

You are reading a supplier's quotation. Under "Yarn Quality," you see two options: carded cotton at $3.80 per kilo and combed cotton at $5.20 per kilo. The price gap is 37%. You stare at the two numbers, wondering if your customer will actually feel the difference or if this is just an industry upsell. You are tempted to save the money. Nobody can see the inside of a yarn, right? Then you remember the tee shirt you bought last year that developed a rough, sandpapery texture after five washes, while another tee from a different brand still feels silky smooth two years later. That difference was not the fabric weight. It was the combing.
Carded and combed cotton are not grades of the same thing. They are fundamentally different manufacturing processes that produce yarns with different fiber alignment, different short-fiber content, and a different surface character. The combing machine removes short fibers and aligns the long ones. The carding machine does not. At Shanghai Fumao, I run both carded and combed yarns into different products for different markets, and I specify combing when the end-use demands a smooth, pill-resistant, high-definition surface. I want to show you what actually happens inside the carding and combing machines, how to see the difference with your own eyes, and when the extra $1.40 per kilo is the best money you will spend on your entire garment.
What Physically Happens to Cotton Fibers During Carding?
Carding is the first real textile process that raw cotton undergoes after opening and cleaning. It is brutal, essential, and ancient in concept. A carding machine is a series of large rotating cylinders covered in millions of fine wire points. The raw cotton tufts are fed into the gap between a main cylinder and a series of moving flats. The wire teeth tear the tufts apart, separate the individual fibers, and lay them roughly parallel into a thin, continuous web. The web is condensed into a soft, rope-like strand called a card sliver. Carding removes some trash—leaf fragments, seed coat fragments, dirt—but it does not remove short fibers. It does not align the fibers perfectly. It makes a sliver that is clean enough to spin, but not refined.

How Does the "Carding Web" Reveal the Presence of Neps and Trash?
A nep is a tiny tangled knot of immature or dead cotton fibers. Neps are invisible in the raw bale, but the carding action makes them visible. As the wire teeth tear the fiber tufts apart, they roll the short, immature fibers into tight little balls. A good carding setup minimizes nep formation, but it cannot eliminate it. The card web, when held up to a light, will show small dark specks. Those specks are a mix of neps, seed coat fragments, and residual plant debris.
A carded yarn retains these imperfections. They are spun into the yarn and become part of the fabric surface. On a dyed fabric, neps often appear as tiny white or light-colored specks because the dense fiber tangle resists dye penetration. This is the "natural cotton" aesthetic that some brands deliberately embrace. But if you are aiming for a clean, uniform, premium surface, those specks are defects. Carding alone cannot remove them. Combing can.
Why Does Carding Leave Short Fibers in the Sliver?
The carding machine separates fibers by tearing. It does not sort by length. Every fiber that enters the card—long, short, mature, immature—passes through to the card sliver. The cotton boll, in nature, produces fibers of wildly varying lengths, from 10mm to 40mm on the same seed. The card preserves this distribution.
The short fiber content of a carded sliver is typically 12% to 18% by weight for upland cotton. These short fibers are the root cause of yarn unevenness, low strength, and pilling in the finished fabric. They do not contribute to yarn strength because they are shorter than the critical fiber length needed for effective twist binding. They float loosely in the yarn structure, waiting to migrate to the surface and form pills. Carded cotton is perfectly suitable for denim, canvas, and heavy twills where surface smoothness is not the primary requirement. For fine-gauge knitwear and luxury shirting, the short fibers must come out.
How Does the Combing Process Remove Short Fibers and Neps?
Combing is the great upgrade. It is a separate, additional process that happens after carding and before the final drawing and spinning. The carded sliver is fed into a combing machine, where a series of fine-toothed combs passes through the fiber fringe with microscopic precision. The short fibers—those below a preset length threshold—are combed out as waste. The neps are untangled or removed. The remaining long fibers are laid perfectly parallel. The output is a combed sliver that is smoother, stronger, and more uniform than anything carding can produce. Combing is expensive because it is slow and it generates waste. The removed short fibers, called noils, are sold off cheap for low-grade products. The cost of the noils is built into the price of combed yarn.

What Are "Noils" and How Much Fiber Is Lost During Combing?
Noils are the short fibers, neps, and residual trash removed by the combing machine. They are not waste in the garbage sense—they are sold to manufacturers of mops, low-cost open-end yarns, and non-woven products—but they are waste relative to the high-quality combed sliver. The noil percentage is the weight of noils removed divided by the weight of the original card sliver.
A typical combing process removes 15% to 20% of the fiber mass as noils. That means for every 100 kilos of carded sliver entering the combing machine, only 80 to 85 kilos of combed sliver exits. The rest is downgraded to by-product. This mass loss is the primary driver of the combed cotton price premium. You are not paying extra for a gentler process. You are paying for the 15% to 20% of the cotton that was intentionally removed and sold at a loss to improve the remaining 80%. When a buyer questions the combed cotton premium, I show them the noil collection bin. That bin is full of expensive cotton that was sacrificed for quality.
How Does "Parallelization" During Combing Improve Yarn Strength?
Fiber parallelization is the degree to which the individual fibers in a sliver are aligned in the same direction. Carded sliver has moderate parallelization. The fibers are roughly oriented but crisscross at angles. Combed sliver has very high parallelization. The fibers are aligned like uncooked spaghetti in a box.
This alignment has a direct mechanical effect on yarn strength. When fibers are parallel, the twist applied during spinning binds them efficiently. Every fiber contributes its full tensile strength to the yarn because it is loaded along its axis, not at an angle. When fibers are crisscrossed, the twist cannot bind them all effectively, and the yarn strength is lower. Combed cotton yarn is typically 15% to 25% stronger than carded cotton yarn of the same count and twist. This strength advantage translates to fewer yarn breaks during knitting and weaving, higher production efficiency, and a stronger finished fabric that resists tearing and abrasion.
How to Visually Distinguish Combed from Carded Fabric?
You should not need a lab report to tell carded from combed. The visual and tactile differences are distinct once you know what to look for. Carded fabric has a soft, slightly fuzzy surface with occasional visible specks. Combed fabric has a clean, smooth, almost lustrous surface. The difference is most visible on fine-gauge knits and light-colored fabrics where the nep specks stand out. A quick visual inspection with a bright light at a low angle will reveal the truth.
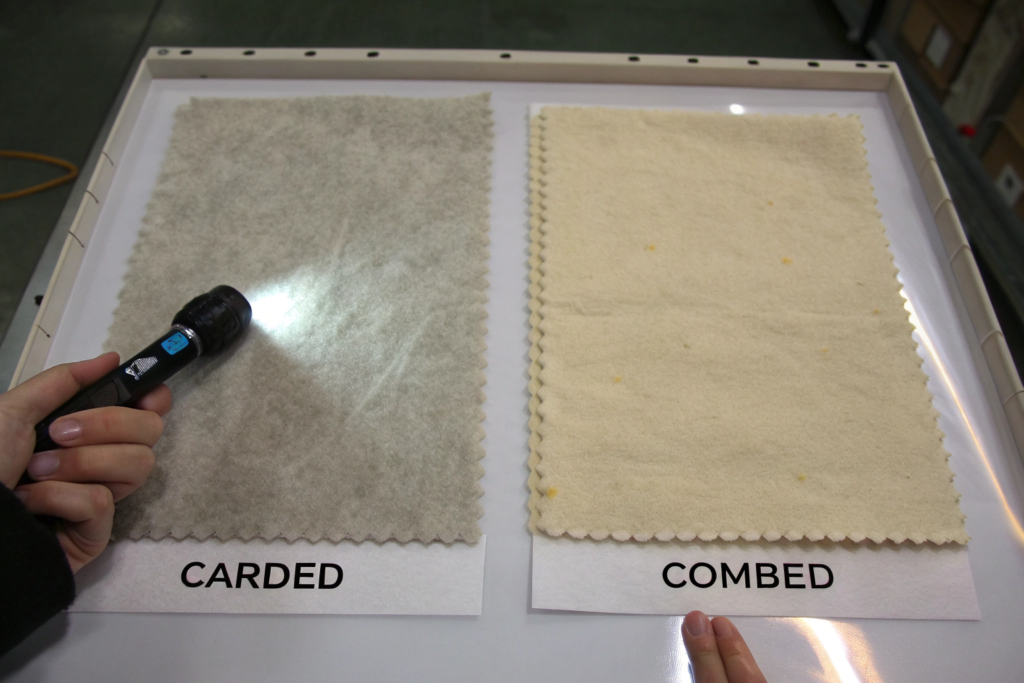
What Does the "Surface Hairiness Test" Reveal Under a Light?
Hold the fabric under a bright, directional light source—a desk lamp or a phone flashlight—at a low angle to the surface. The light will catch the tiny fiber ends protruding from the yarn surface. On a carded fabric, the surface will show a visible halo of fine, fuzzy fibers. The light scatters off this halo, making the surface look matte and slightly dusty.
On a combed fabric, the surface halo is dramatically reduced. The fiber ends that remain are fewer and shorter. The light reflects more cleanly off the smooth yarn surface, giving the fabric a subtle natural luster. This is not a chemical finish. It is the physical consequence of removing the short, light-scattering fibers. I keep a small LED inspection light on my desk specifically for this test. A buyer can learn to distinguish carded from combed in under a minute with nothing more than a flashlight and a known combed reference sample.
Why Do Carded Fabrics Show More "Neps" After Dyeing?
Neps are the hidden enemy that dyeing exposes. A carded sliver contains hundreds of neps per gram, but they are the same color as the raw cotton and barely visible in the greige state. When the fabric is dyed, the neps absorb dye differently than the surrounding yarn. A dense, tangled nep resists dye penetration. On a dark navy or black fabric, the neps appear as tiny white or light-colored specks that stand out sharply against the dark background.
Combed fabric, with its neps removed, dyes clean and uniform. The surface is free of the distracting white specks. This is why premium dark-colored knitwear almost always specifies combed cotton. The specks are a dead giveaway of a carded yarn, and they are visible to the consumer even if they do not know what a nep is. I have had brands reject carded fabric for dark colors not because they insisted on combed upfront, but because the speckled surface looked "dirty" or "dusty" compared to their sample. If your collection includes dark solid colors, combed cotton is not an upgrade. It is a baseline requirement.
When Should You Invest in Combed Cotton for Your Specific Product?
Combed cotton is not universally necessary. Carded cotton is not universally inferior. The right choice depends on the garment's end-use, the fabric weight, the dye depth, and the brand positioning. I have talked brands out of combed cotton when their product did not need it, and I have insisted on combed when the product would fail without it. The decision is a function of surface visibility, skin contact, and price point.

When Is Carded Cotton the Better Choice for Vintage and Heavyweight Looks?
Carded cotton has a rustic authenticity that combed cotton cannot replicate. The slight fuzz, the occasional nep, the matte surface—these characteristics read as "natural," "heritage," and "vintage." A heavyweight loopback sweatshirt in carded cotton feels like a 1950s gym class staple. The same sweatshirt in combed cotton feels like a modern luxury interpretation. Both have a market, but the brand story must match the yarn.
Denim is almost exclusively carded. A combed denim would look wrong—too clean, too uniform, too slick for the rugged workwear heritage the fabric carries. Heavy canvas tote bags, work jackets, and utility pants all benefit from the tactile, slightly irregular character of carded cotton. I produce a 400 GSM carded cotton french terry for a workwear brand that specifically markets the "authentic, unrefined texture." Their customer wants the nep. It is proof of the cotton's natural origin. Combing would strip away the very quality they are selling.
Why Do Fine-Gauge Knits and Luxury Tees Require Combed Cotton?
Fine-gauge knits—24 gauge and finer, typical of luxury tee shirts and lightweight polo collars—use very fine yarn counts, often 60s, 80s, or even 100s Ne. A yarn this fine has very few fibers in its cross-section. In a carded version, a significant fraction of those fibers would be short, immature, or nepped. The yarn would be weak, uneven, and prone to breaking during knitting. It simply would not run on a fine-gauge machine.
Combed cotton is not a luxury preference for fine-gauge knits. It is a production necessity. The short fibers must be removed to spin a fine, strong, even yarn. The resulting fabric has a smooth, silky surface that feels cool against the skin and drapes fluidly. This is the fabric of the $80 premium tee shirt. The combing cost is real, but the product is impossible without it. At Shanghai Fumao, I produce combed cotton single jersey in 60s and 80s counts for luxury apparel brands. The yarn count alone forces the combing decision. Carded cotton simply cannot spin that fine with acceptable quality.
Conclusion
The difference between carded and combed cotton is not a marketing term. It is a physical, measurable, and visible consequence of whether the cotton sliver passed through a combing machine or not. Carding opens and cleans the fibers but leaves the short fibers and neps in the sliver. Combing removes 15% to 20% of the fiber mass as noils and aligns the remaining long fibers into a smooth, strong, uniform sliver. The result is a yarn that is stronger, smoother, and cleaner, and a fabric that resists pilling, dyes uniformly, and reflects light with a subtle luster. Carded cotton has its place—in rustic, vintage, and heavyweight applications where the natural texture is an asset. Combed cotton is mandatory for fine-gauge knits, dark solid colors, and any garment positioned as premium.
At Shanghai Fumao, I stock both carded and combed yarns across a range of counts, and I guide my clients toward the right choice based on their product, their price point, and their brand story. If you are developing a new fabric and are unsure whether carded or combed is the right call, please reach out to our Business Director, Elaine. She can send you a swatch pack with carded and combed versions of the same fabric weight so you can feel the difference in your own hands. Email her at elaine@fumaoclothing.com. Let us match the yarn quality to the garment quality your brand deserves.








