

Let me be blunt. If you are still selling women’s activewear made from cheap rigid double-knit polyester you are losing money. Not tomorrow. Today. The modern female consumer knows more about fabric technology than most buyers I worked with 15 years ago. She knows the difference between "sweaty and sticky" and "cool and dry." And she votes with her wallet every single month when she subscribes to a new drop or walks into a boutique fitness studio.
The word she’s looking for is Breathability. It’s the number one performance metric that drives repeat purchases in leggings and sports bras. Not just stretch. Not just color. Airflow. Because if that legging traps heat and moisture against the skin it creates a perfect environment for discomfort chafing and odor. And once a woman has a bad experience in your gear she’s gone. She’ll switch to the brand that kept her cool during that brutal HIIT session.
At Shanghai Fumao we’ve seen the demand for High-Air-Permeability Knits skyrocket over the last three years. We’re not just making fabric thicker or thinner. We’re engineering Porosity into the very structure of the cloth. This is a technical problem that requires a deep understanding of yarn cross-sections and knitting machine gauges.
In this article I’m going to break down exactly what breathability means from a mill owner’s perspective. Not from a marketing brochure. I’ll explain the specific yarn technologies the knit constructions and the testing standards we use to ensure a legging performs as good as it looks. This is the inside baseball on keeping cool.
What Fabric Technologies Maximize Airflow in Leggings
Breathability in activewear is not about the fabric being thin. It’s about the fabric having Controlled Porosity. You want air and water vapor to escape from the inside but you don’t want the fabric to be so open that it’s see-through or lacks compression.
There are three main levers we pull at the mill to maximize airflow. The first is Fiber Cross-Section. Traditional polyester is round. A round fiber packs tightly against other round fibers like a stack of logs. There’s no space for air to move.
We use Modified Cross-Section Yarns specifically Channeled or Profiled fibers. You might know them by brand names like Coolmax . These fibers are not round. They are shaped like a plus sign a horseshoe or a star. When you knit these fibers together they don’t pack tightly. They create Micro-Channels along the length of the yarn. These channels act like tiny straws. They wick sweat off the skin and they allow Passive Air Exchange . Even when the fabric is pressed against the skin during a squat these micro-channels stay open.
The second lever is Yarn Texture. A Texturized Filament Yarn (DTY) has a fluffy bulky nature. The loops and crimps in the yarn create Interstitial Space (space between the threads). This space holds air. Air is a great insulator but it also allows moisture to evaporate quickly. The key is balancing the Denier Per Filament (DPF) . For summer-weight leggings we use a Microfiber with a DPF less than 1.0. This makes the yarn feel super soft and maximizes the surface area for evaporation.
The third lever is Hydrophilic Chemistry . Polyester is naturally Hydrophobic (water-hating). It repels water. That’s why sweat beads up on cheap polyester. To get true breathability we apply a Wicking Finish in the dye bath. This is a Hydrophilic Copolymer that permanently changes the surface energy of the fiber. It makes the fiber "water-loving." Instead of sweat beading up it spreads out into a thin film. A thin film evaporates 10 times faster than a bead. This is the "Moisture Management" you see on the hang tag.

How Does Moisture Wicking Differ from True Air Permeability
This is a crucial distinction that separates marketing fluff from engineering reality.
Moisture Wicking is the movement of Liquid Water (sweat) along the surface of the fabric. It’s a horizontal spreading action. It’s important for keeping the skin feeling dry.
Air Permeability is the movement of Air and Water Vapor through the fabric. It’s a vertical passage. This is what actually cools you down. When sweat evaporates it takes heat energy away from the body. If the fabric blocks air that evaporated sweat just turns into a humid micro-climate inside the legging. You feel "clammy."
You can have a fabric with great wicking but zero breathability. Think of a tight woven windbreaker. It might wick sweat along the inside but if the wind can’t get through you overheat.
At Shanghai Fumao we test for both. We measure wicking via AATCC 197 (Vertical Wicking) . We measure breathability via ASTM D737 (Air Permeability) . For a premium legging we want a vertical wicking time of Under 3 seconds (meaning the water spreads fast) and an air permeability of Over 100 CFM (Cubic Feet per Minute). You need both numbers to deliver true comfort.
Here is a comparison of how different fabric constructions perform on these two metrics.
| Fabric Construction | Wicking Speed (Seconds) | Air Permeability (CFM) | Wearer Sensation |
|---|---|---|---|
| Brushed Poly Spandex | 4.5 | 45 | Warm / Clammy (Good for winter) |
| Single Jersey Knit | 2.8 | 85 | Cool / Breathable |
| Birdseye Mesh | 1.9 | 180 | Ultra-Cool / High Flow |
| Double Knit Compression | 3.5 | 55 | Supportive / Moderate Breath |
Why Is Nylon 66 Often Superior to Polyester for Breathability
Polyester is the workhorse of activewear. It’s cheap and it holds color well. But if you want the absolute best breathability and handfeel you upgrade to Nylon 6.6.
Nylon has a higher Moisture Regain than Polyester. Polyester absorbs about 0.4% of its weight in water. Nylon absorbs about 4%. That’s a 10x difference. This means Nylon is naturally more Hydrophilic . It wants to absorb moisture and pass it through. It doesn’t need as much chemical finishing to feel dry.
Nylon also has a Softer Handfeel and a Higher Melting Point. This is important for sublimation printing. When you press a heat transfer onto a polyester legging the heat can crush the yarn and flatten those micro-channels we talked about. The fabric loses breathability exactly where the graphic is applied. Nylon resists this crushing better.
The downside is cost. Nylon is 30-50% more expensive than polyester. But for a premium yoga or running brand the consumer can feel the difference. It’s that "buttery soft" feeling that everyone chases. For more technical data on this fiber comparison I recommend reading the comparative analysis of nylon versus polyester fiber properties for high-performance athletic apparel applications. It breaks down the polymer chemistry.
How to Test Fabric Breathability Before Bulk Ordering
You can’t trust a swatch. You have to test it. And you don’t need a full lab to do the most important test which is the Breath Test.
Take the fabric swatch and hold it tightly against your mouth. Try to exhale through it. If it feels like you’re blowing up a balloon the fabric has low air permeability. You will sweat in this. If you can breathe easily with very little resistance the fabric has high air permeability. This is the test I do 50 times a day in the showroom. It’s surprisingly accurate.
The next step is the Water Drop Test. This tests wicking not breathability but it’s related. Lay the fabric flat. Drop a single droplet of water onto the face (the side that touches skin). Watch what happens.
Does the droplet Bead Up and sit there like a little pearl? That’s bad. The fabric is not wicking. Does the droplet Spread Out quickly in a circular pattern? That’s good. Time it with your phone. A good activewear fabric should spread the droplet to the size of a quarter in Under 3 Seconds. If it takes 10 seconds it’s too slow.
The third test is the Light Test. Hold the fabric up to a bright window. Look for Pinpricks of Light coming through the structure. Those are the open pores. A solid blackout fabric is going to be hot. A fabric with a subtle grid of light shining through (like a birdseye mesh) is going to breathe.
At Shanghai Fumao we provide the official ASTM D737 Air Permeability Report to any client who requests it. We test three spots across the width of the fabric roll because air permeability can vary if the knitting tension was inconsistent. We look for a CV% (Coefficient of Variation) of less than 5% . This means the breathability is uniform across the entire roll.
What Is the ASTM Standard for Activewear Air Permeability
Let’s get into the specific test method. ASTM D737 is the standard test method for air permeability of textile fabrics. It’s the industry benchmark.
The test clamps a sample of fabric over a circular orifice (usually 38 cm²). A vacuum pump pulls air through the fabric at a constant pressure differential (usually 125 Pa which simulates a light breeze). The machine measures the Volume of Air that passes through in cubic feet per minute (CFM) or liters per square meter per second.
Here is a general guideline for interpreting the numbers for women’s activewear.
- 0 – 25 CFM: Very low breathability. This is windbreaker or heavy fleece territory. Do not use for summer leggings.
- 25 – 75 CFM: Moderate breathability. This is standard single jersey legging fabric. Good for general gym wear.
- 75 – 150 CFM: High breathability. This is the sweet spot for Running Tights and Hot Yoga. You can feel the air moving.
- 150+ CFM: Very high breathability. This is Mesh or Ventilation Panel territory. Too open for main body fabric but perfect for behind the knee or back yoke inserts.
I always tell my clients to aim for a minimum of 80 CFM on the main body fabric. Anything less and you will get complaints about being "too hot" in the summer months.
How to Evaluate Moisture Management with a Simple MMT Test
The Moisture Management Tester (MMT) is a fancy lab machine but you can replicate the concept with two pieces of paper and a timer.
Cut a strip of fabric 1 inch wide and 8 inches long. Hang it vertically with the bottom end just touching a bowl of colored water (use food coloring). Start the timer. Watch the water climb up the fabric.
Measure how high the water travels in 5 Minutes. A premium wicking fabric should pull water up At Least 5 cm (2 inches) in 5 minutes. This is the Vertical Wicking Height.
Also observe the Spread . Does the water climb in a straight narrow line? Or does it spread out wide like a delta? A wide spread is better because it exposes more surface area to the air for evaporation. This is called the Spreading Area.
Here is a quick reference table for this simple at-home test.
| Test Parameter | Method | Good Performance | Poor Performance |
|---|---|---|---|
| Air Permeability | Mouth Breath Test | Easy exhalation | High resistance |
| Wicking Speed | Drop Spread Test | < 3 seconds to spread | Beads up > 5 seconds |
| Vertical Wicking | Strip Dip Test | > 5 cm in 5 mins | < 2 cm in 5 mins |
| Visual Porosity | Window Light Test | Visible pinpricks | Solid opaque |
What Are the Best Knit Structures for Breathable Activewear
The yarn is the ingredient. The Knit Structure is the recipe. And the recipe determines the final breathability more than anything else.
The most common structure for leggings is Single Jersey . It’s a basic knit with a smooth face and a slightly textured back. It’s lightweight and has decent stretch. But standard jersey has a problem called Grin-Through . If you stretch it too much the yarns separate and you can see skin through the gaps. This limits how open we can make the structure.
To solve this we use Interlock or Ponte di Roma for Compression Leggings . These are double-knit structures. They are two layers of fabric knitted together simultaneously. This gives them more weight and opacity. But double knits trap air between the two layers. They are Warmer and Less Breathable than single jersey.
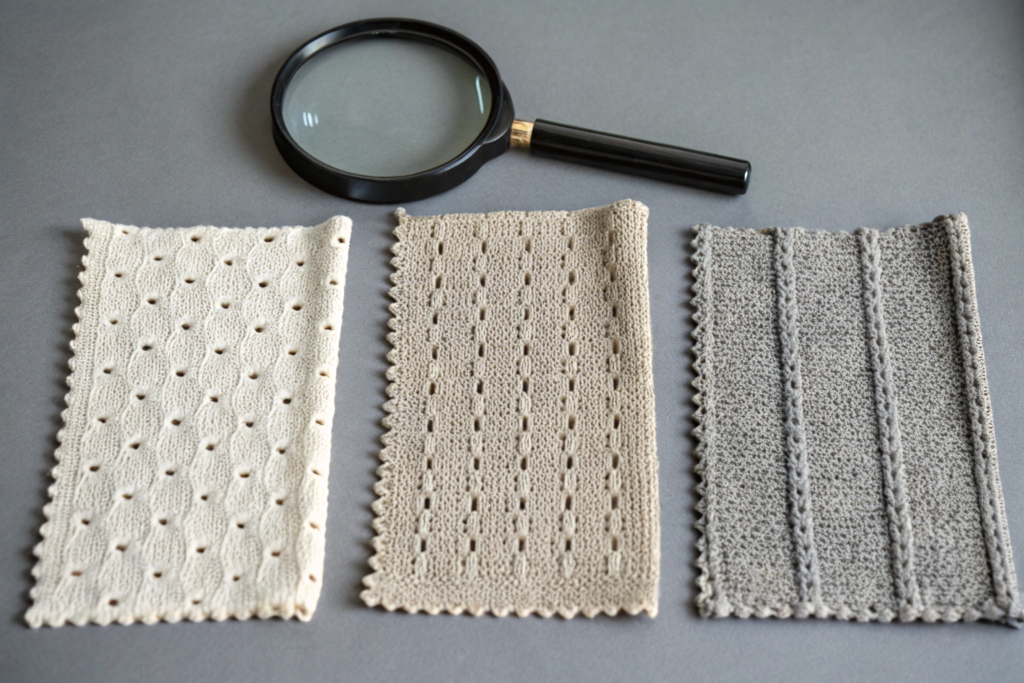
The innovation we are using for high-breathability leggings is Engineered Mesh or Mock Mesh . We don’t just cut a hole in the fabric. We actually knit a Transfer Stitch or a Tuck Stitch that creates a deliberate Hole or Eyelet in the fabric structure. These holes are stable because they are part of the knit architecture. They don’t run or ladder.
We can program the knitting machine to place these mesh holes in specific Ventilation Zones . For example the back of the knee is a high-heat zone. We create a Body-Mapped Legging where the knee area has an open mesh structure (200 CFM) while the thigh area has a tighter compression structure (60 CFM). This is the future of activewear and it’s only possible with advanced circular knitting technology.
How Does Gauge Affect the Balance of Compression and Airflow
Gauge refers to the number of needles per inch on the knitting machine. It dictates the fineness of the fabric.
- 24 Gauge : This is coarse. It uses thicker yarns. The fabric is heavy durable and has large gaps between stitches. It breathes well but has low compression and can be see-through if stretched.
- 28 Gauge : This is the Gold Standard for leggings. It balances density and openness. You get good compression and coverage with acceptable breathability. Most of our premium leggings are 28G.
- 32 Gauge and Finer : This is ultra-fine. It uses micro-denier yarns. The fabric is incredibly smooth and sleek (think Lululemon Align). But because the stitches are so tight the Air Permeability Drops Significantly . These leggings feel like a second skin but they are warmer.
The choice of gauge is a trade-off. You can’t have maximum compression and maximum airflow. You have to pick the priority. For a running tight where sweat management is critical I might recommend a 28G Birdseye Mesh. For a low-impact yoga legging where softness is king I might recommend a 32G Brushed Jersey .
What Is the Role of Plating in Dual-Function Activewear Fabrics
Plating is a knitting technique where we feed two different yarns into the same needle at the same time. One yarn stays on the Face of the fabric. The other yarn stays on the Back.
This is how we create a fabric that is Dry on the Skin and Cool on the Outside . We plate a Hydrophilic Nylon on the Back (against the skin). This yarn pulls sweat off the body. We plate a Channeled Polyester on the Face . This yarn spreads the sweat out and allows it to evaporate quickly.
Plating also allows us to use Cotton on the Face for a soft casual look while keeping Performance Poly on the Back for function. This is huge for the "Athleisure" market. The legging looks like a cozy cotton blend but performs like a gym legging.
How to Source Sustainable Fabrics That Still Breathe Well
There’s a misconception that sustainable fabrics like Recycled Polyester (rPET) don’t perform as well as virgin polyester. And if you’re using cheap low-grade rPET that’s true. But if you use high-quality rPET the performance is indistinguishable.
The key to breathability in recycled activewear is Fiber Length . When plastic bottles are shredded into flakes and melted into chips the resulting polymer chains are shorter than in virgin polyester. Short chains mean weak fibers.
We solve this by blending rPET with Virgin Carrier Fibers or by using Chemically Recycled Polyester . Chemical recycling breaks the plastic down to the molecular monomer level and rebuilds it. The resulting fiber is identical to virgin polyester in strength and handfeel.
The bigger challenge is Spandex . Most sustainable activewear is 75% Recycled Poly 25% Virgin Elastane. That 25% is still petroleum-based. We are now sourcing Bio-Based Spandex made from corn dextrose (e.g. Creora Bio-Based). It reduces the carbon footprint by 20% compared to conventional spandex. And critically it does not sacrifice Stretch Recovery . The leggings still snap back.
For brands looking to maximize sustainability without sacrificing the "cool factor" I recommend exploring the latest innovations in bio-based elastane and recycled nylon for circular activewear design. The technology is moving incredibly fast.

How Does Recycled Polyester Compare to Virgin in Moisture Transport
This is a lab-tested fact. Recycled Polyester Wicks Slightly Better than virgin polyester.
Why? Because of Surface Irregularities . The recycling process even the high-quality one leaves microscopic pits and grooves on the surface of the rPET fiber. These imperfections increase the Surface Area and create Capillary Channels .
Think of a smooth new road versus a slightly textured road. The water spreads out faster on the textured surface. This is exactly what happens with rPET. It pulls sweat across the fabric surface more efficiently.
The one caveat is Color Absorption . rPET can sometimes appear "heathered" or slightly duller in deep blacks because of those surface irregularities. But for activewear that’s often a desired aesthetic. It looks soft and worn-in.
What Are the Challenges with Dyeing Breathable Recycled Knits
This is the inside scoop from the dye house floor. Recycled polyester knits especially those with mesh structures are Difficult to Dye Level.
Because the yarn is made from mixed post-consumer sources the Dye Affinity can vary slightly from batch to batch. We have to use Leveling Agents to ensure the color is uniform across the roll. This adds cost and time.
The mesh structure also exacerbates a problem called Listing . This is where the center of the fabric roll is a slightly different shade than the edges. It happens because the open structure allows dye liquor to flow through differently in the middle of the jet dyeing machine.
We combat this with Low Tension Dyeing and Cold Pad Batch Dyeing for our premium sustainable lines. It’s more expensive but it guarantees that the sage green legging you see online matches the one that arrives at your door. For a deeper dive into this specific manufacturing challenge I recommend reading the technical guidelines for dyeing recycled polyester knitted fabrics to achieve color consistency and fastness. It’s a complex chemistry problem.
How to Communicate Breathability Benefits to Your Customers
You’ve sourced the perfect breathable fabric. You’ve tested it. Now you have to sell it. And "Breathable" is a word that has lost its meaning because every cheap brand uses it. You need to be Specific and Visual .
Stop saying "Breathable Fabric." Start saying "Engineered Ventilation Zones" or "80 CFM Airflow Rating." Use numbers. Consumers trust numbers. It shows you actually tested something.
Show the Back of the Fabric . This is a trick I teach all my brand clients. The face of the fabric looks smooth and pretty. The back tells the performance story. Take a macro photo of the back of the fabric. Show the Mesh Structure or the Wicking Channels . Educate the customer on what they are looking at. "See that grid pattern? That’s our AirFlow Matrix. It allows heat to escape so you stay cool."
Use the Water Drop Test in Your Social Media . It’s a 3-second video that goes viral because it’s satisfying to watch. Drop water on the fabric. Show it spreading instantly. Put a competitor’s fabric next to it that beads up. You don’t even have to name the competitor. The visual sells the technology.
At Shanghai Fumao we provide our clients with B-Roll Footage of these tests. You can use it on your website. It builds instant credibility.

Why Does "Handfeel" Drive Repeat Purchases More Than Color
Color gets the first click. Handfeel gets the repeat purchase.
A woman buys a legging because it’s a beautiful shade of Mauve. She keeps it and buys three more because it feels like "butter." That soft cool handfeel is a direct result of the breathable micro-yarns we use.
You need to use language that evokes that sensation. "Cool to the touch." "Weightless feel." "Second-skin softness." Avoid words like "Synthetic" or "Plastic." Even though it’s polyester it shouldn’t feel like it.
If you have a physical retail presence put a Fan on the fitting room. I’m serious. Have a small fan blowing on the fabric swatch. Let the customer feel the air passing through the fabric. It’s a tactile demonstration of breathability that converts browsers into buyers.
How to Use Fit and Compression to Enhance Perceived Breathability
This is a design trick that has nothing to do with the fabric but everything to do with the wearer’s experience.
A tight compressive fit can actually feel cooler than a loose fit. Why? Because the fabric is in constant contact with the skin. There is no air gap. The wicking mechanism works instantly. Sweat doesn’t have a chance to bead up and drip.
But if the compression is too high and the fabric doesn’t breathe the wearer feels suffocated. It’s a fine line.
The best combination is Zone Compression . Use a breathable mesh (low compression) behind the knee. Use a supportive interlock (high compression) on the thigh. This creates a "pumping" effect as the muscles move. The high-compression zone pushes blood up. The low-compression zone allows air in. The wearer feels supported and cool simultaneously.
Conclusion
Fabric breathability is not a luxury feature for modern women’s activewear. It’s the foundation of performance and comfort. It separates the leggings that get worn once and thrown in the back of the drawer from the leggings that become a daily uniform. The technology that drives this breathability is a complex interplay of fiber science knit geometry and chemical finishing.
As a brand your job is to understand this engineering well enough to ask the right questions of your mill. Ask for the ASTM D737 report. Ask about the DPF of the yarn. Ask about the plating technique. And then translate that technical data into a compelling consumer story about staying cool confident and dry.
At Shanghai Fumao we’re obsessed with the science of staying cool. We work with activewear brands to develop custom knit structures that meet specific breathability and compression targets. We don’t just sell "yoga fabric." We engineer performance textiles that help athletes and everyday women feel their best.
If you’re developing an activewear line and you want to geek out over CFM ratings and yarn cross-sections I invite you to reach out to our Business Director Elaine. She can walk you through our activewear library and send you sample yardage with the full technical data pack.
Contact Elaine at: elaine@fumaoclothing.com








