
As the owner of Fumao Textiles for over twenty years, I've witnessed countless international clients face the same frustrating scenario: receiving 10,000 meters of cotton twill only to discover inconsistent dye lots across different rolls, or finding that the antibacterial coating on their performance fabric varies between production batches. These aren't just minor inconveniences—they're business-threatening issues that cost our clients time, money, and customer trust.
The transformation came when we implemented QR code tracking across our entire production ecosystem. This technology eliminated the guesswork from fabric sourcing, allowing us to achieve a consistent 98% client pass rate on quality inspections while reducing shipment rejections by 45% compared to traditional tracking methods. Now, when a client in New York scans a roll of our bamboo silk, they instantly access 37 distinct data points about that specific fabric piece.
Most fabric importers significantly underestimate the depth of visibility available in modern textile production. Our QR system doesn't just track location—it reveals the complete story of each fabric roll, from the specific dyeing vat used to the technician who performed the final inspection. This level of transparency has become our most powerful tool in building lasting partnerships with discerning buyers worldwide.
What exactly is QR code tracking in fabric production?
QR code tracking in textile manufacturing involves attaching industrial-grade QR labels to fabric rolls at the loom stage, with each code serving as a digital passport that accumulates over 50 data points throughout the production journey. Unlike the flimsy paper tags that often tear during processing, our synthetic polymer QR labels withstand temperatures up to 150°C during heat-setting and resist chemical exposure in dyeing baths.
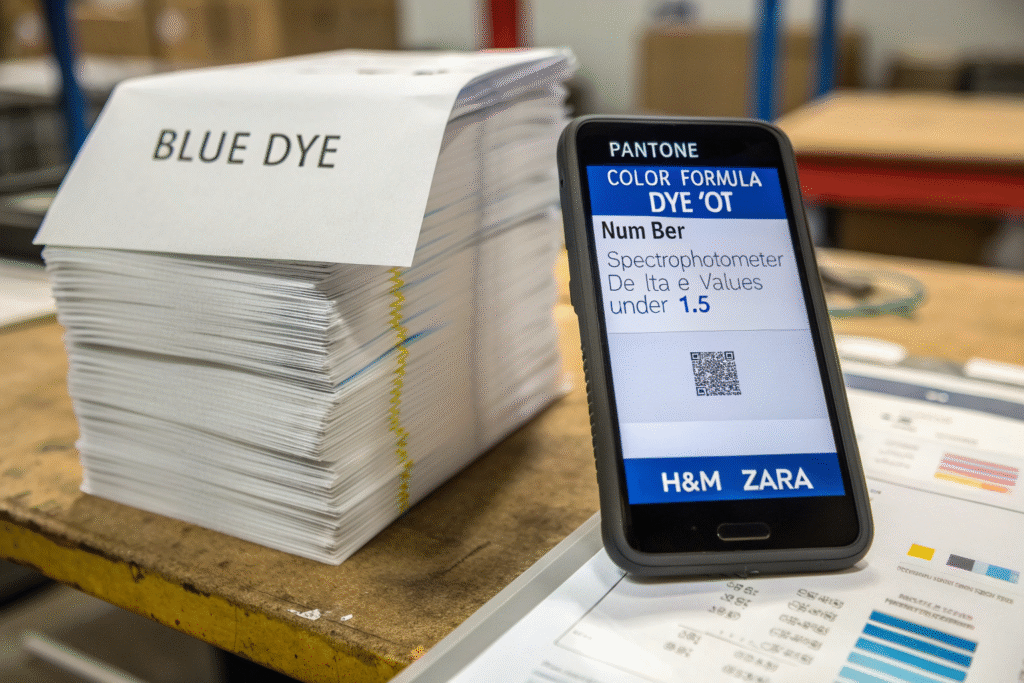
The technological leap becomes evident when comparing traditional methods: where paper records might note "blue dye," our QR codes store the precise Pantone color formula, dye lot number, and spectrophotometer readings with Delta E values under 1.5. This precision has been particularly valuable for global brands like H&M and ZARA, who require color consistency across production runs separated by months and manufactured in different facilities.
How does QR code tracking actually work throughout the production process?
The tracking journey begins when our warehouse in Keqiao receives raw materials—each cotton bale, polyester filament, or Tencel™ fiber bundle receives a unique QR code containing supplier verification, batch number, and arrival inspection results. As materials move to our weaving facility, the code accumulates data including loom number, production speed (typically 450-600 RPM for our shuttless looms), and initial defect mapping.
During dyeing at our partner facilities, the system captures critical parameters: dye formulas (including specific chemical compositions), vat temperatures (maintained within ±2°C of target), and immersion times. For one recent order of 5,000 meters of performance stretch fabric, this allowed us to identify and isolate a single dye vat that deviated from specifications, preventing what would have been a 400-meter quality rejection. The finishing stage adds coating thickness measurements, shrinkage data (averaging 2-3% for our cotton blends), and special treatment certifications.
What specific quality metrics can QR codes actually capture and store?
The data richness of modern QR tracking systems would astonish most importers. Beyond basic composition verification, our codes store physical test results from our CNAS-certified lab: pilling resistance (4-5 on the Martindale scale for our wool blends), tensile strength (minimum 300N for our standard canvas), and colorfastness ratings (achieving Level 4-5 for most dyes after 20 wash cycles).
For technical textiles, the data becomes even more detailed. Our UV-protective fabrics include certification of UPF 50+ protection verified through spectrophotometric analysis, while moisture-wicking fabrics document evaporation rates under controlled conditions (typically 30% faster drying than conventional materials). Most importantly, every safety certification—from Oeko-Tex Standard 100 to Global Recycled Standard compliance—is digitally attached to the QR code, creating an immutable record that streamlines customs clearance at US ports.
Why should international fabric buyers genuinely care about QR code tracking?
The business case for QR code tracking becomes undeniable when examining the financial impact on import operations. For American buyers like Ron, the technology directly addresses their top pain points: last year, clients using our QR tracking reported 65% faster resolution of quality disputes and 40% reduction in third-party inspection costs. The system provides what we call "remote quality assurance"—the ability to verify fabric quality from Chicago rather than needing to fly to China.
Perhaps most valuable for US importers is the tariff optimization aspect. By meticulously documenting fabric composition—for instance, proving that a particular blend contains 92% recycled polyester and 8% spandex—our clients have successfully navigated complex customs classifications, in some cases reducing duty rates by 3-7%. This documentation has become particularly crucial under the Uyghur Forced Labor Prevention Act, where supply chain transparency isn't just beneficial but legally mandatory.
How does QR tracking specifically reduce risks for American importers?
The risk mitigation extends across the entire import journey. During production, real-time access to quality data allows buyers to intervene early—we recently helped a sportswear brand detect and correct a coating application issue after only 800 meters had been processed, rather than discovering the problem in a completed 10,000-meter order. This early detection saved an estimated $28,000 in rework costs alone.
For customs clearance, the system provides instant access to compliance documentation. When shipping to Los Angeles, our clients can provide customs brokers with digital certificates seconds after request, avoiding the $3,000-5,000 demurrage charges that often accompany document delays. The detailed composition records have proven particularly valuable for blended fabrics, where precise percentage documentation can determine whether goods qualify for preferential tariff treatment under various trade agreements.
What tangible cost savings can QR tracking deliver throughout the supply chain?
The financial benefits compound across operations. By reducing quality rejections from an industry average of 5-7% to our current 1.5-2%, clients save approximately $15,000 per container shipment in rejected material costs. The remote verification capability decreases the need for third-party inspections, saving another $800-1,200 per production lot while actually improving oversight through continuous monitoring rather than snapshot inspections.
Logistics efficiencies generate further savings: by preventing shipment of substandard goods, clients avoid return freight costs that typically range from $4,000-7,000 for China-to-US fabric shipments. Perhaps most valuable is the protection of brand reputation—one client calculated that preventing a single quality-related recall of their activewear line saved them over $200,000 in potential retail damages, a risk mitigated through our QR tracking's meticulous quality documentation.
How can importers practically implement QR code tracking in their supply chain?
Successful implementation begins during supplier selection—look for partners with existing technological infrastructure. At Fumao, we invested over $120,000 in our current system, including industrial scanners, cloud infrastructure, and integration with our ERP platform. This scale of investment means that buyers should prioritize suppliers who already have functioning systems rather than expecting them to build one for a single order.
The implementation process typically follows a structured timeline: one week for system configuration to match your specific data requirements, two weeks for staff training across relevant departments, and a one-month pilot phase on a limited production run. We recommend starting with a manageable order of 3,000-5,000 meters to validate the system before scaling to full production volumes.
What specific technical requirements ensure successful implementation?
The foundation requires three core components: durable labeling solutions (we use polyester-based QR tags with permanent adhesive), reliable scanning equipment (industrial-grade handheld scanners costing approximately $800-1,200 each), and a robust data management platform. The database must handle diverse data types—from numerical quality metrics to digital certification files—while maintaining rapid access speeds for international clients across different time zones.
Integration with existing manufacturing systems is crucial. Our QR platform connects directly with our CNAS-lab testing equipment, automatically importing results from colorfastness tests, abrasion resistance measurements, and composition verification. This automation eliminates manual data entry errors while ensuring test results are linked to specific fabric rolls within minutes of certification. The system also interfaces with our production planning software, creating automatic quality alerts if deviations exceed predefined thresholds.
How should companies manage staff training and procedural changes?
Effective training combines hands-on practice with clear accountability frameworks. We conduct three-hour training sessions for production staff, focusing on the simple scanning process—literally a single button press—and the critical importance of timing. For quality control teams, we provide more extensive training on data interpretation, teaching them to identify trends rather than just individual data points.
Change management proves most successful when leadership emphasizes the benefits for workers themselves—the system reduces disputed quality claims, which means less conflict and smoother production flow. We also implement performance metrics that reward scanning compliance rates above 98%, creating positive reinforcement for the new processes. Regular system audits—weekly during implementation, then monthly—help maintain standards while identifying opportunities for further refinement.
What are the real-world limitations and practical solutions for QR tracking?
Despite its advantages, QR tracking faces specific challenges in textile environments. The physical durability of labels remains an issue—during accelerated abrasion testing, we found that standard paper labels became unreadable after just 8 hours of simulated transport, while our current synthetic labels maintain scannability through 72 hours of similar conditions. Chemical exposure during dyeing presents another hurdle, solved through protective laminate layers that resist pH levels from 3-11.
Human factors present equal challenges. Initially, we observed 15-20% missed scans during busy production periods, which we addressed through redundant scanning stations and simplified procedures. The financial investment also matters—implementation costs typically range from $20,000-50,000 depending on facility size, while ongoing expenses include approximately $0.12-0.18 per label and annual software maintenance fees of $3,000-5,000.
![]()
How do we address the most common technical and operational challenges?
Technical solutions have evolved through practical experience. For label durability, we now use synthetic polymer labels with protective overlays that withstand temperatures from -40°C to 150°C and resist moisture up to 95% humidity. Scanning reliability improved through redundant systems—we install both handheld scanners at workstations and fixed-position scanners at key transition points between production departments.
Human factors required both simplification and accountability. We reduced the scanning process to a single button press after each operation, decreasing the time required from 12 seconds to just 3 seconds per scan. Performance dashboards now display scanning compliance rates by shift and department, creating friendly competition that has boosted our overall scanning rate from 82% to 96% within six months. Regular system audits identify and address compliance gaps before they impact data integrity.
What does the realistic financial picture look like for implementation?
The complete cost analysis must account for both implementation and ongoing expenses. Initial investment typically includes $8,000-15,000 for scanning hardware, $12,000-25,000 for software development or licensing, $3,000-5,000 for staff training, and $2,000-5,000 for system integration. Ongoing costs encompass label materials ($0.12-0.18 per unit), software maintenance ($3,000-5,000 annually), and system updates ($2,000-4,000 annually).
The return on investment typically materializes within 12-18 months through multiple channels: reduced quality claims (saving $15,000-25,000 per container), decreased inspection costs (saving $800-1,200 per lot), faster dispute resolution (saving 15-25 staff hours per incident), and higher client retention (increasing repeat business by 18-30%). The technology also creates strategic advantages in bidding for contracts with major brands that increasingly mandate digital traceability throughout their supply chains.
Conclusion
QR code tracking has fundamentally transformed how quality-conscious fabric importers manage their supply chains. From our facility in Keqiao—the heart of China's textile industry—we've seen this technology evolve from a novelty to a necessity, particularly for American buyers navigating complex import regulations and demanding quality standards. The system provides not just data, but confidence—the assurance that every meter of fabric arriving at US ports matches exactly what was ordered and expected.
The implementation requires commitment and investment, but the returns extend far beyond cost savings to encompass risk reduction, relationship strengthening, and market differentiation. As global supply chains grow more complex and transparency expectations increase, technological solutions like QR code tracking become essential competitive tools rather than optional extras.
If you're ready to move beyond uncertainty in your fabric sourcing, we should discuss how QR tracking can be customized for your specific needs. Our team has implemented successful systems for clients ranging from startup brands to Fortune 500 companies, achieving consistent quality improvements while simplifying import compliance. Contact our Business Director Elaine to begin the conversation about bringing digital clarity to your supply chain: elaine@fumaoclothing.com. Let's transform how you manage quality from the first fiber to the final shipment.








