I get it. The idea of buying thousands of yards of custom fabric from a mill you've never stepped foot in—in a country thousands of miles away—feels like a trust fall with your entire brand's cash flow. You're not just buying a commodity; you're buying a core component of your product that will determine whether your customers love your collection or return it in droves. And you're supposed to do this based on a few WhatsApp messages and a JPEG of a lab dip? No wonder so many buyers default to domestic jobbers or settle for whatever their local distributor has in stock.
But here's what I've seen in 20 years at Shanghai Fumao: the brands that master remote sourcing don't just survive; they leapfrog their competition. They access the full depth of Keqiao's textile ecosystem without the $4,000 flight, the jet lag, or the factory visits where you get shuttled to a showroom that isn't even the real mill. They build supply chains that are faster, cheaper, and more transparent than their competitors who still believe you need to shake hands in person to get quality fabric.
I've built our entire client experience around the reality that most of our buyers will never walk through our doors. Here's exactly how the process works, step by step, from the first inquiry to the final delivery at your cutting room.
What Is the Step-by-Step Remote Sampling Process at Fumao?
Remote sampling is the litmus test of a fabric supplier. A mill that can't execute a clean, accurate, well-documented sample shipment remotely is a mill that can't execute a bulk order either. The sample is a microcosm of the entire production relationship. If the communication is sloppy, if the documentation is missing, if the sample doesn't match what you asked for, walk away. You've just saved yourself a container-load of disappointment.
Our sampling process is deliberately structured to force clarity at every stage. We don't want you to "vibe" your way through a vague brief and hope for the best. We want you to specify exactly what you need, and we want to show you exactly what we can deliver, with enough physical evidence that you can make a confident decision from 6,000 miles away. Here's the two-phase process that gets us there.

How Do We Ship Physical "Header Samples" for Hand Feel Evaluation?
Digital images are lies. I'll say that plainly. A studio photograph of fabric, no matter how well-lit or high-resolution, cannot communicate hand feel, drape, weight, or surface texture. You cannot feel the difference between a buttery rayon challis and a crisp cotton poplin through a screen. You can't assess the bounce of a spandex jersey or the loft of a brushed fleece. For that, you need the fabric in your hands.
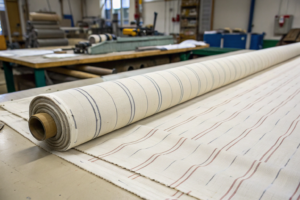
So we ship it to you. When you contact us with a fabric inquiry—say, you're looking for a mid-weight organic cotton French terry for a loungewear line—we don't just email you a digital catalog link. Our sourcing team pulls physical header samples from our library of over 30,000 stock qualities. A header sample is a swatch roughly 20cm by 20cm, cut from the actual bulk fabric roll, not a specially prepared "sample quality" version. It has the exact same weight, hand feel, color, and finish as the fabric you would receive in a bulk order.
We typically select 3 to 5 header samples that match your description, plus 1 or 2 "wild card" alternatives that might surprise you—a slightly heavier weight with better drape, or a sustainable Tencel blend you hadn't considered. Each sample is labeled with a sticker that includes the fabric composition, GSM weight, width, available color range, MOQ, and lead time. The samples go into a courier envelope and ship via DHL or FedEx. You're holding them in your hands within 3 to 5 business days.
A New York-based sleepwear startup used this service last November. They were torn between a 220 GSM and a 260 GSM modal jersey for their robes. The digital photos looked nearly identical. The physical header samples made the decision obvious: the 260 GSM had a luxurious weight and drape that the 220 couldn't match, and they placed their order the same day they touched the samples.
- Learn about the standard physical properties evaluated in textile hand feel assessment from the fabric testing resources on the AATCC sensory evaluation standards page.
- Understand how fabric GSM affects drape and end-use suitability via the textile education materials on the Textile School fabric weight measurement guide.
When Do We Run a "Digital Lab Dip" Before Sending Physical Swatches?
Physical sampling is essential, but it's also slow and expensive when you're still exploring color options. If you have a specific Pantone reference—say, TCX 19-4052 Classic Blue—and you want to see it on three different fabric bases, cutting, dyeing, finishing, and couriering three physical lab dips takes about 10 to 14 days and costs us roughly $80 in materials and shipping. For a buyer who's still in the early stage of narrowing down options, that time and cost adds up.
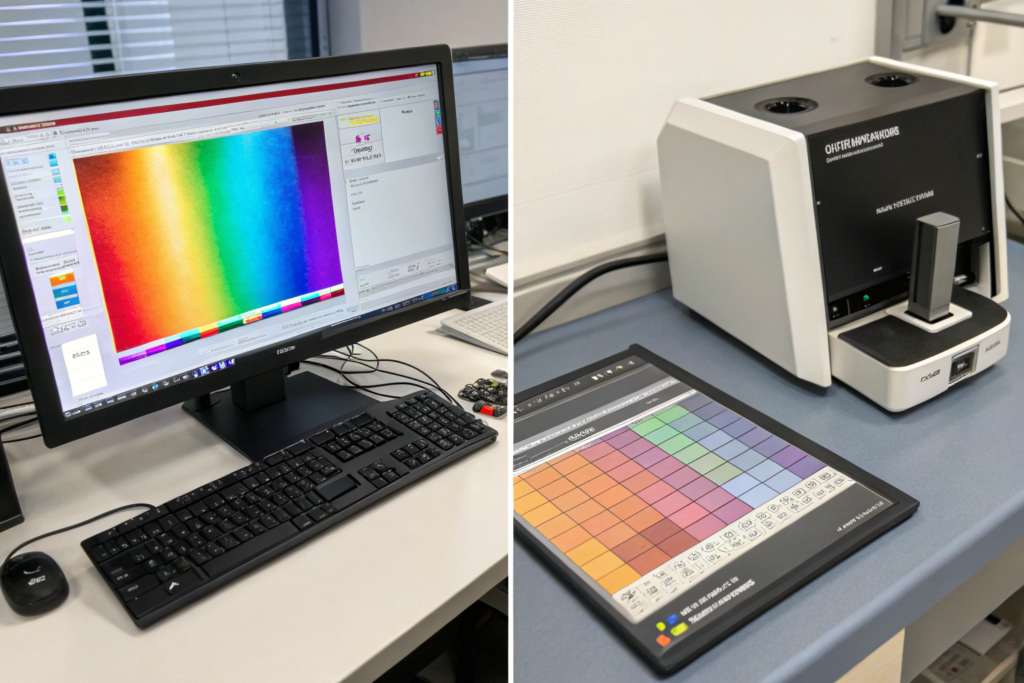
We've introduced a "digital lab dip" step as an optional accelerator. Our spectrophotometer measures the reflectance curve of your target Pantone color. Our color management software then simulates how that exact dye recipe will render on your chosen fabric base, accounting for the base fabric's natural color, fiber content, and surface texture. The simulation is displayed on a calibrated, color-accurate monitor, and we send you a high-resolution digital proof with a spectral data report showing the predicted Delta E against your target.
Is it perfect? No. A screen is still a screen, and backlit RGB color will never perfectly match a physical fabric sample viewed under reflected light. But the digital lab dip is about 90-95% accurate for most solid colors, and it allows you to eliminate obviously wrong directions in 24 hours instead of two weeks. You can look at five color variations on three fabric bases—that's 15 combinations—and narrow them down to your top two or three choices. Then we cut physical lab dips for only those finalists.
I had a swimwear brand client in Australia who needed to evaluate 12 color options for their recycled polyester jersey. We sent digital proofs within 48 hours. They eliminated 9 colors that clearly wouldn't work with their collection palette. We cut physical lab dips for the 3 remaining colors, and they approved one on the first submission. The entire color selection process took 8 days instead of the 6 weeks it would have required with purely physical sampling back-and-forth.
- Explore the technology behind spectrophotometer-based digital color simulation from the educational resources on the Datacolor digital color communication blog.
- Understand the limitations and accuracy of on-screen textile color proofing via the color management articles on the X-Rite textile color workflow guide.
How Do You Conduct a "Virtual Factory Tour" and Trust the Mill?
The biggest anxiety remote buyers share with me isn't about color matching or lead times. It's about the unknown. "Am I actually buying from a real mill with real machinery, or a trading company with a nice website and a rented showroom?" It's a fair question. The Keqiao textile cluster has thousands of intermediaries who present themselves as manufacturers. They take your order, mark it up 20%, and place it with a mill they've never visited either.
I've solved this trust problem with a simple policy: we show you everything, live, on your schedule. You don't tour a curated showroom. You tour the actual production floor, with the noise and the steam and the forklifts, through a video call that you control. Here's how we make virtual factory verification as credible as an in-person visit.

Why Do We Provide Live Video Walkthroughs of the Weaving Shed?
A pre-recorded factory video is marketing. I can film my cleanest corner on the tidiest day of the year, edit out the broken machine in the background, and make a 10-person operation look like a 100-person operation. A live video call with two-way audio is verification. You ask questions, you direct the camera, and you see the factory in real time, warts and all.
Here's how our virtual tour works. You schedule a 30-minute call with our production manager via Zoom or WeChat. The call starts in our weaving shed. You'll hear the rhythmic clatter of rapier looms—that's not something you can fake with a sound effect. The camera operator walks down the aisle between running looms. You can ask them to stop at a specific machine, zoom in on the brand label (our looms are Picanol and Itematech), and show you the electronic control panel displaying the current pick count and run speed.
You can ask to see the yarn inventory racks, the quality control inspection station, the greige fabric storage area. You can ask the loom operator—through the production manager translating—how long they've worked here, what they're weaving today, what the warp break rate is on that particular loom. The answers are unrehearsed and in real-time.
A Canadian workwear brand owner did this with us last spring. He asked to see the specific loom that would be weaving his 8,000-yard canvas order. We walked to loom number 14, showed him the warp beam with his yarn lot number written on the identification tag, and ran a slow-motion close-up of the weft insertion so he could see the pick density. He later told me that 30-minute call gave him more confidence in our operation than three in-person visits to other suppliers had given him.
- Learn about the capabilities and specifications of modern rapier looms from the technical documentation on the Picanol weaving machine product portal.
- Understand what to look for during a textile factory audit from the quality control checklists on the AsiaInspection factory audit preparation guide.
How Do We Maintain a "Client Portal" With Real-Time Production Updates?
A live tour builds initial trust, but trust decays over a 6-week production cycle without ongoing visibility. The anxiety creeps back in: "Is my order actually on the loom yet? Did the dye lot get approved? When is the container loading?" Most suppliers respond to these questions with vague reassurances or delayed email replies. The buyer spends weeks in an information vacuum, refreshing their inbox.
We've built a client portal that provides a real-time window into your order status. When you place an order with us, you receive a unique login to our production tracking dashboard. The dashboard shows your order's current stage in the production pipeline: "Yarn Sourcing," "Weaving In Progress," "Dyeing—Shot Sample Stage," "Finishing," "Final QC Inspection," "Packing," "Shipment Booked." Each stage is timestamped when it begins and ends.
For the "Weaving In Progress" stage, the portal shows the percentage complete based on the meters woven versus the total order quantity, updated daily. For the "Dyeing—Shot Sample Stage," you can view the spectrophotometer reading of your shot sample against your approved lab dip standard, with the Delta E value displayed. If the Delta E is 0.6, you can relax. If it drifts to 1.3, you can message our production coordinator directly through the portal and ask what's being adjusted.
The portal also hosts all your order documents—the approved lab dip scan, the fabric specification sheet, the signed proforma invoice, the pre-shipment inspection report—in one searchable location. A UK-based home textiles buyer told me she uses our portal to prepare her own internal production reports for her merchandising team, saving her 4 hours a week of email hunting and file organizing.
- Learn about production tracking and ERP systems for textile manufacturing from the industry case studies on the Datatex textile ERP solutions resource page.
- Understand the benefits of supplier transparency portals for remote supply chain management from the logistics articles on the Freightos supply chain visibility blog.
What Digital Tools Do We Use for Long-Distance Color Approval?
Color approval at a distance is the most failure-prone step in remote fabric sourcing. I've analyzed our historical sampling data, and approximately 60% of first-submission lab dips require some adjustment. The reason is almost never that our dye lab made a mistake. It's that the client viewed our digital photo of the lab dip on an uncalibrated laptop screen under warm office lighting, while we evaluated the same physical sample under D65 standard daylight in our color assessment cabinet. We're literally looking at two different colors.
Solving this requires removing subjectivity from the process as much as possible, replacing "looks good to me" with measured spectral data that is independent of lighting conditions and screen calibration. Here are the two primary tools we've deployed to close the color communication gap.
How Does Our Spectrophotometer Data Remove Subjectivity From "Navy Blue"?
"Navy blue" is not a color. It's a category of colors that spans from a slightly greenish dark blue to a slightly reddish dark blue to a nearly black blue. I've had clients reject lab dips as "too purple" when the measured Delta E against their own reference swatch was 0.4—a difference that's functionally invisible to the human eye under D65 lighting. Their perception was influenced by the warm LED lighting in their design studio, which emphasized the red undertones.
Our spectrophotometer eliminates this ambiguity. When we produce a lab dip, we don't just take a photograph. We measure the dip's reflectance curve across the visible spectrum (400-700 nanometers) and generate a digital color fingerprint. We compare this fingerprint to your target—whether that's a Pantone TCX reference, a physical swatch you mailed us, or a previous production batch—and calculate the Delta E using the CMC 2:1 color difference formula, which weights lightness, chroma, and hue differences in a way that correlates with human visual perception.
The report we send you alongside the physical lab dip includes the LAB* coordinates of both the target and the submission, the Delta E value for each component (DL for lightness difference, DC for chroma difference, DH for hue difference), and a pass/fail assessment based on your agreed tolerance. For most fashion applications, we use a Delta E tolerance of 1.0. For critical matching—think a trim fabric that sits directly against a woven body—we tighten to 0.6.
This data gives you an objective basis for approval or rejection. If the Delta E is 0.8 but you still think it "looks wrong," the component breakdown tells you why. Maybe the DL is 0.7, meaning the dip is slightly lighter than the target. You can request a shade adjustment specifically to darken the dip, rather than a vague "make it bluer."
- Learn the CMC 2:1 color difference formula and its application in textile quality control from the technical education resources on the Datacolor CMC color tolerance guide.
- Understand how spectrophotometers measure and quantify textile color from the instrumentation resources on the X-Rite textile spectrophotometer technology page.
Can We Send a "Digital Shade Band" to Define Acceptable Variation?
A single lab dip represents one point in the acceptable color space. But bulk production inherently involves some shade variation from batch to batch, roll to roll, and even edge to center within a single roll. If you approve only one precise shade, you're setting yourself up for a quality dispute because some part of every bulk order will fall slightly outside that single-point standard.
The solution is a shade band—a set of physical or digital references that define the acceptable range of variation around the target color, from the lightest acceptable shade to the darkest acceptable shade. In traditional in-person sourcing, this is done with physical "shade blanket" samples cut and mounted on a card.
We've digitized this process. For clients who cannot receive physical shade band samples in time, we produce a digital shade band. Our color software takes the approved lab dip's reflectance curve and mathematically generates a series of simulated shades with incremental Delta E steps in the lightness, chroma, and hue directions. The result is a digital reference card showing the target color in the center, surrounded by the "boundary" shades—the lightest acceptable, the darkest acceptable, the most saturated acceptable, the most desaturated acceptable.
We send this digital shade band as a PDF with embedded spectral data. You review it on your screen (or print it on a calibrated printer) and sign off on the acceptable boundaries. This digital shade band then becomes the production standard for our QC team. When we inspect the bulk fabric, our spectrophotometer compares each roll against not just the single target point, but against the entire shade band. Rolls that fall within the band are approved. Rolls outside the band are rejected. This eliminates the "it doesn't exactly match the lab dip but it's close" gray area that generates endless email chains.
- Read about shade band methodology and color sorting in textile bulk production from the technical guides on the Datacolor shade sorting and 555 system resource page.
- Understand the principles of digital color communication and PDF-based color references via the Pantone digital color standards and tools education hub.
How Do We Handle Third-Party Inspection and Testing Remotely?
You might trust our in-house quality control based on the virtual tours and the portal updates, but at some scale, you need independent verification. Your investors, your retail buyers, or your own compliance team may require third-party proof that the fabric meets specifications before you release payment. This is standard practice and I encourage it—a supplier who resists third-party inspection is a supplier with something to hide.
We've integrated remote third-party inspection into our standard workflow. You don't need to fly an inspector from your headquarters to Keqiao. You can hire an accredited inspection agency like SGS, Bureau Veritas, or AsiaInspection, and they'll conduct the audit on your behalf with full access to our facility and real-time reporting back to you.

What Is the "Pre-Shipment AQL 2.5" Protocol We Welcome?
AQL stands for Acceptable Quality Limit, and AQL 2.5 is the most common standard for textile and apparel inspections. It means that in a random sample of the production lot, a defect rate of up to 2.5% for major defects (and up to 4.0% for minor defects) is considered acceptable. If the defect rate exceeds these thresholds, the entire lot fails inspection and must be re-inspected after corrective action.
We welcome pre-shipment AQL inspections as a standard part of our export process. Here's how it works. When your order is 100% complete and packed—not before—you notify us that you want a third-party inspection. You can either hire the inspection agency directly and have them contact us for scheduling, or we can coordinate the inspection on your behalf with an agency you select. The inspector arrives at our facility, usually within 48 hours of scheduling.
The inspector pulls random cartons from your shipment based on the AQL sample size table. For a 5,000-yard order, they might inspect 200 yards drawn from 20 different cartons. They grade every defect against the AQL standard: holes, stains, shade variation, skew, printing defects, selvage damage. They also verify the fabric weight, width, and composition against your specification sheet. The inspection report, with photos of any defects found, is emailed to you within 24 hours. You review it and give us the green light to ship—or the red light to rework.
Last year, a U.S. military uniform supplier ordered 12,000 yards of ripstop nylon from us with a mandatory third-party inspection clause in the contract. The SGS inspector spent six hours in our warehouse, pulled 315 yards across 32 cartons, and found zero major defects. The inspector told our QC manager it was one of the cleanest textile inspections he'd conducted in his five years in China. That report went directly to the end client's procurement department and secured a three-year supply contract renewal.
- Learn the AQL 2.5 sampling methodology and defect classification system from the inspection standards on the AsiaInspection AQL sampling guide page.
- Understand the scope and process of a pre-shipment textile inspection from the service descriptions on the SGS textile and apparel inspection services portal.
How Do We Facilitate Independent Lab Testing for Fiber Content Claims?
A visual inspection can catch surface defects, but it can't verify fiber composition. If your fabric is labeled "100% organic cotton" and it actually contains 3% polyester contamination, you have a legal problem when it's sold in markets with strict labeling laws like the U.S. (under the Textile Fiber Products Identification Act) or the EU.
We support independent fiber content testing as part of the remote ordering process. Before we ship your bulk order, we'll cut a sample from the production lot—randomly selected, not a pre-prepared "golden sample"—and send it to an ISO 17025 accredited lab of your choice. Common choices include SGS, Intertek, or Bureau Veritas. The lab runs a chemical dissolution test to determine the exact fiber composition percentage, and the report is sent directly to you from the lab, not from us.
For organic cotton specifically, the test goes beyond composition to verify the absence of GMO contamination and pesticide residues, per GOTS or OCS certification standards. The test results are valid for the specific production lot sampled. If you reorder six months later, we re-test the new lot.
A baby clothing brand from Denmark requires this protocol for every shipment. Their consumers are extremely sensitive to fiber content claims and the brand's entire marketing is built on "100% GOTS organic cotton, verified." Our willingness to submit to random third-party fiber testing was the deciding factor in their decision to move their entire fabric sourcing to Shanghai Fumao from a Turkish supplier who kept making excuses about testing delays.
- Learn about the ISO 17025 standard for testing laboratory competence from the accreditation resources on the ANSI National Accreditation Board laboratory accreditation portal.
- Understand the GOTS certification requirements for organic cotton fiber content and processing from the official Global Organic Textile Standard certification criteria page.
Conclusion
Ordering fabric from China without visiting the mill isn't a second-best compromise. It's a modern sourcing model that, when executed properly, gives you more data, more control, and more transparency than a rushed in-person visit where you spend half the day in a minivan and the other half in a showroom that may or may not be connected to the actual production floor.
We've built the infrastructure for remote confidence: physical header samples that arrive at your desk in five days, digital lab dips that narrow your color options in 48 hours, live video walkthroughs where you direct the camera and ask unrehearsed questions, a client portal that shows your order progressing through each production stage in real time, spectrophotometer data that replaces subjective color opinions with measured spectral evidence, and a full embrace of third-party AQL inspections and independent lab testing so you never have to take our word for anything.
If you've been hesitating to source directly from China because you can't make the trip, that hesitation is costing you margin and limiting your creative options. You can start the process right now with a simple email to Elaine at elaine@fumaoclothing.com. Tell her what fabric you're looking for—fiber, weight, hand feel, end-use, target price point—and she'll have header samples on your desk within a week. You'll see, touch, and measure the quality before you commit a single dollar to production. That's the kind of trust-building that no website or catalog can deliver.