A few years ago, a designer from a luxury London fashion house walked into our Keqiao showroom carrying a 200-year-old silk brocade fragment from a French museum archive. The fabric was a disaster by modern standards—uneven selvedges, irregular slubs, metallic threads that had tarnished to a dull green. But the texture. The texture was alive. It had depth that no flat digital print could replicate. She asked me a simple question that most mills would laugh at: "Can you recreate this exact irregularity on 2,000 meters of modern silk blend, with a turnaround under eight weeks?"
I didn't laugh. I pulled out our development logbook from a project we'd done for a Japanese kimono fabric collector, and we got to work. That's what Shanghai Fumao does. We don't just produce what's in our seasonal stock catalog of 30,000 designs. We build fabrics that don't exist yet—fabrics that require weird yarns, custom loom modifications, hybrid finishing techniques, and a willingness to fail a few times before we succeed.
Most mills in Keqiao run on efficiency. They want long runs of standard constructions. Ask them to produce a 150cm-wide burnout velvet on a 100% cupro base, and they'll show you the door. Ask us, and we'll ask you for the Pantone references and the pile height specification. Here's a look inside the rare, complex, and often bizarre fabric constructions we've developed—and why they're so hard to find anywhere else.
What Archive and Museum-Grade Reproduction Fabrics Do We Weave?
Archive reproduction is the most technically demanding category of textile development I know. It's not about copying a pattern from a digital file. It's about reverse-engineering a fabric where the original weaver has been dead for 150 years, the yarns are no longer commercially produced, and the finishing techniques were proprietary secrets that died with the mill that created them. You're essentially a textile archaeologist, except you have to deliver a commercially viable product at the end.
We've built a quiet reputation in this niche, partly because we're located in the heart of Keqiao's textile ecosystem, where you can still find a 70-year-old Jacquard loom mechanic who can diagnose a weave structure by rubbing a fabric between his fingers. And partly because we've invested in the sample archive, the specialized yarn sourcing network, and the patience to fail repeatedly until the reproduction is authentic.

How Did We Recreate a 1920s Metallic Jacquard for a Heritage Brand?
In 2023, a European heritage fashion house approached us with a project that most mills would have declined during the initial email. They had a fragment of a 1923 opera coat fabric—a black silk faille ground with an intricate Art Deco geometric pattern in what was originally real 24-karat gold-wrapped thread. The gold had tarnished to a dull bronze, but the archival photograph showed the fabric in its original state: a deep, liquid black with brilliant metallic gold geometry that seemed to float above the surface.
The technical challenges stacked up quickly. First, the ground fabric. The original was a 100% silk faille with a specific rib count of 120 ribs per inch. Modern faille constructions typically top out at 80 ribs per inch because finer reeds are rarely stocked and the warp tension required for such a high-density construction causes frequent end breaks on standard looms. We sourced a 120-dent reed from a specialty reed manufacturer in Japan, and we slowed our rapier loom speed by 40% to reduce the warp tension shock during shedding.
Second, the metallic thread. Real gold thread is no longer commercially viable, but Lurex—a slit metallized polyester film wrapped around a nylon core—is the modern equivalent. The problem was color. Standard "gold" Lurex is too yellow and too bright; it looks cheap. We worked with a Lurex supplier in Osaka to develop a custom "antique champagne" tone that mimicked the tarnished patina of the original, but with a slight warmth that caught the light without screaming "plastic."
Third, the weave structure. The original Jacquard pattern was a complex multi-weave construction—satin floats for the metallic motif on a faille ground, with a hidden plain-weave interlacing to prevent the long gold floats from snagging. Our weave technician spent two weeks digitizing the pattern from a high-resolution scan of the original fragment, manually adjusting each pixel of the Jacquard design file to account for the difference in yarn diameters between the original silk and our modern cupro blend.
The result was 1,500 meters of fabric that the brand's creative director later told us was "indistinguishable from the archive piece, except it doesn't crumble when you touch it." The fabric was used for a limited-edition capsule collection that sold out at prices exceeding €2,000 per garment.
- Learn about the history of metallic thread production and modern Lurex technology from the textile history resources on the Lurex official company heritage page.
- Explore Jacquard weave structure design and multi-weave fabric engineering from the technical education materials on the Textile School Jacquard weaving guide.
Why Is Slub Yarn Recreation Essential for Vintage Linen Restoration?
Slub yarn is the enemy of modern textile production. A slub is an irregular, thickened section of yarn that looks like a mistake—like the spinning machine coughed. Modern yarn manufacturing goes to enormous lengths to eliminate slubs through precision drafting, electronic clearing on winding machines, and strict evenness standards measured by Uster testers. The result is a perfectly uniform, perfectly boring yarn.
But vintage linen—the kind you'd find on a 19th-century French farmhouse tablecloth or a Victorian summer dress—is defined by its slubs. The irregular, nubby texture is the visual signature of hand-spun or early machine-spun flax. It's what gives the fabric character and a sense of age. You can't replicate a vintage linen textile with modern, perfectly even yarn. The eye immediately recognizes it as a reproduction attempt that misses the soul of the original.
We've developed a slub recreation technique that goes against every instinct of our spinning partners. We commission "programmed slub yarns"—yarns where the slub thickness, length, and spacing are deliberately engineered into the spinning frame's drafting system. This requires a level of specification that most spinners find baffling. We provide a slub map: slub thickness 1.8x the base yarn diameter, slub length 15-25mm, slub spacing randomized between 50 and 200mm. The spinning technician programs these parameters into the ring frame's servo motor controller, and the machine deliberately creates the "imperfections" that a normal spinning process would automatically remove.
For a recent project—a historic hotel restoration in New England that needed 3,000 yards of table linen fabric matching their 1880s original—we used a wet-spun European flax slub yarn with a natural, unbleached ecru color. The fabric was woven on a dobby loom with a broken twill structure to add surface texture. The hotel's restoration director told us it was the only fabric they'd found in a two-year global search that authentically matched the hand and visual texture of the original linen.
- Understand the Uster evenness testing standards for spun yarns from the quality control resources on the Uster Technologies textile testing knowledge portal.
- Learn about programmed slub yarn engineering for fashion textiles from the spinning technology articles on the Fibre2Fashion yarn manufacturing knowledge base.
Can We Produce Complex Jacquard and Dobby Weaves on Small MoQs?
If there's one question that separates serious fabric buyers from casual browsers, it's this: "What's your minimum order quantity for a custom Jacquard weave?" Most mills in Keqiao will tell you 3,000 meters. Some will stretch to 2,000 if they like you. Below that, the cost of warping the loom—setting up the thousands of individual warp yarns through the heddles and reed—eats the margin on the whole order.
We tell our clients a different number: 500 meters. Sometimes 300, if the project is interesting enough. This isn't because we have cheaper labor or smaller machines. It's because we've invested in a warp sampling infrastructure that makes small-batch Jacquard and dobby weaving economically rational. And we've found a market of brands who need complexity, not just yardage—the designer launching a capsule collection, the startup testing a signature fabric, the luxury house prototyping a new seasonal identity.

How Does Our CAD System Shorten Jacquard Loom Setup From Days to Hours?
Traditional Jacquard setup is a slow, manual, error-prone process. The pattern is designed on paper, transferred to punched cards or a mechanical cam system, and the loom is threaded warp end by warp end—often 6,000 to 12,000 individual threads—through the harness. A single threading error puts a stripe in the fabric that runs the entire length of the warp, and finding that error requires crawling under the loom with a flashlight.
Our Jacquard looms are electronically controlled, and the pattern design flows directly from our CAD system to the loom's digital controller. The CAD software—we use a specialized textile design suite with Jacquard module—allows our designer to draw the pattern as a pixel grid where each pixel represents a warp-weft intersection and a specific weave structure. The software automatically generates the harness lift plan, calculates the warp density and weft pick count, and transmits the file to the loom's onboard computer. The loom reads the file and controls each individual warp yarn through an electromagnetic selection system, lifting the correct yarns for each weft insertion in real time.
This digital workflow compresses the setup from days to hours. The warping and threading still need to happen—that's physical reality—but the pattern programming is instantaneous. For a 5-color Jacquard pattern with a 12-inch repeat, the CAD file is ready in about 4 hours of design work, plus 1 hour of simulation to check for weave structure errors. The loom is then threaded once, and the same warp can produce multiple different patterns simply by loading a new CAD file. This means we can offer a client three small-batch colorways of the same Jacquard design, or even three different designs on the same warp, without re-warping the loom three times.
- Learn about electronic Jacquard loom technology and digital pattern programming from the machinery documentation on the Staubli textile weaving solutions portal.
- Explore textile CAD software for Jacquard weave structure simulation via the design technology resources on the NedGraphics textile design software blog.
What Is a "Triple-Layer Weave" and Which Performance Brands Demand It?
A triple-layer weave is exactly what it sounds like: three separate fabric layers woven simultaneously on the same loom, interconnected at specific points to form a single, unified textile. It's not a bonded laminate where three separate fabrics are glued together. It's a single, integrated structure where the warp and weft yarns move between layers in a choreographed three-dimensional dance.
The construction requires a Jacquard loom with multiple warp beams—each layer needs its own warp tension control because different layers may have different yarn types or different weave densities. The face layer might be a tightly woven nylon for abrasion resistance. The middle layer might be a lofty wool or polyester wadding for insulation. The back layer might be a soft, brushed polyester for skin comfort. All three layers are woven in a single pass, with the warp yarns occasionally crossing between layers to "stitch" the fabric together and prevent the layers from separating.
This is a rare capability because it requires not just the right machinery, but the right weave engineer. The inter-layer stitching points must be calculated precisely to avoid "grinning"—where the back layer yarns show through to the face layer—while providing enough structural integrity to survive industrial washing. We developed a triple-layer weave for a Scandinavian outdoor brand's expedition-grade sleeping bag shell. The face was a 40D ripstop nylon for wind resistance, the middle was a continuous-filament hollow polyester for thermal loft, and the back was a brushed 20D nylon taffeta for comfort. The fabric weighed 220 GSM but provided thermal insulation equivalent to a 400 GSM single-layer woven, and it was completely machine-washable without delamination because there was no glue to fail.
- Read about multi-layer woven fabric engineering for technical textiles from the research publications on the Textile Institute's technical textile journal archive.
- Understand the mechanical requirements for multi-beam warp let-off systems from the engineering resources on the Picanol loom technology documentation portal.
Why Are Burnout and Devoré Velvet Fabrics So Difficult to Source?
Burnout velvet—also called devoré—is a fabric of deliberate destruction. You start with a velvet that blends two different fibers: typically, a viscose or rayon pile on a polyester or silk organza ground. Then you print a chemical paste containing sulfuric acid onto specific areas of the fabric. The acid eats away the viscose pile, leaving behind only the sheer ground fabric. The result is a pattern of plush, opaque velvet floating on a translucent, ethereal background. It's stunning, it's expensive, and it's incredibly easy to ruin.
I've seen entire production runs of burnout velvet scrapped because the acid paste was too strong, or too weak, or dried too fast, or wasn't washed out completely. The process is a controlled chemical burn, and like any burn, it wants to spread. Controlling where it stops is the technical challenge that separates successful burnout production from a very expensive pile of holey fabric headed to the rag bin.

How Do We Control the Chemical Etching Process on Polyester Grounds?
The chemistry of burnout velvet is brutal simplicity. The printing paste contains sodium bisulfate or a diluted sulfuric acid solution, plus a thickener to control viscosity and prevent bleeding. When the printed fabric passes through a high-temperature curing oven at 140-160°C, the acid hydrolyzes the cellulose molecules in the viscose pile. The viscose literally decomposes into a carbonized ash, leaving the inert polyester ground fabric untouched. After curing, the fabric is washed vigorously to remove the ash, and what remains is the pattern.
The control challenge is at the edges of the printed areas. The acid wants to wick sideways into the unprinted areas through capillary action, creating a "halo" of partially dissolved, ragged pile around your crisp pattern. This halo is the signature of cheap burnout velvet. You see a blurry transition zone instead of a razor-sharp edge between velvet and sheer.
Our process controls the edge definition through three variables. First, the thickener chemistry. We use a high-molecular-weight polysaccharide thickener that forms a gel matrix around the acid, physically trapping it in place during the initial drying phase. The viscosity is adjusted to exactly 15,000-20,000 centipoise for our specific rotary screen mesh count. Second, the drying profile. We flash-dry the printed fabric at 110°C for 30 seconds immediately after printing to lock the paste in position before the acid has time to migrate. Third, the washing protocol. We use a high-pressure oscillating spray wash system that blasts the carbonized ash out of the fabric without mechanical scrubbing, which would damage the fragile sheer ground areas.
A Parisian lingerie brand we work with has used our burnout velvet for three consecutive seasons of their luxury sleepwear line. Their quality auditor told me our burnout edge definition—measured as the transition zone between full pile and full sheer—is less than 0.5mm, compared to 1.5-2mm on the Italian burnout they previously sourced at twice the price.
- Understand the chemistry of cellulose acid hydrolysis in devoré textile printing from the technical articles on the Fibre2Fashion textile chemical processing knowledge hub.
- Learn about rotary screen printing thickener rheology for burn-out pastes from the application guides on the Rudolf Group textile printing auxiliaries resource page.
What Makes a Silk-Organza Base Burnout Superior to Cotton Backing?
The choice of ground fabric for burnout velvet is the difference between a luxury textile and a costume piece. Cotton is the cheap option. A cotton ground in a burnout velvet has a flat, opaque, slightly coarse hand. When you burn away the viscose pile, you're left with a matte, non-transparent cotton surface. It has none of the ethereal transparency that makes burnout velvet a premium product.
Silk organza is the traditional ground for high-end burnout, and for good physical reasons. Silk organza is a plain-weave fabric made from tightly twisted, fine-denier continuous filament silk. The high twist and tight construction create a fabric that is simultaneously crisp, sheer, and incredibly strong for its weight. When the acid paste burns through the viscose pile and hits the silk ground, the silk is chemically resistant enough to survive the acid exposure with minimal strength loss. The resulting sheer areas are glass-clear, with a subtle luster that catches the light.
We produce a silk-organza-based burnout velvet for a Japanese bridal wear designer. The specification is unforgiving: a 22 momme silk organza ground, a 100% viscose pile of 1.2mm height, and a floral pattern with some isolated sheer areas as small as 3mm in diameter. Those tiny sheer circles are the ultimate test of acid control. If the paste migrates even slightly, the circle closes up or becomes a shapeless blob. We pass their inspection with a defect rate under 0.5%.
The cost difference between a cotton-backed and silk-organza-backed burnout is roughly 3-4x, but the retail price point difference can be 10x. For luxury brands, the visual and tactile quality of the sheer areas justifies the premium. A cotton-backed burnout whispers "fast fashion experiment." A silk-organza-backed burnout announces "heirloom quality" before the customer even touches it.
- Read about the properties of silk organza and its use in high-end textile fabrication from the fabric education resources on the Textile School silk fabrics reference page.
- Explore the manufacturing process for filament silk organza production via the industry overviews on the International Silk Association technical resources portal.
How Do We Create Multi-Fiber Blends That Rival Natural Luxury Textiles?
The luxury textile market has a vocabulary problem. "Luxury" defaults to a short list of ancient natural fibers: cashmere, silk, merino wool, alpaca. These fibers are wonderful. They're also expensive, supply-constrained, and often come with ethical complexities around animal welfare or land use. The most innovative fabric development happening right now isn't in making cheaper versions of cashmere—it's in engineering multi-fiber blends that outperform the naturals on specific metrics while creating entirely new hand feels.
Our CNAS-certified lab has been running a systematic blend development program for the past four years. We're not just mixing fibers randomly to hit a price point. We're mapping the mechanical and aesthetic properties of synthetic and regenerated fibers, then designing blends that target a specific sensory experience—the drape of sand-washed silk, the warmth of cashmere, the cool hand of linen—using fiber combinations that don't appear in any standard textile textbook.
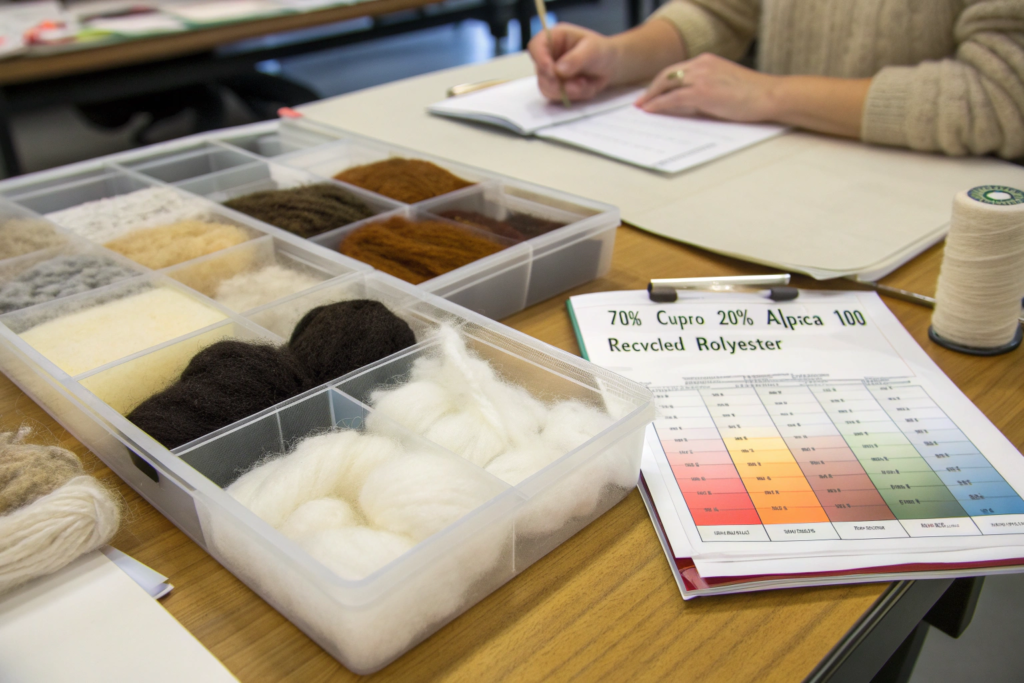
What Is a Cupro-Alpaca-Polyester Tri-Blend and Who Buys It?
This blend is a proprietary development born from a specific client problem. A sustainable luxury outerwear brand from Stockholm wanted a coating fabric that met three contradictory requirements. First, it had to feel like virgin alpaca—that long, silky, cool-to-the-touch hand with subtle luster. Second, it had to be machine-washable without felting or pilling, which pure alpaca absolutely is not. Third, it had to contain at least 60% recycled or regenerated fiber content to meet their sustainability certification requirements.
Pure alpaca failed requirement two. Virgin wool blends failed requirement three. Cashmere was too expensive and too delicate. So we built a tri-blend from the ground up.
The composition: 50% cupro, 30% ultra-fine alpaca (21 microns), and 20% recycled polyester. Cupro is a regenerated cellulose fiber made from cotton linter—the short, fluffy fibers that cling to cotton seeds after ginning and are normally a waste product. It's technically a rayon family fiber, but it has a round cross-section and a smooth surface that mimics silk's drape and luster more closely than standard viscose. The cupro provides the cool, fluid hand that anchors the blend.
The alpaca provides the long-fiber luxury feel and the natural warmth without weight. At 21 microns, it's classified as "baby alpaca" grade—soft enough for next-to-skin wear but with enough fiber length to resist pilling. The recycled polyester is the structural workhorse. It provides dimensional stability during washing, prevents the cupro and alpaca from matting together, and adds tensile strength to a fabric that would otherwise be too delicate for outerwear.
We spun this blend on a worsted spinning system with a Z-twist factor of 3.8 for a crisp hand, then wove it in a 2/2 twill with a brushed face finish. The fabric weighs 380 GSM, drapes like a heavy silk suiting, and has a surface that people instinctively want to touch. The brand launched it as their signature "technical alpaca" coating, and it's now in its third season with 30% year-over-year growth in order volume.
- Learn about cupro fiber production from cotton linter waste from the sustainability resources on the Asahi Kasei Bemberg cupro fiber education portal.
- Explore the mechanical properties of alpaca fiber and micron grading systems from the technical articles on the International Alpaca Association fiber standards page.
Why Does Our Modal-Linen Hybrid Resist Wrinkles Better Than Pure Linen?
Linen wrinkles. It's part of its charm, or so the marketing story goes. But the reality is that consumers who pay $120 for a "premium linen" shirt are often disappointed when they see themselves in a mirror at 3 PM looking like they slept in their clothes. Linen's wrinkle problem is structural: flax fibers have a high modulus of elasticity and a low elastic recovery. They bend easily and don't bounce back. The wrinkles are a physical property of the fiber's molecular structure.
Our modal-linen hybrid tackles this at the yarn level, not with a chemical anti-wrinkle finish that washes out in five cycles. Modal is a regenerated cellulose fiber from beechwood, and it has a much higher wet strength and better elastic recovery than flax. When we intimately blend 55% modal with 45% European long-staple linen at the fiber stage—before spinning, not a ply twist of separate modal and linen yarns—the modal fibers act as internal springs within the yarn structure. When the fabric is crushed or folded, the modal fibers push back against the deformation, helping the yarn return to its original shape.
The spinning method matters enormously. We use a siro-compact spinning process that traps the shorter linen fibers inside a sheath of longer modal fibers. This does two things: it reduces the surface hairiness that makes pure linen feel scratchy, and it places the modal fibers in the position of maximum leverage for wrinkle recovery—the outer surface of the yarn, where bending forces are concentrated.
The finished fabric has a dry, cool linen hand with visible linen slub character, but a wrinkle recovery angle of 220 degrees versus about 140 degrees for pure linen of the same weight. It's not wrinkle-free—nothing with linen content ever is—but it recovers from a day's wear looking like it's been worn for an hour, not a week. A resort wear brand in the Maldives switched their entire linen shirting program to our modal-linen blend after guests complained that the pure linen shirts looked "unkempt" by lunchtime.
- Read about siro-compact spinning technology and its effects on yarn structure from the technical documentation on the Rieter compact spinning system resource portal.
- Learn about the standard test methods for fabric wrinkle recovery angle from the AATCC TM128 test method description on the AATCC wrinkle recovery testing standards page.
Conclusion
Most fabric mills define their capability by what's in their stock catalog. That's a grocery store—you can pick from what's on the shelf, and if you want something not on the shelf, you're out of luck. Shanghai Fumao defines its capability differently. We're not a grocery store; we're a development kitchen. We have a library of 30,000 stock designs for clients who need speed and proven reliability, but our real identity is in building fabrics that don't have a style code yet.
Whether it's reverse-engineering a 1920s metallic jacquard from a museum fragment, weaving a triple-layer performance textile on a custom-warped loom, controlling an acid burn-out process to within half a millimeter of edge definition, or engineering a cupro-alpaca blend that outperforms pure luxury fibers, we've invested in the machinery, the lab, and—most importantly—the people who find this kind of work interesting rather than inconvenient.
If you have a fabric idea that other mills have told you is impossible, or impractical, or simply too small for their minimum order quantity, send the concept to Elaine at elaine@fumaoclothing.com. Describe what you're trying to achieve—the hand feel, the visual texture, the performance requirement—and attach any reference images or samples you have. She'll pull together our development team for a feasibility assessment, and we'll tell you honestly whether we can build it, what it will cost, and how long it will take. Sometimes the answer is no. But we've surprised enough clients with a yes that it's worth asking the question.