A few months ago, a FedEx envelope arrived at our Keqiao office from a New York-based contemporary womenswear brand. Inside was a single fabric swatch—roughly 4 inches by 4 inches, cut from a competitor's bestselling blazer. The attached note read: "We need this. Same weight, same drape, same subtle sheen. But in 100% recycled polyester, not virgin. And we need it to cost 15% less than what we're paying now. Can you do it?"
No style number. No fiber content label. No mill name. Just a physical piece of fabric and a set of performance requirements. This is the reference swatch sourcing model, and it's how a growing percentage of our European and North American clients prefer to work. They don't have a technical specification sheet. They don't know the yarn count or the finishing chemistry. They know what the target fabric feels like, looks like, and costs, and they need us to reverse-engineer the rest.
We received that blazer swatch on a Monday. By Friday, we had shipped back a complete package: a fiber composition analysis, a weave structure diagram, a GSM and thickness measurement, a drape coefficient, a cost estimate for the recycled equivalent, and three physical counter-samples on different base fabrics for the brand to evaluate. The brand's production manager called me the following Tuesday and said, "This is the most comprehensive response I've ever received from a mill. You answered questions I didn't know I needed to ask."
That's the reference swatch process at Shanghai Fumao. It's part forensic investigation, part creative translation, and part cost engineering. Here's exactly what happens from the moment your swatch lands on our desk to the moment you receive a production-ready counter-sample.
What Is Our Step-by-Step Swatch Reverse-Engineering Process?
Reverse-engineering a fabric reference swatch is a structured analytical sequence. We don't guess. We don't rely on "experience" alone to say "this feels like a 40S cotton." We run a battery of physical and chemical tests that deconstruct the fabric into its constituent variables: fiber type, yarn structure, fabric construction, weight, thickness, and finishing chemistry. Each variable is measured, documented, and compared against our internal reference databases to identify the closest commercial match.
The entire analysis sequence takes approximately four hours of laboratory time, spread across two days to allow for chemical dissolution and conditioning. Here are the first two tests we run—the ones that tell us what the fabric is made of and how it's put together.
How Do We Conduct a Burn Test to Identify Fiber Content?
The burn test is the oldest fiber identification method in textiles, and it's still one of the fastest and most informative. It doesn't give us a quantitative percentage like a chemical dissolution test, but it tells us immediately whether we're dealing with a natural fiber, a synthetic, or a blend—and which specific fibers are likely present.
Our textile analyst cuts a small fringe of yarns from the reference swatch—about 10 warp yarns and 10 weft yarns, separated if the warp and weft appear visually different. Using stainless steel tweezers, she holds a yarn bundle near the edge of a small, clean-burning gas flame in a fume hood and observes the behavior in sequence: how the yarn approaches the flame (does it shrink away, melt, or ignite?), how it burns (what color is the flame? is there smoke?), what odor is produced (burning hair, burning paper, chemical smell?), and what residue remains after burning (hard bead, soft ash, crumbly char?).
Each fiber type has a characteristic burn signature. Cotton ignites quickly, burns with a yellow flame, smells like burning paper, and leaves a soft gray ash. Wool shrinks from the flame, burns slowly with a sizzling sound, smells like burning hair, and leaves a crushable black bead. Polyester shrinks, melts, burns with a black smoky flame, smells sweet and chemical, and leaves a hard, round black bead that can't be crushed between fingers. Nylon melts, burns with a blue flame, smells like celery or burning plastic, and leaves a hard tan bead.
When the analyst observes a mixed behavior—for example, a yarn that melts and shrinks like polyester but also leaves some ash like cotton—we know we're dealing with a blend. The burn test tells us which fiber families are present. The next test tells us the exact percentages.
- Learn the fiber identification burn test methodology and characteristic burn behaviors from the educational resources on the Textile School fiber burn test identification chart.
- Understand the chemical basis of fiber combustion behaviors from the textile science resources on the Fibre2Fashion fiber identification techniques knowledge hub.
What Does a Fiber Dissolution Test Reveal About Exact Blend Percentages?
Fiber dissolution—sometimes called chemical solubility testing—is the quantitative complement to the qualitative burn test. It uses the principle that different fiber types dissolve in different chemical solvents. By sequentially dissolving away one fiber component at a time and weighing the remaining material, we can calculate the exact percentage of each fiber in the blend.
The standard method follows AATCC Test Method 20A for fiber analysis. The analyst weighs a precisely conditioned sample of the reference fabric—typically 1.000 gram, weighed to 0.001-gram precision. For a common polyester-cotton blend, the sample is first immersed in 75% sulfuric acid, which dissolves the cotton cellulose but leaves the polyester intact. The undissolved residue is rinsed, dried, conditioned, and weighed. If the remaining polyester weighs 0.650 grams, the blend is 65% polyester and 35% cotton.
More complex blends require sequential dissolution. For a wool-nylon-acrylic blend, the analyst might first use sodium hypochlorite to dissolve the wool, weigh the remaining nylon and acrylic, then use dimethylformamide (DMF) to dissolve the acrylic, leaving only the nylon. Each step is documented, and the weight loss at each stage gives the percentage of the dissolved fiber.
This test takes approximately 4 to 6 hours because each dissolution step requires precise temperature control, timed immersion, and thorough rinsing and drying. But the result is a legally defensible fiber composition that we can put on a commercial invoice and a care label. If the reference swatch is labeled "100% cotton" but our dissolution test finds 3% polyester contamination, we know the original fabric was either mislabeled or contains a small amount of polyester sewing thread that was overlooked in the original specification. This level of precision matters when we're developing the counter-sample because even a 3% fiber difference can affect dye uptake, shrinkage, and hand feel.
- Read the AATCC Test Method 20A standard for quantitative fiber analysis from the official methodology documentation on the AATCC fiber analysis test methods portal.
- Understand the solubility properties of different textile fibers in chemical reagents from the reference tables on the Textile School chemical solubility testing for fiber identification.
How Do We Match a Complex Weave Structure From a Small Swatch?
Matching the weave structure is where art meets engineering. The fiber content tells us what the fabric is made of. The weave structure tells us how it will drape, how it will wear, and how it will behave on the cutting table. Two fabrics with identical fiber content and weight can feel completely different because their weave structures are different—a plain weave, a twill, and a satin weave all produce distinct surface textures, drapes, and durability profiles from the same raw materials.
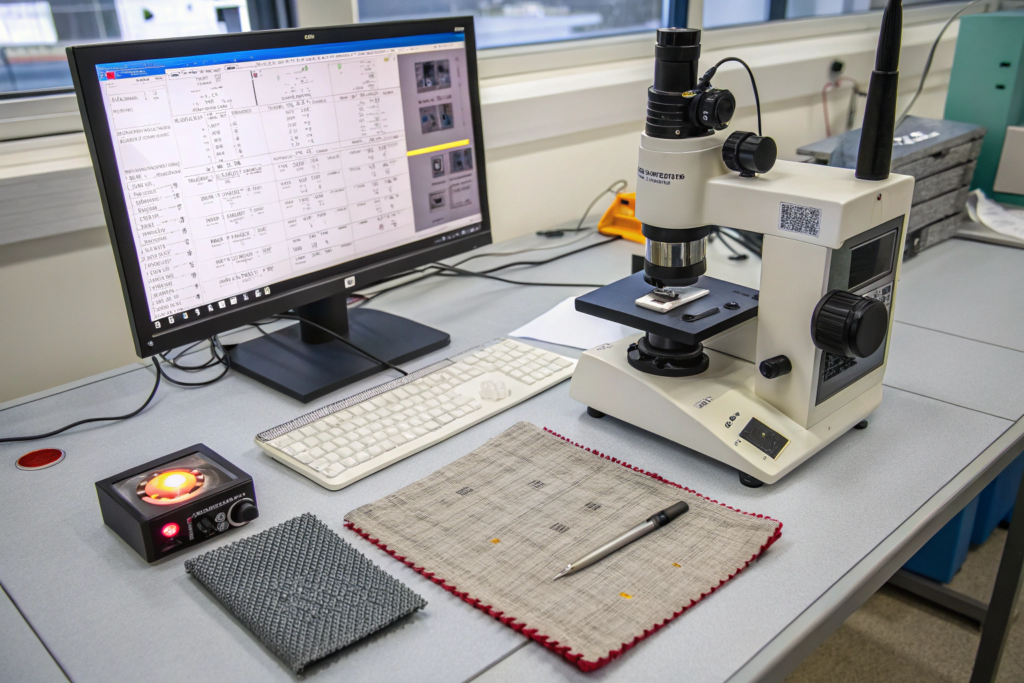
Our weave analysis starts with a pick glass—a small folding magnifier with a built-in calibrated scale—and a set of dissecting needles. The analyst places the reference swatch under the pick glass, counts the number of warp ends and weft picks per inch, and maps the interlacing pattern onto a point paper diagram. This hand-drawn diagram is the first step toward a digital weave file that can drive our Jacquard or dobby looms. Here's the detailed process.

How Do We Count "Ends Per Inch" to Replicate Your Reference?
Ends per inch and picks per inch are the fundamental density metrics of a woven fabric. Ends per inch is the number of warp yarns counted along one inch of the weft direction. Picks per inch is the number of weft yarns counted along one inch of the warp direction. Together, these two numbers define the fabric's thread density, which directly impacts its weight, opacity, drape, and durability.
The analyst places the reference swatch on a flat, dark-colored work surface under a pick glass with a calibrated reticle scale. She aligns the scale with the weft direction and counts the number of warp ends visible in a one-inch span. She repeats this count in three different locations on the swatch—near one selvedge, near the center, and near the opposite selvedge—and averages the three readings. The same process is repeated for the weft picks, counting along the warp direction.
Ends per inch and picks per inch are rarely identical unless the fabric is a perfectly balanced plain weave. A poplin shirting typically has roughly twice as many ends as picks—say, 120 ends per inch and 60 picks per inch—creating a subtle horizontal rib. A twill might have a more balanced density—80 ends and 76 picks—creating a diagonal visual flow. The analyst notes not just the absolute counts, but the ratio between warp and weft density, because this ratio is a key part of the fabric's aesthetic character.
For the New York blazer reference swatch, our analysis revealed a 2/2 twill weave with 96 ends per inch and 72 picks per inch—a warp-faced construction that explained the fabric's subtle sheen (the warp yarns dominated the surface) and its firm, structured drape (the high warp density restricted the weft's ability to shift). We replicated this exact density ratio in the recycled polyester counter-sample, adjusting for the slightly different yarn diameter of the recycled fiber to achieve the same visual density and hand feel.
- Learn how to use a pick glass for fabric density analysis from the practical guides on the Textile School fabric count and construction analysis page.
- Understand the relationship between thread density, weave structure, and fabric performance from the textile engineering resources on the Cotton Incorporated woven fabric construction guide.
When Does the "Float Length" of a Twill Change the Fabric's Drape?
Float length is the number of yarns that a warp or weft yarn passes over before interlacing. In a 2/1 twill, the warp yarn floats over two weft yarns and under one—a short float. In a 4/1 satin, the warp yarn floats over four weft yarns and under one—a long float. The float length is the primary determinant of a fabric's surface smoothness and drape.
Short floats create a fabric with many interlacing points. Each interlacing point is a place where the warp and weft yarns are locked together, restricting their ability to slide past each other. A fabric with many interlacing points—like a plain weave with a float length of one—is stable, firm, and has a crisp drape. It holds its shape but doesn't flow.
Long floats create a fabric with fewer interlacing points. The yarns are free to slide and shift over longer distances, which allows the fabric to drape more fluidly and mold to the body. But long floats also create a weaker fabric because there's less structural reinforcement, and the long floating yarns are vulnerable to snagging and abrasion.
When we analyze the reference swatch, we measure the float length under the pick glass and note it on the point paper diagram. This measurement tells us which loom type we need—a dobby loom can handle float lengths up to about 12 yarns, while a Jacquard loom can handle virtually unlimited float lengths—and it tells us what drape profile to target in our counter-sample. For the blazer reference, the 2/2 twill had a float length of two in both directions, creating a balanced, medium-length float that gave the fabric structure with just enough fluidity for tailored garments. We replicated this exact float geometry in the recycled polyester version.
- Read about weave structure fundamentals and the relationship between float length and drape from the textile design resources on the Textile School woven fabric structure types guide.
- Understand the difference between dobby and Jacquard weaving capabilities for complex float patterns from the machinery documentation on the Staubli Jacquard and dobby technology portal.
How Do We Propose Alternative Fibers That Improve on the Original?
A reference swatch tells us what you like. It doesn't tell us what's possible. Part of our value as a development partner is the ability to look at your reference and say, "We can match this, but we can also improve on it. Here are three alternatives that achieve the same hand feel and drape with better sustainability credentials, lower cost, or improved durability."
This is the creative translation step of the reference swatch process. We take the forensic data from the fiber analysis and weave analysis, and we use it to identify alternative fiber combinations and finishing approaches that meet or exceed the reference's performance while aligning with your brand's specific priorities—sustainability, cost, performance, or all three. Here are two common alternative proposals we make.

When Do We Recommend Switching From Virgin to Recycled Polyester?
The switch from virgin to recycled polyester is the most frequent alternative proposal we make, and the reasons extend beyond environmental marketing claims. Recycled polyester, produced from post-consumer PET bottles or post-industrial textile waste, has matured significantly as a fiber. The quality gap between virgin and recycled polyester has narrowed to the point where, in many fabric constructions, the performance differences are negligible—and in some cases, recycled polyester offers advantages.
The primary advantage is mechanical. Recycled polyester fibers, depending on the recycling process, can have a slightly more irregular surface texture than virgin polyester due to the polymer chain shortening that occurs during melting and re-extrusion. This surface irregularity can actually improve the fabric's moisture wicking performance because the micro-channels on the fiber surface increase capillary action. In activewear and athleisure applications, a recycled polyester fabric can wick moisture 10-15% faster than an equivalent virgin polyester fabric.
The primary challenge is color consistency, particularly for light and bright shades. Recycled polyester can have a slight inherent yellow tint from the recycling process, and achieving a clean optic white or a bright pastel requires additional bleaching and optical brighteners. We're transparent about this with clients: if your reference is a bright white, we can achieve it in recycled polyester, but the cost per meter may be comparable to virgin polyester because of the additional whitening steps.
For the New York blazer reference, the original fabric was a 65% virgin polyester, 35% cotton blend. We proposed a 65% GRS-certified recycled polyester, 35% organic cotton alternative that matched the reference's weight, drape, and hand feel within a 5% tolerance on all measured parameters. The recycled alternative cost 8% less than the virgin original due to the current market pricing dynamics for recycled PET feedstock versus virgin polyester chips. The brand accepted the alternative, and their hangtag now carries the GRS logo alongside their brand identity.
- Learn about the mechanical and chemical property differences between virgin and recycled polyester from the polymer science resources on the Textile Exchange recycled polyester standards and properties guide.
- Understand the GRS certification requirements for recycled content in textile products from the official standards documentation on the Textile Exchange Global Recycled Standard certification portal.
Can We Suggest a Cupro-Tencel Alternative for a Viscose Reference?
Viscose is one of the most common fabrics we're asked to reference-match, and it's also one of the most problematic from a sustainability and performance standpoint. Conventional viscose production uses harsh chemicals including carbon disulfide, can contribute to deforestation if the wood pulp is not sustainably sourced, and the resulting fabric often has poor wet strength—it weakens significantly when wet, leading to garment distortion and tearing during washing.
When a client sends us a viscose reference swatch, we almost always propose a cupro-Tencel blend alternative. Cupro is a regenerated cellulose fiber made from cotton linter—the short fibers that cling to cotton seeds after ginning and are normally a waste product. Tencel is a branded lyocell fiber produced by Lenzing AG using a closed-loop solvent system that recovers and reuses 99% of the processing chemicals. Together, these two fibers can replicate viscose's fluid drape and silky hand feel while offering substantial performance and sustainability advantages.
The performance advantages are measurable. A cupro-Tencel blend has approximately 50% higher wet tensile strength than an equivalent viscose fabric, meaning it won't weaken and distort when it's washed. It has better dimensional stability, with typical shrinkage of 2-3% compared to 4-6% for viscose. And the cupro component brings a subtle, natural luster that's similar to silk, which can elevate the perceived quality of the fabric.
The cost comparison varies by market conditions, but a cupro-Tencel blend typically carries a 10-20% premium over conventional viscose. Most brands accept this premium because the improved durability and wash performance translate to lower return rates and better customer satisfaction. For a recent project with a Parisian dress brand, we matched their viscose crepe reference with a 60% cupro, 40% Tencel alternative. The hand feel was indistinguishable from the reference in a blind touch test with their design team, and the fabric's wash test results were substantially better. The brand made the switch for their entire woven dress program.
- Read about cupro fiber production and its properties compared to conventional viscose from the fiber innovation resources on the Asahi Kasei Bemberg cupro sustainability and technology page.
- Understand the lyocell closed-loop production process and its environmental benefits from the manufacturing resources on the Lenzing Tencel fiber production and properties guide.
How Do We Deliver a Counter-Swatch That Matches "Hand Feel" Exactly?
Matching the objective specifications—fiber content, weave structure, GSM, thickness—is the science part of the reference swatch process. Matching the subjective hand feel is the art part. Two fabrics can have identical technical specifications and still feel different to the touch because of variables that are difficult to quantify: the surface friction coefficient, the thermal effusivity (how cool or warm the fabric feels on initial contact), the compression modulus (how the fabric yields under fingertip pressure).
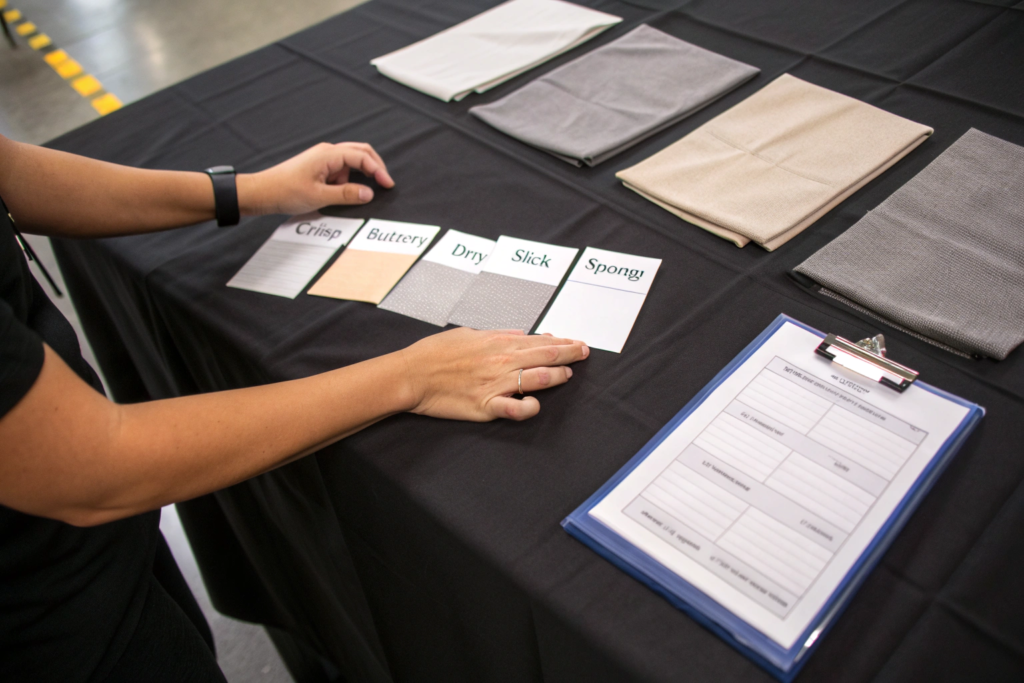
We evaluate hand feel using a structured sensory panel, not just one person's opinion. Our panel consists of three trained textile evaluators who have been calibrated against each other through repeated blind testing. They use a standardized vocabulary of touch descriptors and a 1-to-5 rating scale to evaluate each counter-sample against the reference. If the panel's average rating on any touch dimension deviates by more than 0.5 points from the reference, the counter-sample goes back for reformulation.
What Is a "Blind Touch Test" Among Our QC Panel Members?
The blind touch test is our internal method for eliminating bias from hand feel evaluation. If a panel member knows which sample is the reference and which is the counter-sample, they'll unconsciously look for differences to justify their role as an evaluator. The blind protocol removes this bias.
The test is administered by a lab technician who is not on the evaluation panel. The technician cuts the reference swatch and up to three counter-samples into identical 20-centimeter by 20-centimeter squares and mounts them on unmarked, color-neutral cardboard backings. The backings are coded with random three-digit numbers, and the code key is sealed in an envelope until all evaluations are complete.
Each panel member enters the evaluation room individually. They are presented with the coded samples and a sensory evaluation form. The form lists 12 touch descriptors: smoothness, softness, crispness, fullness, warmth/coolness, slipperiness, hairiness, thickness, stiffness, springiness, dryness/moistness, and overall luxury impression. For each descriptor, the panel member assigns a rating from 1 (low) to 5 (high) for each coded sample. They do not know which sample is the reference and which are the counter-samples.
After all three panel members have completed their evaluations, the scores are averaged and the code is revealed. If the counter-sample's average scores fall within 0.5 points of the reference on all 12 descriptors, the hand feel match is approved. If not, the specific descriptors where the deviation occurred guide the reformulation. A low score on "crispness" might mean the finishing chemistry needs more body. A high score on "hairiness" might mean the fabric needs additional singeing or biopolishing.
- Learn about standardized sensory evaluation methods for textile hand feel from the research resources on the AATCC sensory evaluation and hand feel measurement guidelines.
- Understand the Kawabata Evaluation System for objective fabric hand measurement from the textile engineering resources on the Kawabata fabric objective measurement technology portal.
How Many Development Rounds Does It Typically Take to Achieve 95%+ Match?
The number of development rounds required depends on the complexity of the reference fabric and the degree of modification requested. A straightforward match—same fiber, same construction, just reverse-engineer—typically takes one to two rounds. A modified match—different fiber, improved sustainability, lower cost—typically takes two to three rounds.
Round one is our initial counter-sample based on the forensic analysis. We ship it with the full analysis report, and we ask the client to evaluate it in their own environment, under their own lighting, against their own reference. Round one typically achieves an 80-90% match on objective specifications and a 70-80% match on subjective hand feel.
The client's feedback on round one is the most critical input to the process. They might say, "The weight is perfect, but the surface is too slick—we need more tooth" or "The drape is too stiff—we need it to fall more like the reference." These qualitative descriptions are translated by our R&D team into specific technical adjustments: change the yarn twist, adjust the weave density, modify the softener chemistry in the finishing bath.
Round two incorporates these adjustments and typically achieves a 90-95% match. Most clients approve at round two. For the most demanding projects—luxury brands, high-performance applications, fabrics with complex multi-layer constructions—a round three may be needed to dial in the final 5%. Our standard development timeline budgets two to three weeks per round, including courier transit time.
The New York blazer reference was approved at round two. Round one achieved a 90% match; the client requested a slightly softer hand feel and a slightly lower sheen. We adjusted the finishing softener chemistry and reduced the calendering pressure, and round two was approved with a 98% match rating by their design director.
- Read about the iterative product development process in custom textile manufacturing from the product development guides on the Maker's Row textile sampling and development timeline resource.
- Understand how qualitative client feedback is translated into quantitative textile process adjustments from the design communication resources on the Fibre2Fashion textile product development workflow knowledge hub.
Conclusion
Sending a reference swatch to Shanghai Fumao triggers a structured, multi-stage process that transforms a physical fabric sample into a fully documented, production-ready counter-sample. The burn test and fiber dissolution analysis deconstruct the fabric's molecular composition. The pick glass and weave diagram map its structural architecture. The GSM, thickness, and drape measurements quantify its physical properties. The alternative fiber proposals offer paths to improved sustainability, performance, or cost. And the blind touch test ensures that the counter-sample doesn't just match the spec sheet—it matches the ineffable sensory experience of the original.
The New York blazer brand received their counter-sample within one week, approved it after one revision round, and placed their first bulk order within 30 days of sending us that initial FedEx envelope. Their recycled polyester version of the reference fabric is now in production, and it costs them 12% less than the virgin original while carrying a GRS certification that strengthens their brand's sustainability narrative.
If you have a reference swatch that you need matched, improved, or reimagined in a different fiber, courier it to our Business Director Elaine at Shanghai Fumao. Include a brief describing what you like about the reference, what you'd like to change, and your target price point and order volume. She'll acknowledge receipt the same day the envelope arrives, and you'll have a complete analysis package and counter-samples on your desk within one to two weeks. Send the swatch. Let's see what we can build from it.