

You know that sinking feeling. You pull your favorite hiking jacket out of the wash, and there it is—a tiny tear on the sleeve that has grown into a 4-inch gash. That jacket is now trash. Or maybe you run a tactical gear brand, and your customers return field pants because the pocket corner ripped open during a routine squat. These failures pain me personally because they are almost always preventable. The culprit is not bad sewing; it is bad fiber architecture. Most people blame the material strength, but the real issue is that standard woven fabrics have zero defense mechanism against a tear once it starts. A single broken yarn cascades into a catastrophic zipper failure along the weave. This is the engineering problem that ripstop fabric solves so elegantly that it feels obvious only after you understand it.
Ripstop fabric is a woven textile reinforced with a grid pattern of thicker, stronger yarns stitched at regular intervals, usually every 5 to 8 millimeters. Think of it like a window with security bars. A thief might crack the glass, but he can’t climb through because the bars block the opening. In ripstop nylon or polyester, a tear can start, but when it reaches one of those thick "stopper" yarns, the force dissipates. The tear energy simply runs out of road. At Shanghai Fumao, we manufacture and supply a massive range of ripstop fabrics—from ultralight 20-denier nylon for packable down jackets to heavy-duty 600-denier polyester with PVC coating for military dry bags. We do it all, and we have been doing it for two decades right here in the Keqiao textile cluster, where we control the weaving, dyeing, and finishing under one roof.
The reason I am writing this today is that I see too many brands spec’ing ripstop incorrectly. They order a generic "ripstop" without understanding that the grid size, the denier ratio, and the coating chemistry are fiercely interdependent. You cannot just pick a fabric from a swatch card and hope it works in the field. You need to understand the mechanics of how this grid stops a tear, the different material chemistries available, and the real-world testing protocols that simulate a soldier crawling on gravel or a camper snagging a branch. So let me walk you through the science, the construction methods, and the exact testing equipment we use at Shanghai Fumao. I will also show you where the hidden costs lie, so you do not blow your budget on over-specification.
What Is the Engineering Science Behind Ripstop Grid Patterns?
The magic of ripstop is geometry, not just chemistry. The fabric is a plain weave or a twill weave in the background, but at precise intervals—let’s say every 5mm in the warp direction and every 5mm in the weft direction—a much thicker "ripstop" yarn replaces the standard thin yarn. This creates a three-dimensional grid that you can feel with your fingernail. When a sharp object punctures the fabric and starts a tear, that tear propagates along the path of least resistance, which is the thin, lightweight area. But when the tear tip hits the intersection of two thick ripstop yarns, the physics changes abruptly. The tear force, which is concentrated at a microscopic point, suddenly needs to break a yarn that is three or four times thicker. In engineering terms, the stress intensity factor at the crack tip drops below the critical threshold required for fracture toughness. The tear simply stops. I saw this demonstrated accidentally in 2019 when a team from a US survival gear startup visited our Keqiao mill. They tried to hand-tear a sample of our 70D diamond-grid ripstop nylon. The fabric stretched, the tear ran three squares, and then it hung up—stuck dead. They stood there grunting against the textile, but the grid held. That is the physics doing its job.
The spacing of the grid is the single most important design parameter that a buyer needs to specify. A "tactical grid" with a 5mm spacing offers incredible tear-stopping power because the distance between arrestors is short. But trade-offs exist. A tight grid uses more of the heavy yarn per square meter, increasing the total weight and decreasing the "drape" or softness. For a next-to-skin hiking shirt, a 10mm or even 12mm grid might be perfect—it stops the "catastrophic" rip but allows the garment to flow and breathe like a normal woven shirt. A military backpack, however, demands a tight 4mm to 5mm grid, often with a Kevlar or ultra-high molecular weight polyethylene ripstop yarn, because the threat environment is fundamentally different. We recently developed a 420D nylon with a Cordura-type air-jet textured ripstop yarn for a German workwear brand, using exactly a 5.5mm grid that balanced abrasion resistance with structural integrity.

How Does Denier Ratio Between Base Fabric and Ripstop Yarns Impact Tear Strength?
Let’s get into the guts of textile engineering here. The denier ratio is the relationship between the thin base cloth yarns and the thick stopper yarns. A standard lightweight ripstop might use a 40 denier base yarn with a 70 denier stopper yarn—we call that a "40/70" construction. The ratio is roughly 1.75:1. This works for windbreakers. But if you try to make a pair of heavy cargo pants with a 210D base and only a 280D ripstop, you have a ratio problem. The stopper isn’t thick enough relative to the already sturdy base to form a pronounced "wall" against the tear. The tear might actually shear straight through the stopper because the stopping yarn’s individual filament bundle is insufficiently cohesive. I learned this lesson the hard way around 2016, testing an early batch of poly-cotton ripstop for a US workwear client. We used a 20s cotton base with a standard 30s polyester ripstop. The heavy base fiber simply absorbed some of the polyester ripstop yarn into its own structure during weaving, blurring the distinct "grid" boundary. The tear strength measured via the ASTM D2261 tongue tear method was only 15% higher than a non-ripstop version. We actually had to switch to an expensive filament nylon ripstop with a much higher denier, creating a sharp 3:1 ratio to make the grid function mechanically.
I keep a reference table in our lab that illustrates this relationship clearly. It is not just about the absolute denier; it is about the differential. A 420D base needs a ripstop yarn of at least 840D to really function effectively under combat conditions. When you are specifying a fabric, ask your supplier for the exact denier of both yarn systems. If they look at you like you are speaking Martian, they are a trading company that has never opened a weaving specification sheet. At Shanghai Fumao, we print the denier ratio directly on the loom ticket so our warpers never mix up the beams.
Can You Customize the Ripstop Grid Size and Shape for Specific End-Uses?
Absolutely, and this is where you separate a commodity mill from a technical partner. The standard grid is a square, but we regularly produce "diamond" grids where the ripstop yarns intersect at an angle to the weave, not perpendicularly. This creates a parallelogram effect. Why would you want this? Because on a curved surface—like a tent fly flapping in the wind—a diamond grid distributes stress bi-axially. A square grid biases the strength to the warp and weft axes, but a diamond grid realigns the stoppage nodes to match the fabric’s natural bias stretch. I had a specific project in 2023 with a Japanese outdoor brand that needed a cross-ripstop for a hiking shirt. We designed a 7mm x 3mm rectangular grid. The wider spacing in the warp created a subtle, tonal stripe effect visually, but mechanically, it ensured that the fabric tore easily along the weft for emergency cutting while never ripping along the stress-bearing warp. That is bio-mechanical user-safety design, not just textile production.
This customization requires physical modifications on the loom. We are not just changing a computer setting; we are swapping out the "dobby" chain that controls the lifting sequence and modifying the tension on the individual ripstop yarn feeders. Because the ripstop yarn is thicker, it has a different take-up rate on the cloth beam. If the differential feed is not dialed in perfectly, the thick yarn will create a "quilted" puckering effect that looks terrible and snags on branches. Our mechanical engineers solve this by adjusting the let-off motion speed individually for the ripstop creel. It takes a few hours of trial and adjustment on the sample loom, but the result is a flat, smooth fabric where you can barely feel the grid with your eyes closed, but it stops a tear like a brick wall. My advice: send the mill a specific sketch, even a hand-drawn one. Give them the grid dimensions in millimeters and specify whether you want a "visual grid" that shows a texture, or a "stealth grid" that sits flush.
What Are the Real Differences Between Nylon and Polyester Ripstop Fabrics?
This is the eternal battle in outdoor and tactical textiles. Brand founders ask me weekly: "Should I use nylon or polyester for my ripstop?" My answer always starts with: "Tell me about the wet conditions your product will face." Because the fundamental difference is hydrolysis. Nylon (polyamide) is a sponge at the molecular level. It absorbs moisture from the air and from your sweat. You will see our lab reports show nylon has a moisture regain of about 4% to 4.5%. Polyester has a regain of 0.4%—basically none. This single chemical fact dictates everything. If you are making a tent that will be packed away wet in a rainforest, nylon will lose tensile strength as it swells with water. It can lose 10% to 15% of its dry strength simply by being saturated. Polyester doesn’t care about water; it remains dimensionally stable. However, nylon is the king of abrasion resistance and has a naturally softer hand; it also packs down smaller because of its compression resilience. I always say: polyester is the stoic engineer that ignores water, nylon is the tough street fighter that is nicer to touch.
Now, let’s add UV radiation into the equation, because the sun is a silent fabric killer. Nylon degrades significantly under prolonged UV exposure. The amide chemical bonds break, and the fiber yellows and embrittles. You might have seen an old abandoned tent in a field that crumbles to dust—that’s nylon photodegradation. Polyester is far more UV-resistant. For a backpack that lives outside, a polyester ripstop shell might last two seasons of direct sunlight before losing critical strength, whereas an untreated nylon one starts seriously deteriorating after one summer. I had a climbing brand from Spain in 2022 that wanted black nylon ripstop for a chalk bag. I actually argued with them and recommended a solution-dyed polyester instead. I sent them a side-by-side test photo after 500 hours of QUV accelerated weathering where the nylon sample had visibly yellowed and lost its "ripstop stopping power" by 30%. They switched. You need to consider whether your product lives indoors or outdoors, and for how long.

Why Does Nylon Ripstop Absorb Water and Lose Strength When Wet?
Let me explain the chemistry in plain language. Nylon is a polyamide polymer—imagine a long molecular chain with little ‘amide’ links that look like hooks. Water molecules are small and polar, and they love to latch onto those amide hooks via a process called hydrogen bonding. When nylon gets wet, water molecules physically push their way between the polymer chains, breaking the internal hydrogen bonds that give nylon its stiffness and tensile strength. It is essentially a plastic plasticized by water at the nano-scale. This is temporary, and the strength returns when the fabric dries, but in the field, that wet moment is exactly when the fabric is most stressed. A wet tent fly is under higher dynamic loading from wind because it has stretched into a looser shape. A wet backpack strap is under the highest tension with a heavy load. You see the danger.
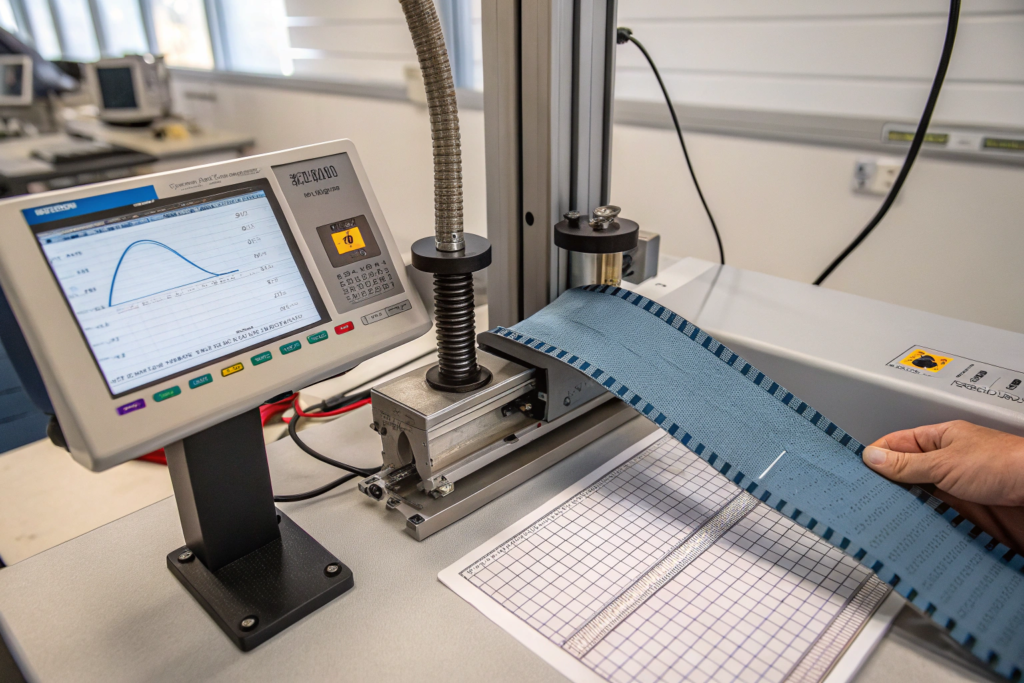
I test this in our CNAS lab using a simple but brutal protocol. We cut a dumbbell-shaped specimen of 100% nylon 6,6 ripstop. We measure its dry breaking strength using an Instron tensile tester—let’s say it reads 1800 Newtons. Then we soak the identical specimen in 20°C distilled water for two hours, blot it lightly so it isn’t dripping but is fully saturated, and pull it again immediately. The reading often drops to 1500 Newtons or lower. That 17% drop is real. If your safety factor in the design was only 15%, that tent is now unsafe. Polyester, subjected to the exact same test, retains 97% to 99% of its dry strength. The solution for nylon is a high-quality polyurethane (PU) or silicone coating that physically blocks the water from reaching the nylon fibers. But coatings wear off at friction points. If you absolutely need nylon’s soft hand, you must budget for a premium multi-pass coating to mitigate this. Do not rely on the raw fiber alone.
How Does UV Exposure Degrade Polyester vs Nylon Ripstop Over Time?
I keep a weathered set of samples in my desk drawer just to show clients. After exactly 1000 hours in a Xenon arc weather-o-meter, which simulates several months of harsh mountain sun, a piece of uncoated nylon ripstop looks like a dried autumn leaf. It tears with almost no effort. The grid is there physically, but the base fibers between the grid have lost all tensile integrity, so the fabric fails between the grids. It is like having strong steel rebar in concrete that has turned to sand. Polyester, however, is chemically more inert to UV. The benzene ring in the polyester polymer acts as a built-in UV absorber, dissipating the harmful radiation as harmless low-level heat rather than breaking molecular bonds.
But here is a nuance that many so-called "experts" miss: it depends on whether the polyester is solution-dyed or piece-dyed. A solution-dyed black polyester ripstop—where the pigment is added to the molten polymer before the filament is even spun—has astronomical UV resistance because the carbon black pigment itself is an excellent UV blocker. It acts like millions of tiny umbrellas for the polymer. A piece-dyed white polyester, however, has no such protection and will degrade faster, though still slower than nylon. I once ran a 2000-hour comparative test for a Scandinavian outdoor furniture company. The solution-dyed black polyester ripstop retained 85% of its tensile strength. The equivalent piece-dyed nylon 6 version retained less than 20%. The client actually thought there was a testing error until they saw the raw data. Your specification logic should be: outdoor and long-life = solution-dyed polyester ripstop. Indoor or short-season tactical = nylon ripstop is likely acceptable.
| Property | Nylon 6,6 Ripstop | Polyester Ripstop | Real-World Implication |
|---|---|---|---|
| Wet Strength Retention | 80-85% of dry strength | 97-99% of dry strength | Nylon tents sag dangerously when wet |
| UV Resistance (Raw) | Poor, yellows and embrittles | Good, very stable | Nylon needs UV coating for outdoor use |
| Abrasion Resistance | Excellent, softens with wear | Good, harder surface initially | Nylon wins for pack bottoms and knees |
| Cost per Meter | Generally 15-20% higher | More affordable | Polyester offers better budget durability |
How Do Coatings and Finishes Transform Basic Ripstop into Technical Armor?
A raw ripstop fabric fresh off the loom is just a structured sieve. It stops tears, but it does not stop water, wind, or fire. The coating is what transforms this open grid into a sealed functional membrane. I often describe the coating process as "laminating a liquid skin onto a skeleton." The most common coating in our factory is polyurethane (PU). We apply a carefully metered layer of liquid PU resin to the backside of the fabric using a floating knife coater. The thickness of this layer, measured in microns, dictates the hydrostatic head rating—basically, how many millimeters of water pressure the fabric can resist before leaking. A 1000mm rated fabric is showerproof; a 5000mm rated fabric is a proper rain jacket shell; 10000mm is storm-level.
The application of the coating is a fight against physics. You are trying to bond a plastic film to a woven textile that is full of peaks and valleys from the ripstop grid. The thick ripstop yarns create high points. If the knife applies the coating too thinly, the knife blade "scrapes" the tops of the ripstop grid and leaves the valleys unprotected—we call this "grinning." Air and water slip right through those microscopic bare spots. That is why we run our coating lines slower for ripstop than for flat taffeta. We give the liquid PU time to "flow out" and level into the interstitial spaces. I had a Canadian ski-brand client in 2021 reject a whole batch because the hydrostatic head tested at 3000mm on the flat taffeta section but only 1800mm on the ripstop grid area. The grinning was the culprit. We fixed it by increasing the coating weight by 15% and adding a secondary kiss-coat roller to back-fill the grid depressions. Technical ripstop coating requires patience.

What Is the Difference Between PVC Coating and PU Coating for Ripstop Durability?
PVC coating is a heavy, rubbery, thick paste applied to fabrics, typically for dry bags, truck tarps, and military shelters. PU coating is a thinner, lighter, more flexible polyurethane resin. The difference in the final fabric is night and day. PVC ripstop feels like a tough truck inner tube—it is basically indestructible against abrasion, completely waterproof, and weldable using high-frequency or hot-air welding. You cannot sew a true waterproof seam on a dry bag; you weld it, and only PVC or TPU allows that. PU ripstop feels more like a high-end jacket fabric. It is breathable in some formulas, softer, and lighter. PVC has a hideous environmental reputation because of plasticizers, but in heavy industry, it remains king for sheer indestructibility at the lowest cost-per-pound.
The art is in the bonding. PVC does not naturally bond to nylon or polyester; it needs an adhesive primer tie-coat. If that primer coat is mixed incorrectly, the entire PVC layer delaminates as a single film, like peeling off a self-adhesive sticker. That is a catastrophic field failure. PU chemistry allows a direct chemical bond to the fabric, which is more integral and less likely to delaminate. But PU has a critical weakness: hydrolysis. In a hot, humid environment, PU can slowly chemically decompose back into a sticky goo over years. That is why vintage 1980s PU-coated tents have a sticky, peeling interior. PVC, being inert, does not do this. I tell clients: for a five-year lifespan on a backpack, PU is perfect and earth-friendlier. For a 15-year military contract on a shelter, PVC is mechanically unbeatable. We run separate coating lines for PVC and PU because cross-contamination ruins both chemistries.
Can You Add Fire Retardant or Anti-Static Properties to Ripstop Without Losing Tear Strength?
Yes, but you walk a tightrope between finishing chemistry and fiber integrity. Applying a fire retardant (FR) finish to ripstop nylon is particularly hard because nylon melts and drips—it is inherently a thermoplastic. To make it pass a flammability standard like NFPA 701 or CPAI-84, you must dope the coating with halogenated or phosphorous-based FR chemicals. These chemicals, when applied in a thick paste within the PU coating, can make the backside of the fabric brittle. That brittleness means that when the fabric flexes, the coating cracks, and the crack tip acts like a pre-cut tear. I resolved this once for a US theatrical drapery company by using an intumescent FR system that chars and swells under heat, applied at a low add-on percentage with a soft acrylic binder to maintain elongation. The final fabric still achieved a 25 Newton tear strength in the ASTM D2261 tongue tear test while self-extinguishing in under 2 seconds after flame removal.
Anti-static is a different chemical beast. Static electricity buildup in a polyester ripstop tent liner is a genuine hazard in dry climates—sparks can ignite fuel vapors. You can weave in a carbon-core anti-static thread into the ripstop grid itself. This is elegant because the carbon thread is a physical conductor that bleeds off charge, and it provides a bonus: the carbon yarn adds a tiny bit of extra tear resistance because carbon filament is very strong in tensile. Alternatively, you can apply a topical anti-static agent, which is simply a hygroscopic chemical that attracts moisture to the fabric surface to dissipate the charge. But this topical finish washes out in a few cycles. I always recommend asking for the "anti-static" functionality as a fiber-level solution, not a wash-out finish. The carbon grid thread costs more, but it is permanent and adds to the ripstop structure.
How Do You Test Ripstop Fabric to Guarantee Real-World Field Performance?
A standard spec sheet might say "Tear Strength: 25N." That number is almost meaningless without context. You must know which test method was used—the Elmendorf single-tear method (ISO 13937-1) or the trapezoid method (ASTM D5587). These two methods stress the fabric completely differently. The Elmendorf method initiates a cut and measures the energy absorbed as the rip propagates in a single quick motion. It simulates a sudden snag. The trapezoid method pulls the fabric in a controlled way, slowly opening a cut under tension. It simulates a stress point on a tightly stretched tent panel. I always run both for tactical gear. A fabric might have an amazing Elmendorf score but a poor trapezoid number, meaning it is fine for a sudden snag but fails under constant high-tension loads. I had a situation in 2020 with an Australian law enforcement agency ordering tactical vests. The polyester ripstop spec showed a brilliant "tongue tear" of 35N, passing their standard. But no one checked the trap tear. Under body armor movement, the webbing attachment points were under constant tension, generating a slow trap-tear mechanism. The fabric actually failed at 170N in the trap test, below the real-world load requirement of 200N. We had to go back and up-spec to a heavier ripstop.
Real-world performance means exposing the textile to the exact stressors of the user’s environment, not just the standard conditions of a 65% relative humidity, 21°C lab. You must profile your abrasion realistically. The standard Martindale test (ISO 12947-2) rubs wool against fabric in a flat Lissajous figure. That might simulate a butt sliding on an office chair. It does not simulate a soldier crawling on gritty desert sand. For that, you need a modified Wyzenbeek test using actual crushed rock as the abrasive medium. I built a custom abrasive jig for a contract we did for a Middle Eastern defense force. The standard Martindale pass of 50,000 cycles meant nothing; our custom sand-grit test showed the standard PU coating disappeared at 15,000 cycles. We switched to a silicone-based coating that survived the 50,000-cycle custom test. The lesson: always match the test to the actual battlefield.
Why Does Tear Propagation Direction Matter More Than Absolute Tear Strength?
Fabric is not isotropic—it is not the same in all directions, unlike a metal sheet. A woven ripstop has a distinct warp (machine direction) and weft (cross-machine direction). Generally, fabrics tear easier in the warp direction because the warp yarns are under high tension during weaving; they are locked tight and cannot bunch up to absorb energy. The weft yarns are more relaxed and can gather themselves into a thick "rope" in front of the tear point, creating more resistance. This is called the "combing effect." I have burst endless samples where a tear running parallel to the selvedge zips open with a soft pop, whereas a tear running across the width grinds to a halt as the weft bundles up. You must specify the minimum tear strength for both the warp and the weft separately. A single "minimum 25N" value on a spec sheet usually means the mill measured in the easier weft direction. Ask for the warp strength. I guarantee it is lower.
Here is a field failure case that still annoys me. A European police force used a standard navy-blue polyester ripstop for patrol shirts. The shirt panels were cut on the bias—at a 45-degree angle to the weave—for a better drape. But they didn’t realize that the tear strength on the bias is horrifically low because the tear can propagate diagonally, slipping between both the warp and weft ripstop grids without hitting a stopper head-on. The shirts were tearing from shoulder seams at an alarming rate. The fix was a design fix, not a fabric fix: we had to rotate the pattern pieces to align with the straight grain, sacrificing a bit of the designer’s flowing silhouette for functional integrity. That experience taught me that a fabric’s tear test data is valid only for the direction in which it was tested. Use it on the bias, and you are in uncharted territory.
How Does Abrasion Testing Translate to Actual Lifespan on a Backpack Trail?
Abrasion tests are a laboratory story, and the trail is the reality check. The standard Martindale test tells you when a fabric "fails"—usually when two individual yarns are broken. But a backpacker’s back panel rubs against a sweaty shirt for thousands of cycles under a loaded, shifting weight. The failure mode is not just broken yarns; it is fuzzing, pilling, and coating delamination. These happen way before the yarn breaks structurally. A fabric can look destroyed aesthetically while still holding together structurally. I test for fuzzing resistance using a separate pilling box (ISO 12945-2) and visually grade the sample after 7,200 revolutions. For a backpack, I demand a visual grade of 4-5 (no pilling). A grade of 3 is "acceptable" on a spec sheet, but it looks worn out and old to a customer, triggering a warranty return even if the bag is functionally fine.
The weight of the pack also matters. A lightweight 30D ripstop stuff sack survives its entire lifespan not because the nylon is strong, but because the load against the fabric is minimal—a sleeping bag is soft and light. Take that same 30D fabric and make a school backpack loaded with heavy textbooks, and the corners will abrade through in a semester. My rule of thumb: backpack bottom and high-wear panels should have a true Wyzenbeek double-rub rating for heavy upholstery (minimum 30,000 cycles) regardless of denier. I tell my clients to think in sandpaper grit, not just cycles. A 600-grit sandpaper test is for office chairs; a 100-grit aluminum oxide test is for granite boulders in Yosemite. We can do both, and we have the custom abrasion wheels to prove performance.
Does Shanghai Fumao Actually Supply Commercial and Custom Ripstop Fabric?
Yes, we absolutely do. I want to be clear on this because people sometimes assume that writing technical blog posts is a marketing exercise for a middleman. We are not middlemen. Shanghai Fumao is a manufacturer. We have our own large-scale weaving facility here in Keqiao, Zhejiang, where the looms run 24 hours a day producing nylon, polyester, and even exotic aramid ripstop fabrics. We do not just stock the generic three colors of tactical ripstop that everyone resells on Alibaba. Our weekly production volume allows us to supply major uniform programs across the EU and the US, as well as small-batch custom developments for boutique outdoor brands who need just 500 meters of a specific cross-dyed grid. We bridge the gap between commodity textile logistics and bespoke technical development because we own the entire process from warping the beam to inspecting the finished roll on a light table.
Our stock service includes the classic ripstop specifications that the market needs urgently. We usually hold inventory of 70D nylon ripstop with a PU coating, 210D nylon with a PU double-coat for backpack linings, and a 100% polyester 150D with a DWR (durable water repellent) finish for windbreakers. These are the workhorses you can order and have shipped within a week because we believe in being a responsive just-in-time partner, not just a 90-day lead-time factory. But more importantly, our custom development service is where we believe we really shine for brands trying to differentiate themselves. You can specify the grid spacing, the stopper yarn material—perhaps you want a recycled nylon base with a recycled polyester ripstop, both GRS certified, which we have been doing heavily since 2022—and a specific coating. We will run a first-sample yardage in our sample weaving room, show you the physical results, and then scale it to bulk production.

What Standard Ripstop Inventory Does Fumao Stock for Immediate Purchase?
Let me list out exactly what you can pull from our shelves. Our fastest-moving stock items are geared towards the outdoor, tactical, and workwear sectors. We keep a 100% nylon 6,6 40D micro-ripstop with a transparent PU coating—this is the ultra-lightweight stuff for down jackets. We use a silicone finish on one side to make it slippery and easy to pack. We also stock a 210D nylon Oxford ripstop with a 3000mm PU coating in multiple colors. This is the interior liner standard for tactical backpacks. Another staple is our 100% polyester 600D ripstop with a PVC back coating. This is heavy-duty, extremely abrasion-resistant, and popular for dry bags and military duffel bases. I make sure our QC team inspects every single roll of these stock fabrics before they enter the warehouse, not after the order is placed. That way, when you email Elaine with an urgent re-order, the fabric is already inspected, graded, and ready for the cutting table.
The immediate advantage here in Keqiao is our access to the dyeing and finishing ecosystem. If you need the stock 210D nylon in a specific shade of military green that is not in our inventory, we can dye a fresh batch for you from our greige stock. Our cooperative dyeing factory can turn around a custom color on a stock base in as little as 10 to 14 days because the weaving is already complete. (Here I have to jump in—our dyeing response time for repeat orders is extremely aggressive, often just a week if we have the dye recipe already registered in the spectro database.) This "gray stock" methodology makes us incredibly agile for brands that need a custom color without the full lead time of starting from scrap yarn.
How Does Fumao’s Custom Ripstop Development Process Work for New Brands?
The process I designed for new clients is methodical to avoid expensive mistakes. Step one: you send us a reference swatch or a detailed spec sheet that includes your desired fiber (nylon or poly), the total denier, the grid size, and the coating requirements. Step two: we have a 48-hour internal review where my weaving master and coating chemist sit together and discuss feasibility. They check if the specified denier ratio is mechanically sound. If you ask for a 20D base with a 20D ripstop, they will push back and tell you it will not stop a tear, advising to bump the ripstop up to 40D instead. (From my experience, this feedback loop is what saves a new brand from a disastrous production run.) Step three: we produce a "loomstate," or greige fabric, sample without any finish. This lets you touch the grid. Step four: after you approve the weave, we apply the coating and send you the finished sample, along with our internal test data.
This sampling process usually takes about one to two weeks. For GRS-certified recycled ripstop, we go an extra step and provide you with the transaction certificate from the yarn supplier, showing the chain of custody from the recycled bottle flakes to the spun yarn. I had a Danish sustainable fashion startup in 2024 go through this exact custom process. They needed a unique 50D recycled nylon ripstop with a "cire" finish—a slightly glossy, waxed look—for a cycling jacket. We sourced the GRS yarn, wove a 5mm square grid, applied a 2000mm breathable PU membrane, and then applied the cire finish by passing the fabric under a hot, polished steel roller. The result was a technical fabric that looked like a fashion statement, and they launched without a single return for durability issues. That is the power of in-house, integrated custom development.
Conclusion
Ripstop fabric is not magic; it is disciplined mechanical engineering woven into a textile. The grid pattern stops a tear by dissipating catastrophic energy at geometric intervals, and the science of why a tear stops is as important as the tear strength itself. We explored how the denier ratio and grid geometry must be tuned to the specific threat, why nylon and polyester have fundamentally different weaknesses in the wet and under the sun, and how coatings transform this grid into a sealed, fire-resistant, or anti-static technical armor. But what really matters is that a spec sheet is not the same as a field test. The real proof demands testing in the direction of tear propagation and in the grit of the actual environment, not just a sterile lab.
I believe that fabric sourcing decisions are brand-defining moments. That cheap ripstop might look identical to the premium version on a product listing page, but it will reveal its true nature on the first sharp rock or the first heavy downpour. We have spent two decades learning these hard lessons so you do not have to make them yourself. Shanghai Fumao has the looms, the coating lines, and the CNAS-certified lab right here in Keqiao to deliver ripstop that does exactly what the grid promises.
If you are ready to move beyond generic Alibaba swatches and develop a ripstop fabric that actually performs to your brand’s promise, I invite you to talk directly to our Business Director, Elaine. She can walk you through our in-stock inventory for immediate sampling or kick off a custom development project for your unique geometry. Reach her at elaine@fumaoclothing.com. Let us engineer your ripstop the right way—from the yarn up—and ensure your product never suffers a catastrophic tear in the field again.








