

You invested in the good fabric. Not the cheap stuff from the anonymous Alibaba listing, but the premium, long-staple Supima cotton jersey from a reputable mill. You paid extra. You built the garment, marketed it as "heirloom quality," and sold it at a price that reflected that promise. Three months later, a customer emails you with photos. The inner arm of the sweater is covered in a constellation of tiny, rough balls. The fabric looks tired, old, and cheap. You feel a wave of embarrassment, then confusion, then anger. You were promised quality. The hand feel was beautiful. How did this happen?
Pilling is not necessarily a sign of cheap fabric. It is a sign of a mechanical mismatch between the fiber, the yarn structure, and the knitting tension. Even the most expensive natural fibers—cashmere, merino, long-staple cotton—can pill if the spinning method traps too many short fibers near the yarn surface, or if the knitting gauge is too loose for the yarn count. At Shanghai Fumao, I have debugged pilling problems for brands that were using $30-a-kilo yarn and getting returns, and the root cause was rarely the raw fiber price. It was the engineering. I am going to explain the physics of pill formation, why soft yarns paradoxically pill more, and exactly how to write an anti-pilling specification in your next purchase order.
What Is the Mechanical Process That Creates a Fabric Pill?
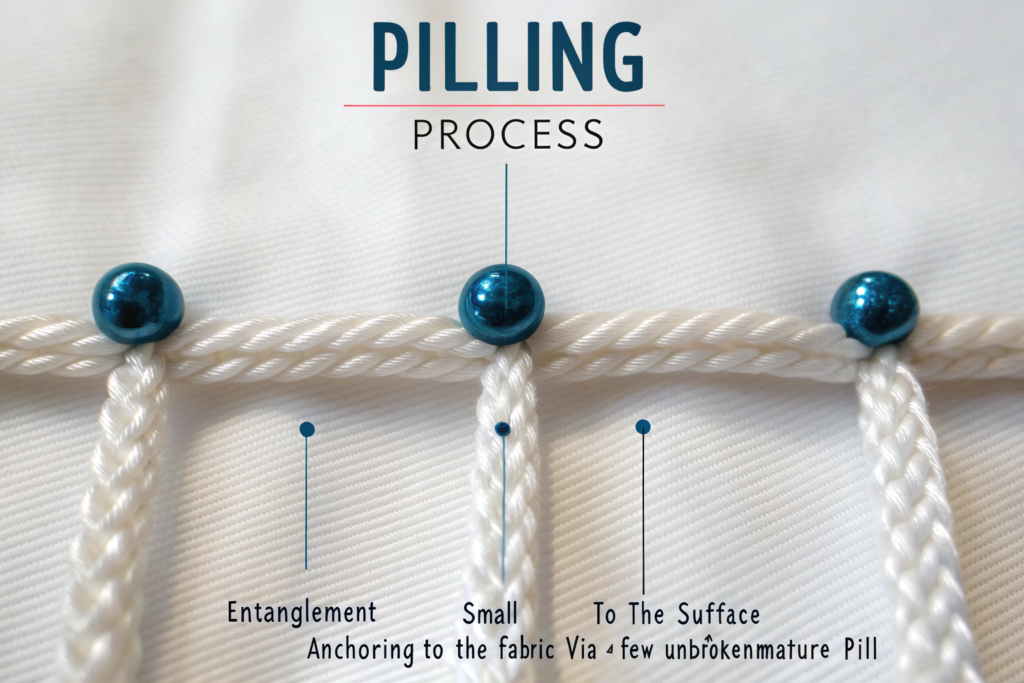
A pill is not a defect that arrives fully formed from the knitting machine. It is the end result of a four-stage mechanical lifecycle that unfolds over weeks of wear and washing. Understanding this lifecycle is the key to predicting which fabrics will pill and which will not. The raw material quality matters, but the physical mechanism is the same whether the fiber is $5 per kilo or $50 per kilo. The stages are: fiber migration, entanglement, anchoring, and wear-off. A fabric that looks perfect on day one may have already completed stage one by the time it leaves the mill.
How Does "Fiber Migration" Start the Pilling Lifecycle?
Fiber migration is the slow, invisible drift of short fiber ends from inside the yarn to the surface. Every spun yarn, no matter how high the quality, contains fibers of varying lengths. The short fibers—those less than about 12 millimeters for cotton—are not fully trapped by the twist. They are held loosely in the yarn structure. When the fabric rubs against itself, against a seatbelt, against a desk surface, those short fiber ends are pushed outward through the gaps between the longer fibers. This is migration.
The softer the yarn, the more migration-prone it is. A soft-hand finish like a silicone wash lubricates the fiber surfaces and reduces friction, which accelerates migration because the short fibers slide past the long fibers more easily. This is the cruel paradox of knit fabric: the same finishing process that makes the fabric feel luxurious also loosens the short fibers that will become pills. I have seen brands demand an ultra-soft hand feel and then complain about pilling six months later. You cannot have both extremes. You have to choose your priority.
Why Do Some Pills Fall Off While Others Anchor Permanently?
Once the short fibers have migrated to the surface and entangled into a tiny ball, the pill faces a critical moment. If the anchoring fibers that hold the pill to the fabric surface are weak and break easily, the pill detaches during the next wash cycle and disappears. This is called "self-cleaning" and is characteristic of fabrics made from long-staple fibers with high twist. The pills form but fall off before the customer notices them.
If the anchoring fibers are strong—typically synthetic fibers like polyester or nylon blended into the yarn—the pill remains permanently anchored. The cotton fibers in the blend may wear away, but the polyester filaments hold the pill like a steel cable. This is why a 100% long-staple cotton jersey will often pill initially and then stop, while a cotton-polyester blend will pill continuously throughout its life. The synthetics refuse to let go. If you are developing a knit fabric and want to understand the technical standards, looking into the ICI pilling box test method and rating scale will help you quantify what you see.
Why Do "Soft" Yarns Often Pill More Than Rough Ones?
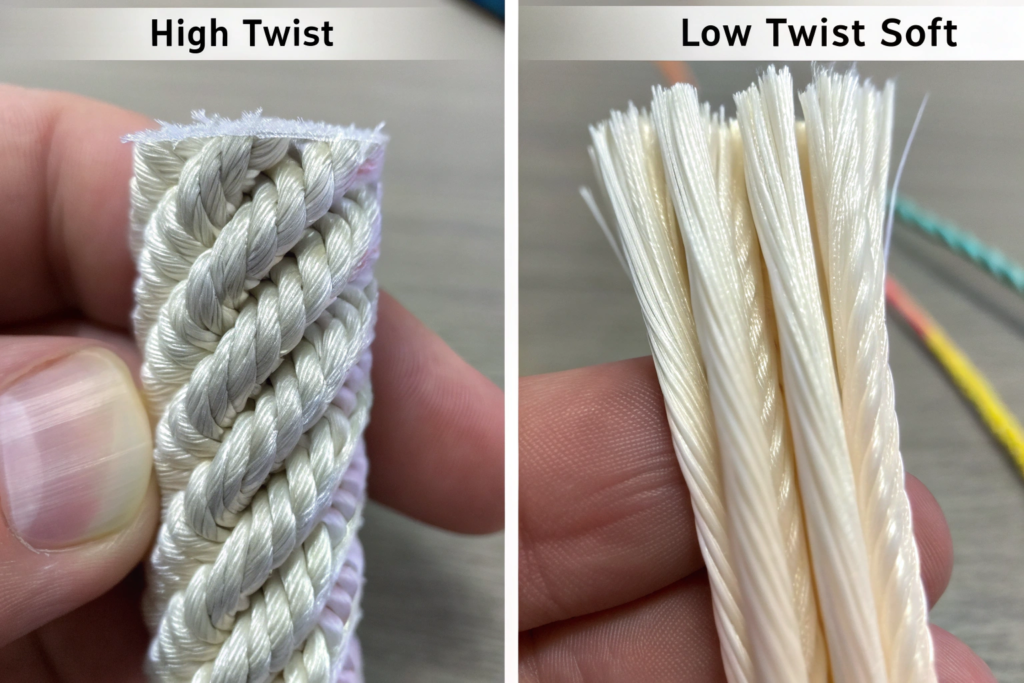
The softness of a yarn is largely a function of its twist level and the length of its fibers. A high-twist yarn compresses the fibers together, locking short ends inside the structure where they cannot migrate. A low-twist yarn leaves the fibers more parallel and less bound, creating a soft, lofty hand feel but also leaving countless short fiber ends near the surface, ready to migrate. The same fiber, spun two different ways, will produce dramatically different pilling performance. The consumer asks for softness. The textile engineer knows softness is a pilling risk.
What Is "Low Twist" and How Does It Sacrifice Durability for Hand Feel?
Twist is measured in turns per inch. A standard ring-spun cotton yarn for a jersey tee might have 18 to 22 turns per inch. A low-twist yarn for a soft-hand sweater knit might have 10 to 14 turns per inch. Those missing twists per inch are the difference between a yarn that holds its fibers and a yarn that sheds them.
The physics is straightforward. Twist creates transverse pressure between fibers. The higher the twist, the tighter the fibers are squeezed together, and the more friction resists fiber migration. The lower the twist, the looser the fiber bundle, and the easier it is for a short fiber to slide out. The low-twist yarn feels softer because the fibers can move and bend more freely against the skin. But that freedom is also what allows them to migrate to the surface and form pills. I produce a 16 TPI ring-spun cotton jersey for a brand that prioritizes hand feel, and I produce a 22 TPI version for a brand that prioritizes durability. The fiber is identical. The twist is the variable. The pilling performance is night and day.
How Does "Staple Length" Determine Pilling Resistance?
Staple length is the average length of the individual fibers in a yarn. Long-staple cotton, like Egyptian Giza or American Supima, has fibers typically 35 to 40 millimeters long. Short-staple cotton, like generic upland cotton, has fibers typically 22 to 28 millimeters long. The difference in pilling resistance is not proportional. It is exponential.
A long fiber has a larger surface area in contact with neighboring fibers, meaning more friction holding it in place. It also has a longer path to travel before its end reaches the yarn surface. A short fiber is already near the surface because its entire length is comparable to the yarn radius. Switching from a 28mm staple to a 37mm staple cotton can reduce pilling by 50% to 80%, even with the same twist level and the same knitting gauge. At Shanghai Fumao, I specify long-staple cotton for any knit fabric that will be garment-dyed or heavily washed, because the wet processing accelerates migration, and only the long fibers survive the process with enough integrity to resist pilling.
How Does Knitting Tension and Gauge Influence Pilling?
The knitting machine is not a neutral actor in the pilling story. The stitch length, the yarn tension, and the needle gauge all determine how much freedom individual fibers have to move. A loose knit with long stitch loops creates gaps between yarns where friction occurs. A tight knit with short stitch loops locks the yarns together and limits the movement that drives fiber migration. The same yarn, knitted at two different gauges, will have two different pilling outcomes. The mill's machine settings are as important as the yarn specification.

What Is "Stitch Density" and How Does It Lock Fibers in Place?
Stitch density is the number of stitches per square inch of knitted fabric. A high stitch density means the loops are small, tight, and closely packed. A low stitch density means the loops are large, loose, and open. Stitch density is the knitter's primary tool for controlling fabric stability.
When stitch loops are tight, the yarns press firmly against each other at the interlocking points. This pressure restricts the movement of individual fibers within the yarns. The short fibers cannot easily slide past their neighbors because the entire yarn is compressed. When stitch loops are loose, the yarns have room to move relative to each other, and that movement generates the abrasion that drives fiber migration. I always specify a minimum stitch density for anti-pilling knits. For a 30s single jersey in long-staple cotton, I target 36 to 40 stitches per square inch. Below that, the fabric feels softer and drapier, but the pilling risk rises sharply.
Why Does "Yarn Tension" During Knitting Create Weak Points?
Yarn tension on the knitting machine must be uniform. If the tension is too high on one feed and too low on another, the fabric will have alternating tight and loose courses. The loose courses are pilling weak points. The loops are elongated, the yarn is under less compression, and the fiber ends have more freedom to migrate.
Tension variation is a machine setup and maintenance issue. Worn needle hooks, dirty yarn guides, and improperly calibrated tensioners all create irregular stitch formation. A mill that does not regularly maintain its knitting machines will produce fabric that pills unevenly, with pilling concentrated in specific course-wise bands. I can see a tension problem in a pilled garment by looking at where the pills cluster. If they cluster in horizontal bands, the knitting machine had a tension oscillation. If they cluster across the entire garment evenly, the problem is the yarn or the finishing, not the knitting setup.
How to Specify an Anti-Pilling Treatment in Your Fabric Order?
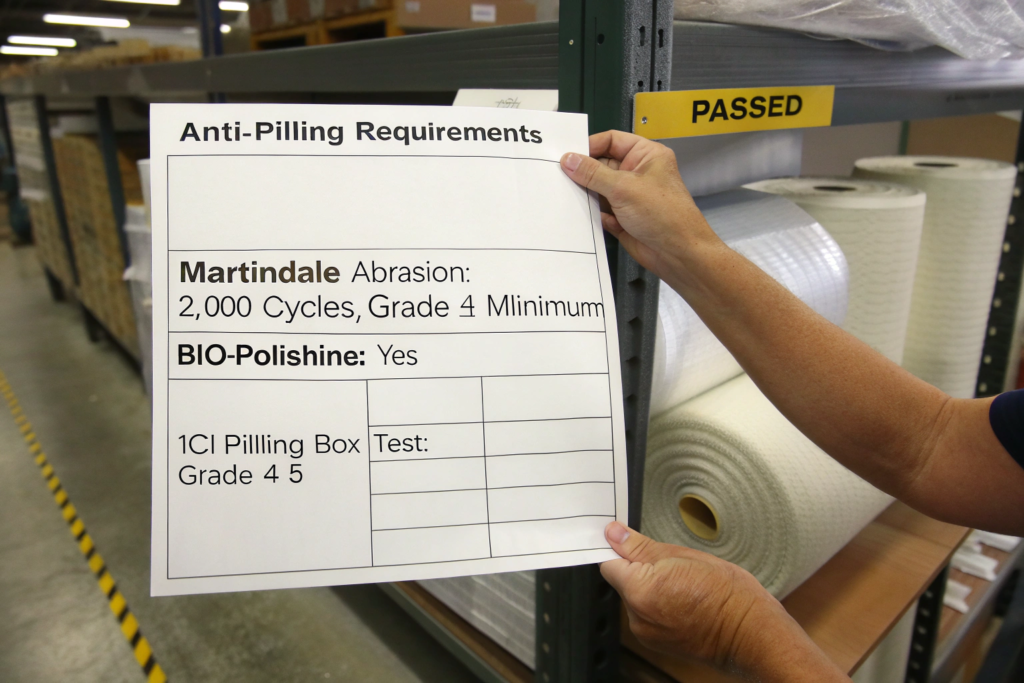
You cannot wish pilling away. You cannot assume the mill will use an anti-pilling treatment just because the fabric is expensive. You must write the anti-pilling requirement into the specification sheet with a specific test method, a specific cycle count, and a specific minimum rating. A vague request for "good pilling resistance" is ignored. A precise specification for "ASTM D4970 Martindale, 2,000 cycles, minimum Grade 4" is enforceable in a quality dispute. I write these specifications daily at Shanghai Fumao, and I can tell you exactly what to ask for.
What Is the "Bio-Polishing" Enzyme Treatment and How Does It Work?
Bio-polishing is a wet finishing process that uses cellulase enzymes to eat the short, loose fiber ends off the fabric surface. The enzymes are selective. They hydrolyze the disordered, easily accessible cellulose of the short fiber ends, but they leave the ordered, crystalline cellulose of the main fiber body intact. The fabric emerges from the bio-polishing bath with a cleaner surface and far fewer loose fiber ends available to migrate and form pills.
Bio-polishing adds cost—roughly $0.10 to $0.30 per kilo of fabric—and it slightly reduces the fabric weight because material is being removed. But the improvement in pilling resistance is dramatic. I bio-polish every high-end cotton knit that leaves Shanghai Fumao unless the buyer specifically opts out. The process also improves the surface smoothness and color clarity because the fuzz that scatters light is gone. If you are ordering a premium cotton knit, ask for "cellulase bio-polishing" by name. It is the single most effective anti-pilling intervention available.
How to Write an ASTM D4970 or ICI Pilling Test into Your QC Protocol?
The two standard pilling test methods are the Martindale method under ASTM D4970 and the ICI Pilling Box method under ISO 12945-2. The Martindale rubs the fabric against a standard abradant in a circular motion for a specified number of cycles. The ICI box tumbles fabric samples inside a cork-lined box to simulate gentle, random abrasion.
Your specification should state the method, the cycle count, and the minimum acceptable grade. For a premium knit hoodie, I recommend: "ASTM D4970 Martindale, 2,000 cycles, minimum Grade 4 per ASTM D4970 rating scale." Grade 4 means "slight pilling," visible only under close inspection. Grade 3 means "moderate pilling," which is acceptable for a low-cost basic tee but not for a premium garment. Grade 2 is a failure for any apparel application. The test costs about $100 at a third-party lab and takes a week. It is the cheapest insurance policy you will ever buy for your brand's quality reputation.
Conclusion
Pilling on an expensive knit fabric is not a moral failing of the fiber. It is a predictable, mechanical outcome of the wrong combination of fiber staple length, yarn twist, knitting tension, and finishing. Soft, low-twist yarns feel luxurious but sacrifice fiber retention. Loose knitting gauges create abrasion zones that accelerate fiber migration. Synthetic blend fibers anchor pills permanently instead of letting them fall off. The good news is that every one of these variables is controllable. You can specify long-staple cotton, request a higher stitch density, ask for cellulase bio-polishing, and write an ASTM D4970 Grade 4 requirement into your QC protocol.
At Shanghai Fumao, I build knit fabrics with the end-use pilling performance in mind from the yarn selection stage. I stock long-staple cotton yarns, I run tight-gauge knitting setups for durability-focused clients, and I bio-polish as a standard step for premium jersey and fleece. If you are developing a knit garment and want to ensure it still looks pristine after a season of wear, please reach out to our Business Director, Elaine. She can send you pilling test reports from our recent lots and a swatch pack that demonstrates the hand feel difference between standard and bio-polished finishes. Email her at elaine@fumaoclothing.com. Let us make sure your expensive fabric stays looking expensive.








