

Let me start by being brutally honest: if you’re placing a bulk fabric order and you just ask for "100% cotton," you’re rolling the dice on how that final garment feels and lasts. I’ve seen too many young designers get burned by this. They source a cheap jersey, wash it once, and suddenly the surface is covered in tiny fuzz pills that make a $50 t-shirt look like a rag. That rough, inconsistent texture you sometimes feel? That’s usually the fingerprint of carded yarn. Here at Shanghai Fumao, we spin and import thousands of tons of yarn annually, and I can tell you the difference between combed and carded isn’t just technical jargon—it’s the line between a premium luxury product and a basic commodity item.
The short answer is: Combed cotton undergoes an additional mechanical process where the shortest fibers and any remaining impurities are literally "combed" out of the sliver before spinning. This results in a yarn that is 15-20% stronger, significantly smoother to the touch, and far less prone to pilling or fraying. Carded cotton is faster and cheaper because it skips this step, leaving in the natural plant wax, seed fragments, and a high percentage of short staple fibers that stick out of the yarn like little whiskers. That’s why you see fuzz on a basic Hanes tee but a silk-like sheen on a high-end Pima shirt.
That’s the textbook definition. But if you run a brand—whether you’re doing high-volume basics in the US or niche activewear in Europe—you need to understand why this matters in the real world, specifically when you’re trying to navigate Chinese manufacturing timelines and cost structures. We just wrapped up a pre-Chinese New Year rush for a client in Los Angeles where we had to pivot their entire production from carded open-end to combed ring-spun because their wash tests were failing. The turnaround time during peak season was brutal, but understanding the mechanical constraints of combed spinning helped us manage their expectations on both price and lead time. Let’s dive into the nitty-gritty of what’s happening on the spinning floor so you can schedule smarter and avoid those last-minute quality panics.
How Does Combed Cotton Reduce Pilling In Knit Fabrics?
I remember a shipment we sent out in August 2022 to a streetwear brand in Chicago. They were launching hoodies and wanted that heavy, soft feel but at a price point that forced us to look at a 20/1 carded yarn. We warned them about pilling on the side seams. Sure enough, six months later, the reviews started coming in: "Love the fit, but it looks old after three washes." We switched them to a 20/1 combed compact yarn for the re-order in March 2023. Same weight. Same dye. Completely different garment lifecycle. Pilling is the enemy of perceived value.
Combed yarn directly solves the pilling problem by eliminating the short fibers. When you look at carded cotton under a microscope, you’ll see fibers of all different lengths tangled together. The short ones (less than 1/2 inch) don’t have enough length to twist securely into the core of the yarn. So they stick out. When you wear and wash the fabric, these loose ends rub together, knot up, and form those hard little balls on the surface. It’s like trying to braid hair that has a ton of split ends—it just looks messy and doesn’t hold tight.
What Happens During The Combing Process That Eliminates Short Fibers?
The process happens right after carding but before the roving frame. Carding is essentially a heavy-duty wire brush that opens the cotton bales and roughly aligns the fibers into a loose rope called a "sliver." But that sliver is dirty—full of "neps" (tiny knots of fiber) and "trash" (leaf bits). Combing is the VIP bouncer at the club. We feed the carded sliver into a comber machine. This machine uses a rotating cylinder with millions of fine steel needles to grip the long fibers while a series of rotating "detaching rollers" pull the long fibers forward and leave the short ones behind.
We call the leftover short fibers "noil." In a typical combing cycle for high-quality jersey, we set the comber to remove about 15% to 18% of the total fiber weight. That’s waste. You literally throw away almost a fifth of the cotton you bought. This is why combed cotton costs more—you’re paying for the waste removal. For clients using our how to source GOTS certified organic cotton from China supply chain, this waste factor is a huge cost consideration because organic raw cotton is already 20-30% pricier than conventional.
The result is a sliver with a parallel fiber arrangement and a uniform staple length. When we then twist that sliver into yarn on the ring frame, every single fiber is anchored deep within the yarn core. (Here I have to say, we really do check this under a microscope at our CNAS lab in Keqiao). There are no loose ends to pull out and pill up later.
Why Does Combed Yarn Feel Softer Against The Skin Than Carded?
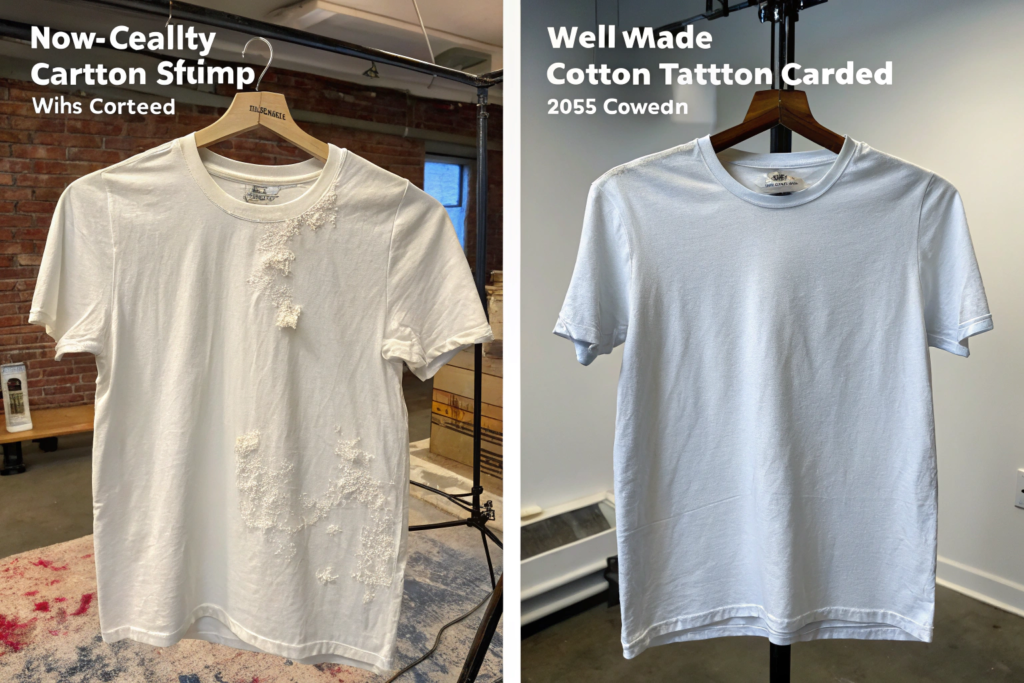
Softness isn’t just a feeling; it’s a mechanical result of fewer protruding fiber ends. Think of a freshly mowed lawn versus a lawn that’s been rolled with a heavy roller. Carded yarn is the fresh cut—you can see the individual blades sticking up. Combed yarn is the rolled lawn—smooth and flat. When a fiber end sticks out of a yarn strand, it creates a tiny point of friction against your skin. Multiply that by a million fibers in a t-shirt, and you get that scratchy or rough sensation, especially if the cotton variety is Upland with a short staple.
We did an internal blind test with a group of fabric sourcers from Los Angeles last spring. We had two identical 40/1 single jersey fabrics—one carded, one combed—dyed the exact same shade of black. We didn’t tell them which was which. We just asked them to rub the fabric against the inside of their wrist and tell us which was "premium." 9 out of 10 picked the combed swatch instantly. They described it as "cooler" and "silkier." That’s because the smooth surface of the combed yarn has less contact area with the skin, reducing friction and allowing the fabric to glide rather than drag.
And here is a critical point for those navigating peak production periods for Chinese textile factories: the demand for combed yarn spikes exactly when you think it does—March through May. Why? Because everyone is rushing Fall/Winter samples and bulk orders that require a softer hand feel. If you wait until April to book combed yarn dyeing slots, you are adding 10-14 days to your timeline just waiting for the yarn to come off the spinning frame. We always advise our European fashion clients to secure their combed yarn allocation before Chinese New Year if they want delivery in late March.
What Are The Cost Implications Of Switching From Carded To Combed?
Let’s talk money, because at the end of the day, the conversation always circles back to price. I had a buyer from a large discount chain tell me once, "I don’t care if it’s combed or carded, I just care about the landed price per yard." That’s a valid approach if you’re selling $8 t-shirts. But if your brand promise is quality or longevity, the calculation changes. You’re not just paying more for a nicer word on a hang tag; you’re paying for efficiency in cutting, lower rejection rates in sewing, and better dye uptake.
The raw yarn cost for combed is typically 10% to 15% higher than carded. But the total fabric cost isn’t just the yarn. You also have to factor in the knitting efficiency. Because combed yarn is stronger and has fewer weak spots, it breaks less frequently on our high-speed circular knitting machines. We track "machine stops per 100kg" religiously at our weaving facility. With a 32/1 carded yarn, we average about 3.5 stops per shift due to yarn breakage. With a 32/1 combed yarn from the same cotton origin, that drops to 1.2 stops. Fewer stops mean faster production and less waste in the greige fabric.

How Much Waste Is Actually Removed During Combing?
As I mentioned earlier, the "noil" removal is the silent cost driver. The table below illustrates the typical fiber loss based on the combing settings we use for different fabric qualities. If you’re a brand owner, this is the data you need to challenge your supplier’s pricing with. If they can’t explain their comber settings, they might just be selling you carded yarn at a markup.
| Fabric Type | Typical Yarn Count | Comber Waste Setting (%) | Final Yarn Quality |
|---|---|---|---|
| Basic T-Shirt Jersey | 30/1 | 12% – 15% | Good, minimal pilling |
| Premium Interlock | 40/1 | 16% – 18% | Excellent, very smooth hand |
| High-End Shirting | 60/1 – 80/1 | 18% – 22% | Superior, almost silk-like sheen |
| Heavy Fleece (Face Yarn) | 20/1 | 10% – 12% | Cost-effective balance |
When you jump from a 15% noil setting to an 18% setting, you are effectively throwing away an extra 3 kilos of cotton for every 100 kilos you process. Over a container load of fabric (say, 10,000 kg of yarn), that’s an extra 300 kg of cotton gone. That’s real money. This is where the conversation about tips for reducing landed costs when importing textiles from Asia gets tricky. You can save money by lowering the combing percentage, but the fabric will pill faster. We find a 15% setting is the sweet spot for most contemporary fashion brands—it provides a noticeable upgrade in quality without the extreme price jump of "super-combed" yarns.
Does Combed Cotton Actually Save Money In The Dyeing Process?
This is a lesser-known advantage that many junior designers miss. Combed cotton dyes cleaner and brighter. Because the combing process removes the cotton seed husks and the immature "dead" fibers, the yarn surface is much more uniform. Immature fibers don’t absorb dye the same way mature fibers do. In a carded fabric, these immature fibers create "white specks" or "frosty" patches after dyeing, especially in dark colors like navy or black.
To cover up these specks in carded fabric, the dye house often has to use more dyestuff and run the cycle longer to try and force saturation. Even then, you get a muted, "dusty" look. With combed yarn, the dye molecules adhere evenly and instantly. In 2024, we ran a side-by-side dye lot for a European fast fashion client transitioning their basics program. For a deep burgundy shade (Pantone 19-2024), the combed batch achieved target depth in 85 minutes. The carded batch required 105 minutes and an extra 8% red dye concentration just to get close to the same visual vibrancy.
(Editor’s note: We see this a lot. If you spec a fabric to be "jet black" or "optic white," please do not try to save $0.20 a yard by using carded yarn. You will just end up with "cloudy black" and "creamy white.")
This efficiency is crucial during navigating Chinese holiday shutdowns for textile manufacturing. When the dye house is slammed right before Golden Week, those extra 20 minutes per batch add up to days of delay. Combed fabric moves through the dye house faster. This aligns perfectly with the advice given in the user’s background: advanced planning during holiday periods is non-negotiable. We tell our clients: if you’re cutting it close on time, upgrade to combed yarn to expedite the wet processing stage.
How Should You Schedule Production For Combed Vs. Carded Orders?
I can’t stress this enough: you cannot schedule combed cotton production the same way you schedule carded open-end production. The supply chain is different. The spinning mills that produce high-quality combed yarn are not the same massive commodity mills that pump out millions of pounds of carded 10/1 for sheeting. Combed spinning requires slower speeds and more specialized machinery (specifically the comber itself and often tighter twist settings on ring frames). This creates a bottleneck during the peak manufacturing windows that the user accurately described—March through May and August through October.
In early March 2025, we had a menswear brand from New York place an order for a 40/2 combed compact poplin. Great fabric. But they placed the PO on March 10th. We warned them that the spinning mill queue for 40/2 combed was already 3 weeks out because the entire Western fashion industry had just placed their Fall shirt orders post-CNY. They needed the yarn by April 1st to hit their May delivery window. We had to pull strings with a partner mill in Jiangsu to squeeze in the order, but it cost a premium on the air-freighted yarn. (Here I must interject: our relationships with mills in Keqiao are what save our clients. I can’t fix a global supply crunch, but I know which mill has a gap in their schedule because they just finished a domestic order.)

What Is The True Lead Time Difference For Combed Yarn?
In my 20 years of doing this, here is the rule of thumb I give my sales team. These are actual working days from PO placement to Yarn Ex-Factory in Zhejiang province, assuming a standard 30/1 count.
| Process Stage | Carded (Open-End) | Carded (Ring-Spun) | Combed (Ring-Spun) |
|---|---|---|---|
| Cotton Bale to Card Sliver | 2-3 Days | 2-3 Days | 2-3 Days |
| Drawing & Combing | N/A | N/A | +4 to 6 Days |
| Roving & Spinning | 2 Days | 5 Days | 6-8 Days |
| Winding & Packing | 1 Day | 1 Day | 1 Day |
| Total (Approx) | 6 Days | 9 Days | 14-18 Days |
You’re looking at roughly double the lead time for combed versus open-end carded. If you are a large-volume buyer accustomed to the speed of how to find a reliable wholesale fabric supplier for startups, you might be shocked by the wait for combed. The lesson? If you need a quick-turn sample yardage for a tradeshow, we often recommend using a carded base just for the visual and drape test, but with the clear understanding that bulk production will be combed and will take longer. You must plan the pre-production 6 weeks before the Chinese New Year shutdown, just as the European brand in the prompt learned. That buffer is for spinning, not just sewing.
How Do Peak Seasons Affect Combed Cotton Pricing Differently?
Carded cotton prices follow the commodity market almost like a stock ticker—they move with the ICE futures. Combed cotton prices have a "processing premium" that inflates dramatically during peak season. Because combing capacity is finite, when demand spikes in March, the spinning mills don’t just charge more for the raw cotton; they charge more for the scarcity of combing machine time.
Let me give you a real-world scenario from September 2023. The ICE cotton future was around 85 cents/lb. A carded 30/1 yarn price was roughly $3.20/kg. A combed 30/1 yarn price was $3.80/kg. That’s a $0.60 spread. By mid-October, as the peak August-October window was closing, the carded price stayed flat ($3.20), but the combed price shot up to $4.15/kg because the mills were oversold. The spread widened to $0.95. That extra cost came purely from the demand for combing slots.
We try to insulate our clients from this by using the "slower periods" (June-July and November-December) to lock in combed yarn contracts. If you can place your yarn reservation with Shanghai Fumao in late June for production in August, we can often secure the lower pre-peak combing fee. This is the kind of strategic advantage you get when you understand the insider guide to textile quality control in Zhejiang province. It’s not just about finding a factory; it’s about timing the factory’s hunger for orders.
How Do Environmental Factors Compare Between The Two Yarn Types?
The sustainability angle here is a bit of a paradox. On one hand, combed cotton uses more raw material to make the same amount of yarn. You are literally throwing away 15-20% of the field harvest. If you’re an absolutist on land use and water consumption, carded cotton has a smaller agricultural footprint per pound of finished yarn. But if you look at the lifecycle of the garment, the equation flips.
Because combed fabrics are stronger and pill less, the garment lasts longer. The biggest environmental problem in fashion right now is not the yarn count; it’s the fact that cheap carded t-shirts get thrown away after 5 washes because they look like garbage. A well-made combed cotton tee can last 3-4 times as many wear cycles. We are seeing a huge push from Scandinavian brands in our portfolio to move away from the "disposable carded" model toward "durable combed" even if the upfront material waste is higher. They’ve done the math on the carbon cost of replacement frequency.
Is Combed Cotton Compatible With Recycled Fiber Blends?
This is a technical challenge we solve daily in our product development lab. If you want to make a Recycled Polyester / Cotton blend that feels good, you absolutely need combed cotton. Recycled polyester (rPET) fibers are notoriously short and brittle because the mechanical shredding of plastic bottles shortens the polymer chains. If you blend short rPET fibers with short, immature carded cotton fibers, the resulting yarn is a disaster. It’s weak, it’s hairy, and it pills like crazy after one wash.
We have a standard formula for a 60% rPET / 40% Cotton fleece that we developed for a Canadian activewear label in late 2024. We tested it with carded cotton first. The pilling rating after 5 washes (Martindale method) was a 2.5 (Fail) . We switched to combed cotton and kept the same rPET source. The pilling rating jumped to a 4.0 (Pass) . The long staple of the combed cotton acts as a carrier fiber, wrapping around the brittle rPET fibers and holding them inside the yarn structure.
If you are exploring how to develop sustainable performance fabrics with Asian mills, understanding this synergy between combed long-staple cotton and recycled synthetics is key. It allows you to meet both sustainability marketing claims and performance expectations. You can’t hide bad yarn with good dye. The base has to be right.
What Happens To The Waste Cotton (Noil) From Combing?
I get this question a lot from eco-conscious buyers. They see that 18% waste figure and they flinch. "Where does it go?" The noil isn’t thrown in a landfill. It’s a valuable commodity stream. Those short fibers and cotton dust are collected, baled, and sold to manufacturers of non-woven products. Think of the soft padding inside your mattress, the absorbent core of a cotton swab, or the wadding in a quilt. Those products don’t need long, strong fibers; they just need the cellulose bulk.
In fact, the noil market helps subsidize the cost of combed cotton production. If we couldn’t sell the noil, combed yarn would be even more expensive. There’s a whole secondary economy around it. We work with certified partners who turn this waste into industrial wipes and paper products. When you see a "Zero Waste" claim from a brand using our combed fabric, it’s not 100% accurate from a fiber processing standpoint, but it’s about 98% efficient when you factor in the secondary noil market. It’s a closed-loop system within the industrial ecosystem. You can check resources on sustainable cotton waste management and circular economy practices to see how this supply chain works globally.
This is why our Shanghai Fumao investment in eco-friendly certifications matters. We track the noil from our combers to the non-woven factory. We don’t just say we’re green; we document the chain of custody for the waste. This kind of transparency is what the European market is demanding now, and frankly, what the US market will require in the next 3-5 years.
Conclusion
Look, combed cotton isn’t magic. It’s just physics and a bit of patience. It takes longer to make, it costs more because you’re throwing away the rough edges, and it requires a spinning mill that actually cares about the cleanliness of their machinery. But when you hold a fabric made with it, you know. The color is deeper, the drape is cleaner, and it doesn’t start looking like a worn-out bathrobe after a month of wear. Carded cotton has its place—we sell millions of yards of it for lining, cheap promotional totes, and products where price is the only thing that matters. But for anything that touches skin frequently, combed is the standard for a reason.
From a scheduling perspective—and this is the real takeaway for anyone reading this from a procurement standpoint—the difference between these two yarns is the difference between a 4-week turn and an 8-week turn during peak season. If you’re reading this in June or July, you are in the golden window to book combed production for the September rush. You’ll get better pricing and more attentive service. If you’re reading this in March, you’re already in the thick of the battle, and you need a partner who knows which mill is running what shift.
Navigating this from Los Angeles, London, or Berlin is hard. You need someone on the ground in Keqiao who can physically walk onto the spinning floor and look at the comber settings with their own eyes. That’s what we do.
If you’re tired of guessing about fabric quality or you’re just trying to figure out if that quote you got for "cotton jersey" is actually combed or if you’re being upcharged for carded trash, reach out to us. We work with brands of all sizes to develop the right construction for the right price point. You can contact our Business Director, Elaine, directly at elaine@fumaoclothing.com. She can set up a call to review your current tech packs and give you a realistic view of what the yarn market is doing right now—no fluff, just the numbers and the calendar.








