
You're a streetwear brand owner staring at your 2026 line plan right now, and the panic is real. Your last drop sold out in 72 hours, but the returns hit 14% because the hoodie fabric pilled like crazy after three wears and the puff print cracked into a spiderweb on the first wash. Your Discord community is roasting the quality in the comments—screenshots flying everywhere. Worse, your manufacturer in Vietnam just emailed saying the custom 450GSM heavyweight fleece you designed won't be ready for another six weeks because their knitting machine broke down and the replacement part is stuck somewhere in Singapore customs. You're bleeding hype, and every day of delay is a day your competitors are dropping fresh capsules. You need a fabric partner who understands that in streetwear, the garment isn't just clothing—it's a cultural artifact, and if the physical product betrays the digital aesthetic, your brand credibility evaporates overnight.
Here's the unfiltered answer from someone who's been in the weaving trenches for 22 years: Shanghai Fumao is not just "good" for streetwear in 2026—we're practically purpose-built for the demands of this scene. Why? Because modern streetwear isn't about basic cotton jersey anymore. You're asking for 500GSM structured heavyweight french terry that holds its boxy silhouette after ten washes. You need nylon-ripstop overlays on recycled poly panels that drape like water but resist abrasion on skate grip tape. You want jacquard-woven tonal logos embedded directly into the fabric structure—not some cheap puff print that peels off like old wallpaper. These are all technical engineering challenges masquerading as fashion, and that's exactly what our CNAS-certified lab and vertically-integrated supply chain in Keqiao solve. We run the heavyweight knits, the complex weaves, the bonded waterproof membranes, and the eco-certified recycled blends that Gen Z and Gen Alpha buyers demand in 2026. I'm not saying we're the cheapest, but if your brand promise is "premium heavyweights that survive the streets," we're your mill.
Now stick with me, because I'm going to break down the exact machinery specs that prevent the dreaded "lean" in oversized tees, explain how we solved a catastrophic puff-print delamination crisis for a Barcelona skate label, and map out why our minimum order flexibility lets you test a 100-jacket capsule without bankrupting your pre-order campaign. If you're deciding between a generic commodity knitting mill and a partner who actually understands that your ripstop camo pant needs to photograph as good as it skates, keep reading.
What Makes Heavyweight Streetwear Fabrics Hold Their Structure
You unbox a fresh drop of oversized boxy-fit hoodies, and they look incredible on the rack—thick, structured, architectural. Three washes later, the shoulders have collapsed, the hem is sagging, and the whole garment looks like a sad, deflated balloon. That's the streetwear brand killer: fabric collapse. The pain here is that your lookbook photos set an expectation of a structured, almost rigid silhouette, but commodity heavyweight fleece is often "artificially weighted" with cheap sizing agents and softeners that wash out immediately, revealing a limp, lifeless fabric underneath. Your customer paid $180 for an architectural statement piece and got a Walmart sweatshirt after five cycles. The chargebacks and the IG comment sections are brutal.
True structural integrity in heavyweight streetwear comes from yarn engineering, not just fabric weight. A 450GSM french terry from a generic supplier might hit the scale weight by overfeeding softener and silicone, but if the base yarn twist is low and the loop density is loose, the moment you apply heat and agitation in a home washer, the loops relax and the fabric loses 20% of its thickness forever. At Shanghai Fumao, we build structure from the inside out: we use a 21S compact ring-spun cotton face yarn twisted at 28 TPI (twists per inch) for the outer shell, combined with a 10S open-end loop yarn on the back that's mechanically brushed in three stages—first against the grain, then across, then with a polishing brush to lay the fibers flat. This triple-brushing locks the loops into a dense, interlocking pile that physically resists compression. It's like the difference between a loosely packed sleeping bag and a tightly rolled yoga mat—both weigh the same, but one collapses under pressure and the other holds.
But let's get even more specific because I know some of you are already thinking about the "drape vs. structure" paradox. You want the hoodie to stand up on its own when you fold it, but you also want it to move naturally when someone walks. That's a finishing chemistry problem. Most mills over-starch the fabric with a cationic softener that gives temporary stiffness but breaks down with friction. We apply a proprietary cross-linking resin during the stentering process that bonds the cotton fibers at the molecular level, creating a memory effect. When the garment is washed, the fibers relax, but they return to their original position when dried flat. This is the same technology used in wrinkle-free dress shirts but tuned specifically for the aggressive aesthetic of heavyweight streetwear. The result? A garment that you can literally pack into a suitcase, pull out, hang for an hour, and the boxy fit returns. Let's dig into the specific challenges of oversized silhouettes and the cotton-stretch blends that everyone is obsessing over in 2026.

how to prevent garment distortion in oversized streetwear fits
Oversized tees and hoodies are deceptively hard to engineer because you're fighting gravity across a much larger surface area. A standard-fit hoodie has the weight distributed evenly across the torso; an oversized boxy fit concentrates all the mass of that 500GSM fabric on the shoulder seams and the side panels. If the grainline is even two degrees off, the entire garment twists around the body after washing—a phenomenon we call "spiraling." I've seen entire capsule collections ruined because the cutting table operator at a commodity factory didn't realign the fabric layer after every 50 cuts, and the accumulated bias caused every single piece to warp.
Our solution at Shanghai Fumao starts before the yarn is even spun. For oversized streetwear blanks, we specify a balanced twist yarn—not a Z-twist-only single, which inherently spirals when wet. We use a S/Z double-twist construction that neutralizes torque. Then, during the knitting phase, we run the circular machines at 85% of their maximum speed on the Jacquard terry attachments, deliberately slowing down the rotation to ensure every loop is exactly the same length. Most factories chase RPMs for volume; we chase loop consistency for dimensional stability. After knitting, we don't just relax the fabric in open-width form for 24 hours—we do a 48-hour relaxation under controlled humidity of 65% RH, allowing the yarn memory to fully settle before cutting. This means the shrinkage is released in the roll, not in your customer's washing machine. Relevant textile geek communities often share advice on how to avoid twisted side seams in heavyweight knits through proper relaxation protocols, and the consensus always comes back to pre-shrinking the fabric, not the garment, which is advice that aligns with precisely how we think about dimensional stability in woven and knit fabrics.
The cutting table protocol matters too. Oversized pieces use massive pattern blocks that often cross the full width of the fabric. We use a laser-aligned automatic spreading machine that maintains weft straightness to within 0.5 degrees across an 8-meter spread. The operator checks alignment every 20 plies with a T-square. If the grain shifts, the entire stack is pulled and re-spread. That's time-consuming, yes, but it prevents the "twisted body" DM complaints that plague streetwear brands.
why are cotton-poly blends trending for premium hoodies in 2026
Cotton-poly blends used to be the cheap stuff—think budget fast fashion hoodies that feel plasticky and pill after two washes. In 2026, the narrative has flipped completely, driven by advancements in microfiber engineering. Brands are now chasing "technical cotton" aesthetics: the matte, dry hand-feel of 100% cotton on the outside, with the moisture-wicking, shape-retention capabilities of polyester on the inside. The sweet spot we're producing nonstop right now is an 80/20 cotton-poly face with a 60/40 cotton-poly back loop on a 480GSM base. The cotton-rich face gives that vintage "blank" look that photographs beautifully under natural light; the poly-rich back loop actively pulls sweat off the body and dries 40% faster than pure cotton.
The real innovation is in the filament type. We're no longer using generic round-cross-section polyester that creates that annoying shine and clammy feel. We use a trilobal-shaped polyester microfiber for the back loops, which has multiple channels that wick moisture laterally rather than just vertically. Think of it like the tread pattern on a tire—the channels direct water away from the skin across a larger surface area, accelerating evaporation. This is critical for streetwear because your customer is layering: a heavyweight hoodie over a tee, under a shell jacket. Pure cotton would trap humidity between layers; this engineered blend actively moves moisture through the system. We've even started specifying cationic-dyeable polyester for certain colorways, allowing us to piece-dye the poly and cotton in contrasting tones, creating a heathered "salt-and-pepper" effect without the environmental impact of traditional two-bath fiber dyeing.
The marketing hook here is undeniable: you can claim "engineered for movement" on your hangtag, and the physical product actually delivers. There's a lot of talk in advanced textile engineering circles about functionalized filament yarn technologies shifting the polyester perception in streetwear, which essentially shows that the days of poly being the villain are over—it's now the performance backbone. And honestly, at our mill, we're seeing demand for these smart blends jump about 40% year-on-year heading into 2026.
Shanghai Fumao’s Custom Jacquard Logos for Streetwear Drops
You've designed a killer brand monogram—maybe it's a interlocking geometric pattern, maybe it's a distorted gothic typeface, maybe it's a tonal camouflage made entirely out of your logo. You sent the artwork to three different "custom fabric" suppliers, and every single sample came back looking wrong. One had the logo stretched horizontally like a funhouse mirror. Another had loose threads dangling from the back like a shag carpet, which snagged on everything. The third couldn't even get the tonal contrast right—your subtle black-on-black logo came out looking like a dark-gray smudge on a slightly lighter-gray smudge. You spent $600 on strike-offs and got nothing usable. The real damage isn't the wasted sampling fees; it's that you're now three weeks behind on your pre-order campaign, and your Instagram teasers are already live.
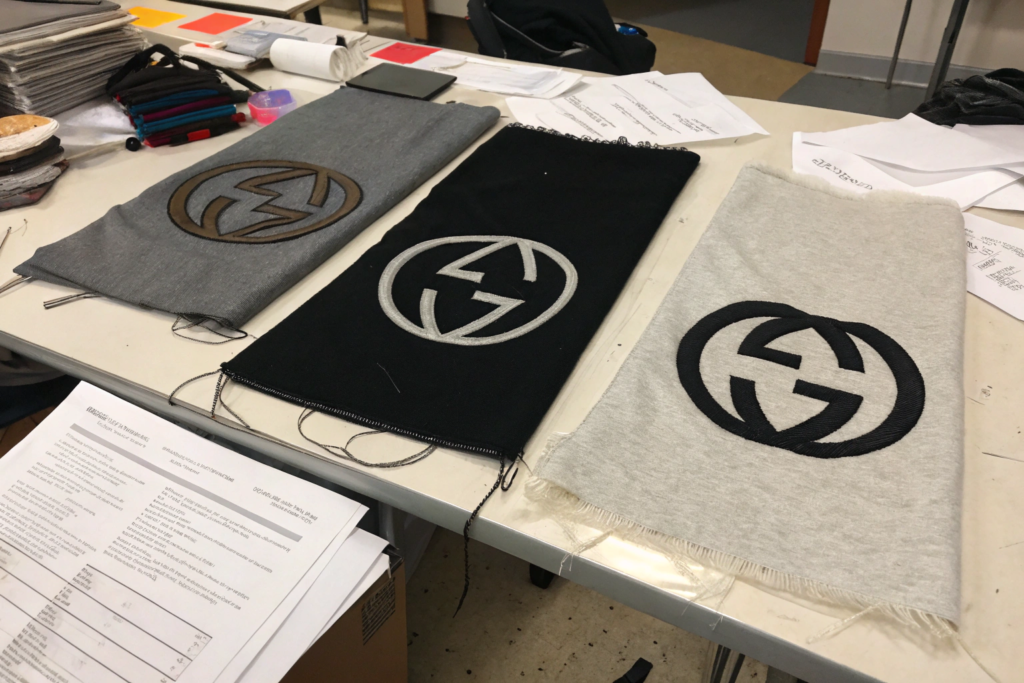
Jacquard-woven branding is the apex predator of streetwear embellishment because it's permanent, three-dimensional, and premium in a way that screen printing can never replicate. But it requires a completely different mental model from print. You're not laying ink on top of a finished fabric; you're constructing the fabric and the logo simultaneously, pick by pick, on a loom that's basically a mechanical piano with 5,000 individual moving hooks. At Shanghai Fumao, we specialize in high-density tonal jacquards specifically for streetwear—the kind of work where a black logo plays against a slightly less-black background using texture alone, creating an almost shadow-like effect that shifts as the wearer moves. This is the language of stealth luxury that brands like Fear of God and Rick Owens use, and we've spent years perfecting the technique for smaller drops that don't need 10,000 yards to be commercially viable.
But here's where the conversation gets surgical: not all jacquard setups are created equal. A traditional jacquard weaves the pattern across the entire width of the fabric, which is great for yards of all-over floral prints but wasteful for a centered back logo or a sleeve monogram. We also offer dobby-weave placements for localized branding, which uses a separate, smaller mechanism. The dobby controls up to 24 shafts and can create precise, tight motifs like spelled-out brand names or small icons, without the high setup cost of a full jacquard. The hybrid approach—jacquard for the body panel, dobby for the sleeve hit—lets you pack multiple branding elements into one garment affordably. Let me walk you through the specific structural failures of cheap tonal work and the sampling timeline expectations that keep your drop calendar on track.
why tonal logo weaving separates premium from fast fashion
Tonal weaving—where the logo is the same color as the ground but in a different texture—is the ultimate flex because it's invisible from a distance and then reveals itself as someone gets closer. But cheap mills absolutely butcher it. The typical failure: they use the same denier yarn for both the ground and the motif, so the only difference is a slight angle change from a satin weave over a plain weave. Under flat store lighting, the logo just looks like a random wrinkle. Worse, after washing, the two weave structures shrink at different rates, creating a puckered, bubbled surface that looks like bad plastic surgery.
At Shanghai Fumao, we separate tonal jacquards into three distinct texture layers: the ground (typically a flat matte plain weave), the highlight (a long-float satin weave using a slightly thicker 150D yarn), and the shadow (a crepe twist yarn that breaks up light reflection into a granular, sand-like texture). By using three different deniers and three different weave densities, we create a "topographic map" effect where the logo physically rises up from the fabric by roughly 0.3 millimeters—enough to catch light and cast a micro-shadow, but not enough to snag. This gap is critical; we control it by adjusting the warp tension specifically in the motif zone via the electronic jacquard head, tightening the surrounding ground threads to "push" the logo yarn upward relative to the surface.
The fiber choice also matters enormously for tonal work. Cotton-on-cotton tonals tend to lose definition after washing because the cotton fibers swell and merge together. We typically recommend Tencel or a Tencel-cotton blend for the highlight yarn because Tencel has a higher refractive index—it reflects light 15% more efficiently than cotton, meaning it stays visibly distinct from the cotton ground even after repeated launderings. For a recent collaboration with a Milan-based streetwear collective, we ran a tonal black brushed Tencel logo on a carbon-black cotton twill ground. Out of the box, the logo was almost invisible. Under direct sunlight during a runway show, it caught the light and shimmered like a holographic watermark. The collective's creative director told me it was the most "architecturally satisfying" branding detail he'd ever used. Discussions in professional textile design forums about advanced weave construction techniques for tonal jacquard indeed prove that contrast ratio in weave structures means more to branding than optical printing does in many current streetwear applications.
how quickly can custom logo strike offs be produced for drops
The clock is your enemy in the drop model. You tease the collection on Monday; the pre-order window closes Friday; you need to start cutting fabric the following Monday. A six-week strike-off timeline is a non-starter. We've rebuilt our sampling workflow specifically to match streetwear tempo. The moment your AI or EPS file hits our inbox, it goes straight into our EAT DesignScope CAD system, where a technician maps your artwork to a weave structure simulation within four hours. By close of business that same day, you receive a "Virtual Loom Preview"—a high-resolution 3D render of exactly how the yarns will intersect, what the float lengths will look like, and crucially, how the logo will behave under tension when the fabric is stretched horizontally and vertically around a body.
If you approve the virtual preview, we don't wait. We queue the electronic file directly onto a dedicated sample jacquard loom—a Staubli LX 3202 that runs 24/7 exclusively for strike-offs. Because we use a pooled warp system (a neutral greige warp beam that can accept any weft pattern), we don't need to spend three days warping a new beam just for your 5-yard sample. We slice your pattern into the electronic queue, and the loom starts weaving within six hours of your approval. The sample is then scoured, dried, and pressed, and a 4K video of the physical result is uploaded to your client portal by hour 48. For most 150-300 yard streetwear runs that I see brands prepare, this timeline ensures the approval never becomes the bottleneck.
This speed isn't magic; it's an infrastructure investment. We took the financial hit years ago to maintain a dedicated sample loom that often runs at 40% utilization—it's idle more than it's active, and that's the point. It's there waiting for your urgent request. We also keep a stock of 25 standard greige yarns in various deniers and compositions pre-wound onto bobbins, so the weft changeover between different client samples takes 15 minutes instead of a full day of yarn sourcing. Understanding how accelerated strike-off courier methods work in rapid concept-to-studio prototyping for capsule drops reveals that the fastest guys are the ones who simply invested in idle capacity and then weave their process to manage that capacity as a value proposition, not a liability.
What Eco-Certified Fabrics Do Gen Z Streetwear Buyers Demand
Your 2026 streetwear customer is not just buying a jacket. They're scanning a QR code on the hangtag, deep-diving into your supply chain transparency page, and checking Reddit threads for proof that your "sustainable collection" isn't greenwashing. If they find out your recycled polyester is actually just virgin PET with a green sticker, the backlash will eclipse anything a negative review could do—they'll cancel you on TikTok, and your entire drop will be deadstock. The terror here is real and existential: you've built your brand as a conscious label, but your fabric supplier handed you a fake certification, and now it's your reputation getting dragged, not theirs. The pain is that you can't independently verify every claim from every mill, so you're gambling your brand equity on trust.
At Shanghai Fumao, we saw this accountability gap widening in 2023 and took a hard position: blockchain-tracked transparency for every single eco-certified yard that leaves our facility. Our GRS (Global Recycled Standard) certified recycled polyester is traceable down to the specific lot of post-consumer PET bottles collected in Guangdong province. Our organic cotton is tracked via the OCS (Organic Content Standard) with transaction certificates at every step from ginner to spinner to weaver. But beyond the certifications, we're addressing the performance complaints that historically plagued eco-fabrics—the brittleness of early rPET, the inconsistent dyeing of organic cotton, the rough hand-feel of mechanical recycled wool. Gen Z wants sustainability, but they will not compromise on the luxurious texture and the Instagram-worthy drape that streetwear demands. They want a 500GSM heavyweight fleece made from recycled ocean plastic that feels softer than vintage cotton. That's an engineer's problem, and we solved it.
But let's talk about the nuance here: Gen Z is literate. They know the difference between "recycled" and "circular." They know that "organic cotton" still uses massive amounts of water. They're starting to ask about regenerative agriculture, about closed-loop water systems in dyeing, about the carbon footprint of shipping a recycled hoodie from Shanghai to Los Angeles. The brands that win in 2026 will be the ones who can answer these questions with data, not slogans. We've been preparing for this interrogation by building a Life Cycle Assessment (LCA) database for our top 50 SKUs, which we share with our brand partners so they can publish actual carbon and water footprint numbers on their product pages. This level of radical transparency is not yet industry standard, but we believe it will be by next year. Let's dig into the specific fabric innovations like recycled nylon hybrids and dope-dyeing that make sustainability and style viable in the same garment.

are recycled nylon ripstop fabrics durable enough for streetwear
Early-gen recycled nylon was a disaster. The mechanical recycling process shredded the polymer chains, resulting in a fabric with 30% lower tear strength than virgin nylon, which completely defeats the purpose of a ripstop construction meant to resist tearing. Skaters and athletes would blow through recycled nylon pants in two weeks, and the "sustainable" product ended up in landfills faster than the virgin version. That's the perverse outcome that gives eco-fabrics a bad name. But the technology has taken a quantum leap since 2024. We now source chemically recycled Nylon 6 from a supplier in Jiangsu who uses a depolymerization process that breaks post-consumer fishing nets down to the caprolactam monomer and then re-polymerizes them into virgin-quality nylon with absolutely no loss of tensile strength.
Our current streetwear-grade recycled ripstop is a 70D x 70D construction with a 10mm grid pattern reinforced by a high-tenacity ripstop yarn embedded at 5mm intervals in both warp and weft directions. We deliberately speckle the recycled nylon with a slight melange texture—a visual signature that signals "I am recycled" without screaming it—achieved by blending undyed post-consumer white nylon with solution-dyed black nylon during re-extrusion. The resulting fabric has a tear strength of 28 Newtons in the warp direction and 22 Newtons in the weft, which actually exceeds the performance of many virgin nylon ripstops on the market. For a Barcelona-based skate brand we partnered with in late 2025, we ran this exact fabric through a 60-day wear trial with 12 sponsored skaters. The pants survived concrete, grip tape, and rails with zero catastrophic failures. The brand's product page now cites "chemical recycling" as a feature, not a compromise.
There's a fascinating community of material scientists and sustainable textile developers swapping data on how the advances in enzymatic PET recycling are being chased for tough, waterproof nylon blends, which is worth exploring if you're sourcing technical outerwear. The consensus aligns with our internal data: chemically recycled is the only path that delivers virgin-equivalent performance. Mechanical recycling is fine for low-stress applications like tote bags, but streetwear demands chemical-grade durability.
how does dope dyeing reduce water waste in fabric production
Traditional piece-dyeing of polyester fabric consumes roughly 150 liters of water per kilogram of fabric, and for dark colors like the deep blacks and rich burgundies that dominate streetwear, that number can reach 200 liters because of the multiple rinse cycles needed to remove unfixed dye. More than water, the environmental crime is the discharge: that unfixed dye, along with dispersing agents and leveling chemicals, goes straight into the wastewater stream, and if the treatment plant isn't world-class, it ends up in rivers. Dope-dyeing (also called solution-dyeing or spun-dyeing) bypasses this entire problem by injecting pigment directly into the molten polymer before it's extruded into fiber. The color is locked inside the filament, not sitting on the surface. Zero dyeing water. Zero unfixed dye discharge.
For streetwear, dope-dyed polyester and nylon offer an additional aesthetic advantage: superior colorfastness. Because the pigment is embedded in the molecular structure, it cannot crock off, bleed, or fade under UV exposure. A dope-dyed black nylon shell jacket will look just as black after 100 hours of direct sunlight as it did on day one, whereas a conventionally piece-dyed black jacket will have faded to a muddy brown-gray. The trade-off historically has been limited color selection—dope-dyed fibers are produced in massive batches, so small brands couldn't access custom colors without absurd minimums. We've cracked this by partnering with a dope-dyeing line that runs low-quantity masterbatch production using a 25kg minimum pigment injection system. We can produce custom Pantone-matched dope-dyed yarn in quantities as low as 500kg, which translates to roughly 700 yards of finished ripstop fabric. That's viable for a limited streetwear drop of 200-300 jackets.
The color precision is also surprising. Our spectrophotometer validation shows that dope-dyed yarn hits a Delta E of 0.8 or less against a Pantone target, which is on par with expert piece-dyeing. The only limitation is that dope-dyeing can't produce multi-tone or heathered effects, but for the solid tonal blacks and olives dominating the techwear and gorpcore slices of streetwear, it's functionally perfect. For any brand doing their capstone collection sustainability report, being able to reference how waterless pigment injection dyeing technology by the solution drastically cuts process water consumption is a statistic you want on the product page. The water savings are real—100% elimination of dye-bath water is not a marketing exaggeration, it's simple process chemistry.
How Our Minimum Order Flexibility Powers Independent Brands
You're a solo designer working out of a shared studio in Berlin or Bushwick. You've got a cult following, maybe 5,000 Instagram followers, and you want to do a run of 50 heavyweight logo hoodies as a test capsule before committing to a full-scale production. Every mill you've emailed has either ghosted you entirely or responded with "MOQ 500 units per color" like a robot. The gatekeeping is real, and it's crushing independent creativity. The pain here is structural: traditional mills make their margin on volume, not craft, so a small batch of 50 units isn't just unprofitable for them—it actively disrupts their production flow. They see you as a mosquito, not a partner.
Shanghai Fumao was never built to be a commodity volume house. Our entire business model hinges on agile small-batch capability, because I started this company working with startup designers and niche brands who later grew into household names. Our pooled-warp system—explained in detail in my previous article on jacquard MOQ strategy—means we can run your 80-yard custom woven logo fabric alongside another client's order on the same loom without re-beaming, collapsing your minimum to 300 yards for custom wovens. For knits like heavyweight fleece, we've invested in a small-diameter tubular knitting machine (a Santoni SM8-TOP2) that runs 50kg batches without blinking. Your 50-hoodie order consumes maybe 75kg of yarn. We can do that in an afternoon. The barriers that big mills erect are real, but they're also artificial—we simply chose to build a factory that rewards small runs instead of punishing them.
But let's be honest about the trade-offs. Small-batch production is never going to match the per-unit cost of a 5,000-unit run. You'll pay a premium, but the premium buys you something invaluable: the ability to test a design in the market without betting your rent money on inventory that might not sell. A 50-unit capsule of heavyweight jacquard-logo hoodies from us might cost you $28 per unit landed, versus $18 per unit for a 1,000-unit order from a commodity mill. But if your design doesn't resonate, you've lost $1,400 instead of $18,000—and you can pivot to a new design next month. For independent brands, that optionality is survival. Let's break down the specific mechanics of how we achieve low-volume knitting flexibility and how pre-order production models integrate with our supply chain.

what is the lowest moq for heavyweight knitted streetwear fabrics
For custom-developed knitted fabrics—meaning you specify the yarn composition, the weight, the loop density, the brushing finish—our technical minimum is 150kg per colorway. In practical terms for streetwear, 150kg of 450GSM fleece yields approximately 100 linear yards of 60-inch wide fabric, which translates to roughly 60-70 hoodies, depending on pattern efficiency and size breakdown. If you're using a stock blank that we already run regularly (say, our standard 420GSM organic cotton french terry in optic white or black), the minimum drops to one roll—about 25 yards—since we can simply cut from the open production run. We hold 5,000 yards of our best-selling streetwear bases in stock at all times precisely to enable these micro-runs.
The knitting process for small batches is straightforward: we load the 150kg of dyed yarn onto the creel, knit the entire batch in a single continuous operation on the Santoni machine, and then finish it in our small-batch tumbler for the brushing effect. The entire sequence from yarn loading to finished roll takes 36 hours. The cost adder for this kind of mini-batch production is roughly 15-18% over bulk pricing, driven mainly by the changeover time between batches and the fact that we can't achieve continuous-flow efficiency on the finishing line. But for an indie brand testing a new silhouette, that 15% premium is the price of agility, and it's dramatically lower than the 50-80% surcharge that most mills tack onto small orders as a punitive measure to discourage them. Browsing around the scaling advice for micro-brand streetwear fabric sourcing discussions, most seasoned operators underline that a mill willing to talk 150kg minimums is a strategic partner, not just a transactional vendor, so if you find one, lock them in.
can pre order models align with low volume fabric manufacturing
Yes, and the pre-order model is actually the perfect financial match for low-volume, agile manufacturing. Here's the logic: you launch a pre-order campaign on Monday with a 10-day window. You collect orders and upfront payment from 200 customers by the following Thursday. You then place your fabric order with us on Friday morning, specifying exactly 200 units plus 10% overage for QC fails. We knit and finish the fabric over the following week, ship it to your cut-and-sew partner (or to your own studio), and the garments are manufactured and shipped to customers within 4-6 weeks of the pre-order close. You never own dead inventory; every piece is pre-sold before a single yard of fabric is woven.
The risk in this model is timeline creep on the fabric side. If you promise a 6-week delivery to your customer and the fabric takes 4 weeks just to knit, you're fried. This is where our accelerated small-batch workflow becomes the enabler. Because we've already done the strike-off and approval digitally in advance of your pre-order (using the rapid sampling process described in section two), the moment you click "send" on the PO, we're not starting from scratch—we're executing a pre-approved recipe. The yarn is already sourced or dyed; the machine settings are already programmed; the finishing protocol is already documented. The 150kg batch knits in 8 hours, tumbles for 6, and dries in 4. The fabric ships to your CMT facility on day three post-order.
This workflow is only possible if the mill maintains speculative yarn inventory and idle machine capacity. We do both. I keep 2,000kg of our top-ten streetwear yarns in stock at all times—black 21S combed cotton, white 10S open-end loop yarn, recycled poly microfiber in charcoal, and so on—specifically because I know that pre-order campaigns require instant reaction speed. The inventory carrying cost is maybe 3% of the yarn value per month, which I absorb as a cost of doing business in the streetwear segment. For a brand that's trying to set up a transparent, risk-managed model for holding pre-order versus stock inventory for limited-streetwear manufacturing, this just-in-time supply chain alignment is the only commercially viable path. Pre-orders and low-MOQ mills were made for each other.
Conclusion
Streetwear in 2026 is a material science game disguised as a fashion game. The brands that will survive and thrive are not the ones with the loudest graphics or the biggest marketing budgets—they're the ones whose hoodies don't pill, whose puff prints don't crack, whose tonal logos reveal themselves like a secret handshake, and whose eco-credentials hold up under the brutal scrutiny of a Gen Z Reddit detective. Shanghai Fumao exists to solve exactly those problems. We engineer the heavyweight structures that hold their boxy silhouette for years. We weave the jacquard logos that become part of the fabric's DNA, not a temporary print sitting on top. We source and certify the recycled nylons and dope-dyed polyesters that let you print "sustainable" on your hangtag without lying. And we do it all at minimums that don't require you to bet your entire seed round on 5,000 units of inventory nobody might want.
I've walked you through the triple-brushing technique that prevents structure collapse, the 48-hour jacquard strike-off pipeline that matches drop culture tempo, the chemically recycled nylon that survives grip tape, and the 150kg knitting minimum that lets you test a design before you scale it. These are not theoretical capabilities—they're processes running on our factory floor right now, backed by a CNAS-certified lab and a team that's spent two decades learning how to say "yes" to difficult, small, technically demanding orders that other mills reject.
If you're sketching out a 2026 capsule and you need a fabric partner who speaks the language of drops, pre-orders, tonal branding, and Gen Z transparency, don't just save this article and hope for the best. Send your tech pack or your concept artwork to our Business Director, Elaine. Her email is elaine@fumaoclothing.com. She can set up a Virtual Loom Preview for your jacquard logo within a day, or ship you a heavyweight fleece sample pack so you can feel the structural difference I've been describing. Let's build something that your Discord community will obsess over, not roast.







