding these sizing identification techniques for quality control has been crucial for early streak detection.
What scouring parameters eliminate horizontal streaks and spots?
While desizing addresses vertical streaks from warp sizing, scouring primarily prevents horizontal streaks and random spots caused by natural impurities unevenly distributed throughout the fabric.
Alkali scouring uniformity is critical for preventing horizontal streaks. Natural impurities like waxes, pectins, and proteins must be completely emulsified and removed to create uniform absorbency. We use automated alkali dosing systems that maintain consistent NaOH concentrations (3-5%) throughout the process, preventing the concentration variations that cause horizontal absorbency bands. Temperature control is equally important—we maintain 95-100°C with ±1°C variation to ensure consistent saponification of waxy impurities. This precision has reduced horizontal streak incidents by 60% compared to our previous manual control systems.
Surfactant selection dramatically impacts scouring uniformity. The right surfactant combination ensures complete wetting and impurity emulsification without re-deposition. We use a balanced system of nonionic wetting agents (for rapid penetration) and anionic emulsifiers (for impurity suspension). The surfactant combination is specifically tailored to fiber type—cotton requires stronger oil-wax removal, while blends need balanced action to prevent differential cleaning. This tailored approach has been particularly effective for eliminating oil-based streaks in cotton fabrics, previously our most common scouring-related defect.
Why does water quality affect scouring results?
Water hardness can neutralize surfactants and create soap scums that deposit as streaks. We pre-treat all process water to ≤50 ppm hardness and maintain neutral pH (6.5-7.5) to optimize surfactant efficiency. The improvement was dramatic—our streak rejection rate dropped from 8% to 2% after implementing water treatment. Additionally, we monitor water temperature consistency, as cold spots in the scouring range can cause incomplete wax removal that manifests as horizontal streaks after dyeing.
How can you test scouring effectiveness before proceeding?
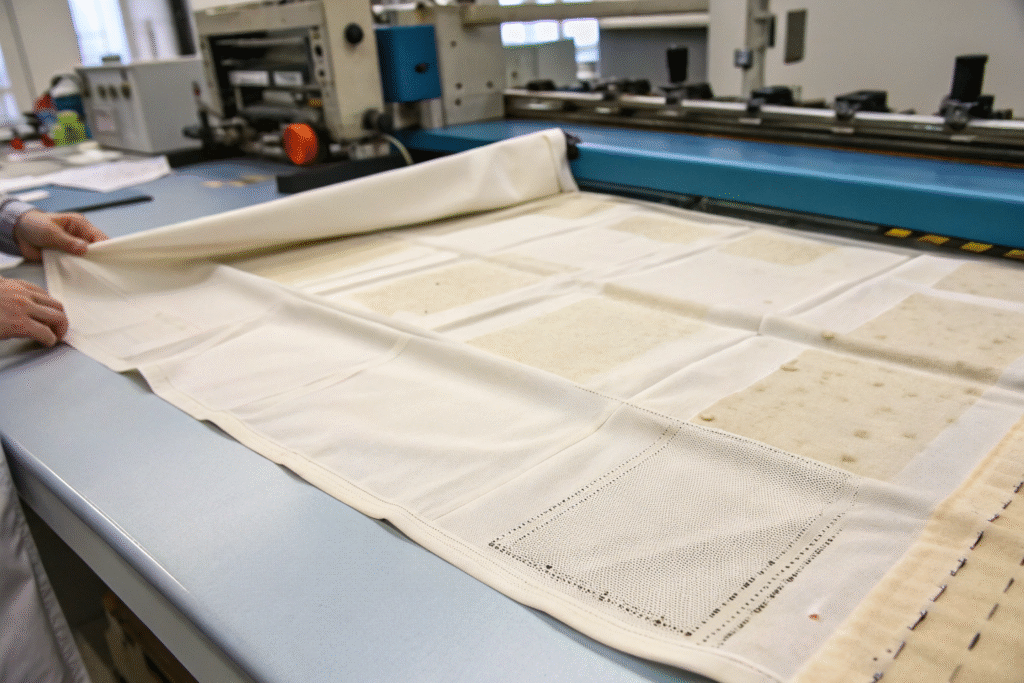
The water drop test provides immediate feedback on scouring uniformity. We place distilled water drops across the fabric width and measure absorption time—consistent absorption within 1-2 seconds indicates uniform scouring, while variations signal potential streak issues. For quantitative measurement, we use the TEGEWA rating scale, requiring a minimum of 7-8 for premium dyeing. Implementing this simple test after scouring has prevented countless dyeing disasters by identifying uneven preparation early enough for correction.
How does controlled bleaching prevent both types of streaks?
Bleaching presents a paradox—when properly controlled, it enhances uniformity, but when mishandled, it becomes a major source of both vertical and horizontal streaks. The key is consistent chemical application and reaction control.
Peroxide bleaching uniformity requires precise control of multiple parameters. Hydrogen peroxide concentration (2-4 g/L), stabilizer levels (to control decomposition rate), pH (10.5-11), temperature (95-98°C), and time (60-90 minutes) must all remain consistent across the entire fabric batch. We use automated dosing and continuous monitoring systems that adjust chemical feeds in real-time based on sensor readings. This has reduced bleaching-related streaks by 85% compared to batch-wise chemical addition. The stabilization is particularly critical—without proper stabilizers, peroxide decomposes unevenly, creating localized bleaching variations that appear as streaks after dyeing.
Application method significantly influences bleaching uniformity. Pad-steam systems generally provide the most even results because the chemical application and fixation are separated, allowing for uniform penetration before reaction begins. We've optimized our pad-steam range to include vibration dampeners that prevent "padding mottle" streaks caused by mechanical vibrations during application. The steamer itself has multiple temperature zones with independent controls to maintain consistent reaction conditions throughout the fabric run.

Why does metal contamination cause catalytic bleaching streaks?
Trace metals (iron, copper, manganese) catalyze peroxide decomposition, creating localized over-bleaching that appears as yellow or brown streaks. We implement multiple safeguards: stainless steel equipment to prevent iron contamination, chelating agents in the bleach bath to sequester metals, and raw material testing for metal content. Our most valuable improvement was installing magnetic traps in water lines that capture particulate iron before it reaches the process. This comprehensive approach has virtually eliminated catalytic bleaching streaks, which previously accounted for 25% of our bleaching defects.
How can you monitor bleaching progress without damaging fabric?
Redox potential monitoring allows real-time tracking of bleaching efficiency without removing fabric samples. We use platinum electrodes that measure peroxide concentration throughout the process, triggering automatic peroxide addition when levels drop below optimum. This has replaced our previous method of pulling samples for titration, which only provided intermittent data and risked introducing streaks through process interruption. The continuous monitoring has improved bleaching consistency by 40% while reducing chemical usage through more precise control.
What integrated approach ensures complete streak prevention?
The most effective streak prevention comes from treating desizing, scouring, and bleaching as an integrated system rather than separate processes. Each step must be optimized not only individually but also in how it interacts with the others.
The continuous pretreatment range offers the most consistent results when properly managed. By combining desizing, scouring, and bleaching in a single continuous process, we maintain tension control and processing consistency that's impossible with batch methods. Our ranges include multiple wash compartments between stages to prevent chemical carryover that can cause interaction streaks. The key parameters—fabric speed, chemical concentrations, temperature profiles, and tension—are centrally controlled with automated adjustments. This integrated approach has reduced our overall streak rejection rate from 12% to 1.5% across all fabric types.
Process validation testing at each stage creates a quality checkpoint system. We test after desizing for sizing removal, after scouring for absorbency uniformity, and after bleaching for whiteness consistency. Any fabric failing these checks is diverted for re-processing before dyeing. This might seem inefficient, but it's dramatically more cost-effective than discovering streaks after dyeing, when the fabric value is much higher and the defect cannot be corrected. Our three-stage validation has prevented 98% of potential streak issues from reaching dyeing.
![]()
How does fabric handling between stages affect streak formation?
The transitions between pretreatment stages represent often-overlooked opportunities for streak formation. We've implemented tension-free guiding systems that prevent crease marks, bowed rollers that eliminate bowing streaks, and uniform squeeze pressures that prevent "padding streaks" from uneven chemical removal. Particularly important was addressing edge-to-center variations by installing bowed rollers that compensate for natural width-wise tension differences. These mechanical improvements have reduced handling-related streaks by 70%.
What's the role of automated monitoring in streak prevention?
Modern sensor technology provides continuous monitoring that human operators cannot match. We use infrared cameras to detect temperature variations, laser sensors to identify thickness variations, and color sensors to monitor whiteness consistency. The system automatically flags deviations and can stop the process if parameters move outside tolerance bands. This investment in monitoring technology has been particularly valuable for detecting subtle pretreatment variations before they become visible streaks, allowing proactive correction rather than reactive problem-solving.
Conclusion
Preventing streaks requires recognizing that desizing, scouring, and bleaching each address different streak types, but all must be perfectly executed to achieve completely uniform dyeing. Desizing is your primary defense against vertical warp-way streaks, scouring eliminates horizontal streaks from natural impurities, and controlled bleaching prevents the streaks it can otherwise cause. The integrated system, when properly managed, creates the perfectly prepared substrate that dyes uniformly without streaks, bars, or spots.
The most successful streak prevention strategies treat preparation as a system rather than individual processes, with continuous monitoring, validation checkpoints, and mechanical precision at every stage. This comprehensive approach has helped our clients reduce streak-related rejections from industry-average 8-12% to below 2%, representing significant cost savings and quality improvements.
If you're struggling with streak issues in your dyeing results, we can help diagnose whether the root cause lies in desizing, scouring, bleaching, or the interactions between them. Our technical team has extensive experience implementing integrated pretreatment solutions across different fabric types and production scales. Contact our Business Director, Elaine, at elaine@fumaoclothing.com to discuss your specific streak challenges and receive our Pretreatment Streak Prevention Guide with complete protocols and troubleshooting checklists.








