

Activewear is the most technically demanding category in apparel. A cotton t-shirt that fades after thirty washes is a mild disappointment. A running tight that loses its compression after five workouts, chafes the inner thigh raw, or holds onto body odor through three laundry cycles is a product failure that costs you a customer forever. The activewear consumer is the most unforgiving judge of fabric quality because they experience the fabric under the most extreme conditions the human body can generate—saturated sweat, extreme stretch, repeated high-friction movement, and frequent aggressive laundering. A fabric that feels great in the showroom can fail spectacularly on the squat rack.
The quality parameters for performance activewear are not a longer list of standard textile tests. They’re a fundamentally different set of requirements that prioritize the fabric’s behavior under dynamic, wet, stretched conditions over its static appearance. Moisture management, stretch and recovery, abrasion resistance, odor control, and seam strength under load are not optional upgrades. They are the minimum viable product characteristics. At Shanghai Fumao, we develop and test activewear fabrics against a specific performance specification that goes well beyond standard apparel QC. In this article, I’ll walk you through the five critical quality parameters that determine whether an activewear fabric performs like premium gear or falls apart like a fashion knockoff, and the exact test standards and acceptance criteria you should specify in your purchase orders.
What Is Moisture Management and How Is It Tested?
Moisture management is not a single property. It’s a system behavior that describes how a fabric handles liquid sweat from the moment it contacts the skin to the moment it evaporates into the environment. A fabric that absorbs sweat but holds it against the skin becomes heavy, clammy, and a chafing hazard. A fabric that repels sweat entirely feels like a plastic bag. An effective activewear fabric rapidly pulls sweat off the skin, spreads it across a large surface area for fast evaporation, and resists becoming saturated and heavy even under prolonged sweating. This combination of behaviors is engineered through fiber selection, yarn structure, and fabric construction, and it’s measured with a specific instrument.
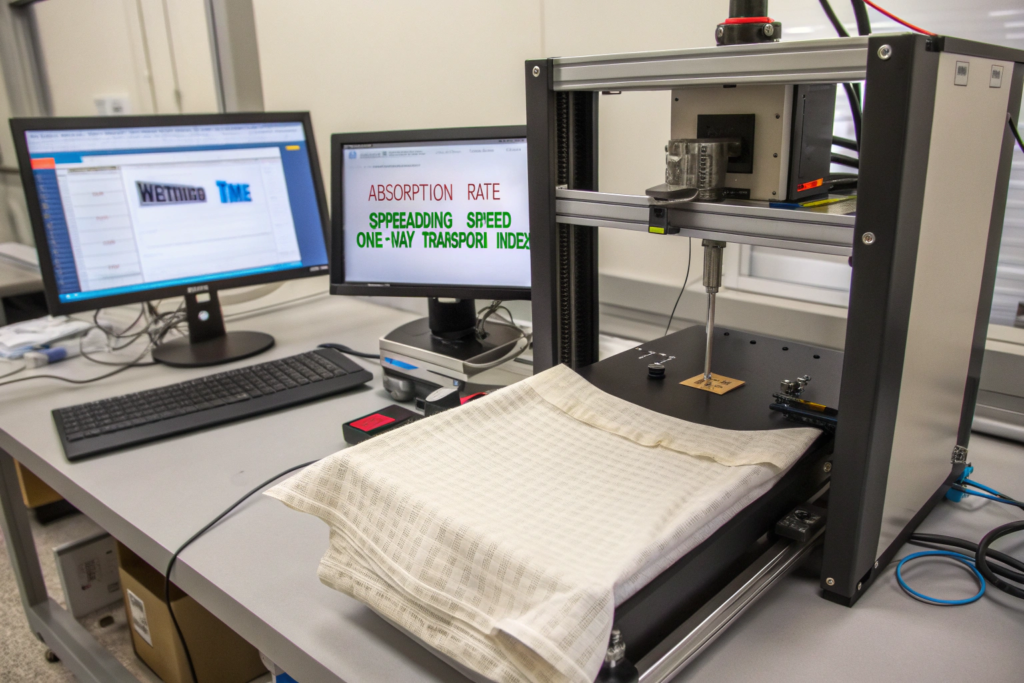
The industry standard for quantifying moisture management is the AATCC 195 test method, measured on a Moisture Management Tester. The instrument places a fabric specimen horizontally between sensors and dispenses a precise droplet of simulated sweat onto the top surface, which represents the skin side of the garment. Sensors measure the moisture content on both the top and bottom surfaces over time. The instrument calculates five key indices: wetting time (how quickly the top and bottom surfaces begin to absorb), absorption rate (how fast the surfaces take up liquid), maximum wetted radius (how far the liquid spreads), spreading speed (how fast it spreads), and the one-way transport index. This one-way transport index is the critical number. A high positive value means the fabric actively pumps moisture from the top surface to the bottom surface away from the skin. A value near zero means the fabric holds moisture where it landed. A negative value means the fabric pushes moisture back toward the skin. For performance activewear, a one-way transport index above 40 is considered good, above 60 is very good, and above 80 is excellent. At Shanghai Fumao, we test all our performance knit developments on the MMT and target a one-way transport index above 50, with wetting times under 3 seconds on both surfaces. The AATCC 195 moisture management test method and performance grading scale for activewear and performance textile fabrics provides the full test procedure and grade thresholds.
Why Is the One-Way Transport Index the Most Critical Number?
The one-way transport index captures what the athlete actually feels. When sweat accumulates on the skin side of the fabric, the fabric feels wet, sticky, and cold—the "post-exercise chill" that makes a runner miserable during their cool-down walk. The one-way transport index measures the fabric’s ability to actively move that moisture from the skin side to the outer face, where it can spread and evaporate. A fabric with a high absorption rate but a low one-way transport index absorbs sweat quickly but holds it against the skin—it’s a sponge, not a transporter. A fabric with a high spreading speed but a low one-way transport index spreads the sweat around on the skin side, creating a larger wet patch against the body. Both are uncomfortable outcomes. The ideal performance fabric absorbs sweat almost instantly from the skin side and then moves it to the outer face as fast as it arrives, keeping the skin side dry even as sweat production continues. This is the "next-to-skin dry" feeling that premium activewear brands market heavily because it’s the single most noticeable performance characteristic to the wearer. The one-way liquid transport capability in performance textiles and its correlation with athlete comfort perception during high-intensity exercise provides the consumer perception data linking MMT index values to wearer comfort ratings.
How Does Fiber Type and Fabric Construction Affect Moisture Management?
Polyester is the dominant fiber in performance activewear not because it’s cheap, but because it’s hydrophobic. It doesn’t absorb water into the fiber structure—water sits on the fiber surface and moves through the fabric by capillary action between fibers. This means the fabric doesn’t become waterlogged and heavy, and the moisture remains available for evaporation rather than being chemically bound inside the fiber. Nylon behaves similarly but has slightly higher moisture regain, which can be an advantage in reducing static cling. Cotton and viscose are hydrophilic—they absorb water into the fiber structure, swelling the fiber and trapping moisture. A cotton t-shirt can hold its own weight in water, becoming heavy, clingy, and slow to dry. For performance applications where sustained sweating is expected, cotton and viscose are fundamentally unsuitable as the primary fiber.
Fabric construction amplifies or defeats the fiber’s inherent properties. A single jersey knit in 100% polyester will have some moisture wicking because of the fiber, but the moisture transport is not optimized. The most effective moisture management constructions use a double-layer or plaited structure where the skin-side yarn is a different fiber or denier than the outer-face yarn. A common high-performance construction is a polyester filament face with a polypropylene or a finer denier polyester mesh on the skin side. The difference in capillary force between the two layers drives moisture from the skin side to the face side. The skin side stays dry, and the face side spreads the moisture for evaporation. This engineered gradient is far more effective than a single-layer construction relying solely on fiber chemistry. The fiber selection and fabric construction optimization for moisture management performance in athletic and sportswear textiles provides the design principles and comparative performance data.
What Stretch and Recovery Standards Should Activewear Meet?
Stretch is borrowed time. Recovery is quality. Any fabric with spandex can stretch—pull it, and it gets longer. The engineering challenge is making it come back to its original dimensions after being stretched, over and over, for the life of the garment. A yoga tight that stretches beautifully on the hanger but bags out at the knees after three Downward Dogs is a recovery failure. The consumer feels it instantly. The fabric is no longer holding them; it’s sagging on them. Recovery is the most important mechanical property in activewear, and it’s the one most often compromised by cost-cutting in yarn quality or finishing shortcuts.
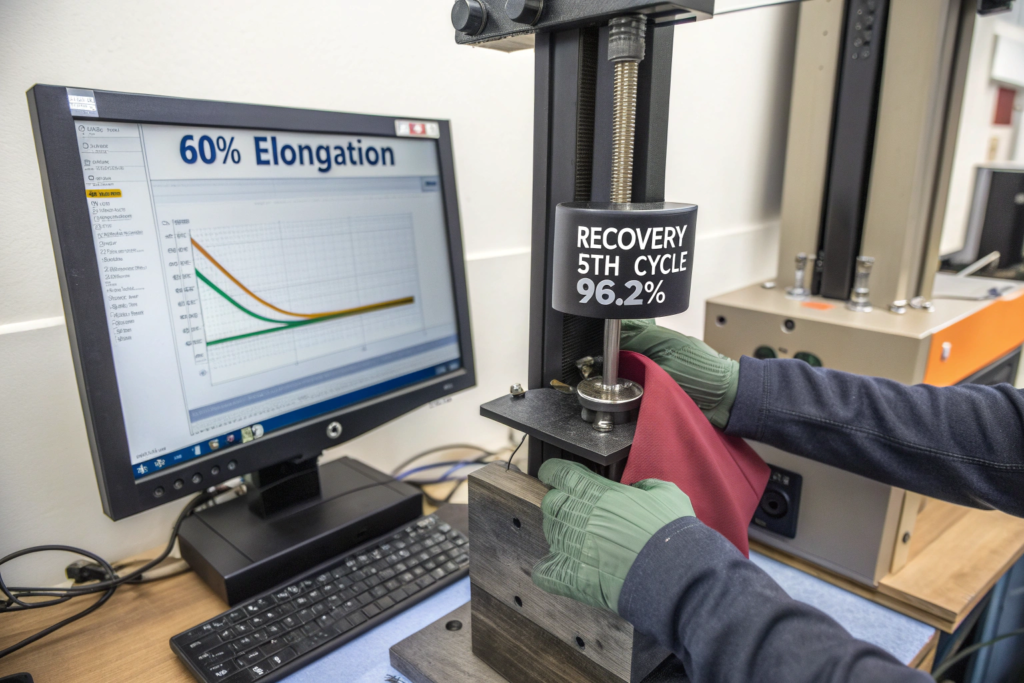
The standard test for stretch and recovery in activewear fabrics is a cyclic tensile test, typically run on an Instron or similar universal testing machine. The specimen is clamped at a specified gauge length, stretched to a target elongation—usually 30%, 50%, or 60% depending on the end-use—held for a specified time, and released. The machine measures the fabric’s length after relaxation. The difference between the original length and the relaxed length, expressed as a percentage, is the growth—the amount of permanent deformation the fabric incurred. For premium activewear, the growth after five cycles of 60% elongation should be below 5%. Below 3% is excellent and indicates the fabric will maintain its compression and shape through extended wear. At Shanghai Fumao, our performance knit specification requires maximum 4% growth after five 60% elongation cycles per ASTM D2594 for our leggings and compression fabrics. For lighter support garments like running tops, we require maximum 5% growth at 30% elongation. The ASTM D2594 stretch and recovery test method for knitted fabrics with elastomeric yarns used in activewear and performance apparel provides the full test procedure, specimen preparation, and calculation methodology.
What Spandex Percentage and Type Produces the Best Recovery?
Spandex percentage is the most commonly asked question in activewear development, and it’s the wrong question. The question should be about spandex type, spandex placement, and the fabric’s measured recovery, not just the percentage. A fabric with 8% standard spandex may have worse recovery than a fabric with 5% high-retention spandex if the standard spandex is a lower-grade polymer. Spandex quality varies significantly. Premium spandex brands like Lycra and Creora offer high-retention variants specifically engineered for activewear that maintain recovery through repeated stretching and aggressive washing better than commodity spandex. The price difference is small—roughly $0.20 to $0.40 per meter—but the performance difference is large.
Spandex placement matters as much as spandex percentage. In a single jersey knit, the spandex can be laid in as a bare yarn, core-spun with a sheath fiber, or plated. Bare spandex is the least expensive but the most vulnerable to degradation from chlorine, heat, and abrasion because it’s exposed on the fabric surface. Core-spun spandex, where the spandex filament is wrapped in a sheath of cotton or polyester, protects the spandex from chemical and mechanical damage and provides a more stable, longer-lasting recovery. For premium activewear that will be washed fifty or a hundred times, core-spun spandex is the minimum standard. The spandex denier also matters. A 40-denier spandex provides more power and compression than a 20-denier spandex at the same percentage. A fabric with 5% of 40D spandex will feel firmer and have more recovery force than a fabric with 5% of 20D spandex. The spandex fiber types, denier selection, and placement methods for optimizing stretch recovery performance in knitted activewear fabrics provides the technical guidance from the major spandex producers.
How Does Heat Setting Affect Long-Term Stretch Recovery?
Heat setting is the process where a synthetic fabric is heated to a specific temperature under controlled tension to stabilize its dimensions. For spandex-containing activewear fabrics, heat setting is critical because it locks the spandex in its stretched state within the fabric structure. Without proper heat setting, the spandex remains in a relaxed, contracted state, and the fabric will shrink and tighten during the first wash or even during warm-weather wear. The heat setting temperature, time, and tension are specific to the fiber blend and the desired final properties.
At Shanghai Fumao, our polyester-spandex activewear fabrics are heat-set at 190°C to 195°C for 45 to 60 seconds on a stenter frame, with the fabric width and overfeed precisely controlled. This temperature range relaxes the polyester’s internal stresses without damaging the spandex, which begins to degrade above 200°C. The heat setting stabilizes the fabric width, prevents excessive shrinkage in subsequent washing, and contributes to recovery by pre-relaxing the elastomeric component. A fabric that hasn’t been heat-set, or was heat-set at too low a temperature or for too short a time, will shrink unpredictably and lose recovery faster. The difference between a properly heat-set and an inadequately heat-set activewear fabric becomes obvious after five to ten washes—the unset fabric has tightened, twisted, and lost its snap, while the set fabric maintains its original dimensions and recovery. The heat setting process optimization for polyester-spandex knitted activewear fabrics and its effect on dimensional stability and elastic recovery provides the process parameters and testing data.
Why Is Abrasion Resistance Critical for High-Friction Activewear?
Activewear experiences more fabric-to-fabric and fabric-to-surface friction than almost any other apparel category. The inner thighs of running tights rub against each other with every stride. Yoga pants slide across rubber mats. Sports bras chafe against the ribcage. The seat of cycling shorts grinds against a saddle for hours. A fabric that pills or thins at high-friction zones looks worn out quickly, and worse, the pilled surface becomes abrasive against the skin. Chafing is not just a comfort failure—it’s a skin injury that can make the garment unwearable.
Abrasion resistance in activewear is tested with the Martindale method per ASTM D4966 or ISO 12947. The test mounts the fabric specimen against a standard wool abradant fabric under a specified pressure and rubs them together in a Lissajous figure pattern—a multi-directional rubbing motion that simulates real-world friction better than a linear back-and-forth rub. The test runs to a specified number of cycles, typically 5,000, 10,000, or 20,000, and the fabric is assessed for surface change, pilling, and weight loss. For performance activewear, the minimum acceptable Martindale abrasion resistance is 15,000 cycles with no thread breakage and a pilling grade of 4 or above. For premium activewear positioned as durable, 25,000 to 50,000 cycles is a meaningful quality differentiator. At Shanghai Fumao, our standard activewear knits are rated to 25,000 Martindale cycles, and our premium performance range to 50,000 cycles. The Martindale abrasion resistance test method and performance specifications for activewear and high-friction sportswear textile applications provides the test parameters and assessment criteria.

Why Do Some Activewear Fabrics Pill More Than Others?
Activewear pilling is primarily a function of fiber type, yarn structure, and fabric construction, with finishing playing a supporting role. Polyester filament yarns—continuous, unbroken fibers—are inherently pill-resistant because there are no short fiber ends to break loose and tangle into pills. Spun polyester yarns, made from short staple fibers twisted together, have many more fiber ends and pill significantly more. A performance activewear fabric made from polyester filament will have dramatically better pilling resistance than one made from spun polyester, all other factors being equal. This is why premium activewear uses filament polyester with a textured false-twist for softness, not spun polyester.
Nylon is even better than polyester for pilling resistance because nylon fibers are tougher and more abrasion-resistant. A nylon-spandex fabric will generally outperform a polyester-spandex fabric of equivalent construction in Martindale pilling tests. The trade-off is that nylon is more expensive and has slightly higher moisture regain, which affects drying speed. The fiber cross-section also matters. Round cross-section fibers are more prone to catching and tangling than irregular or trilobal cross-section fibers, which are smoother and slide past each other more easily. Premium activewear brands frequently specify trilobal or modified cross-section fibers for their combination of wicking performance and reduced pilling tendency. The fiber type, yarn structure, and fabric construction factors affecting pilling resistance in polyester and nylon activewear knit fabrics provides the comparative testing data across fiber and construction variables.
How Does the Martindale Test Relate to Real-World Activewear Durability?
The Martindale test rubs fabric against a standardized wool abradant. Real-world activewear rubs against skin, against itself, against gym equipment, and against whatever surface the athlete is sitting, lying, or sliding on. The correlation between lab cycles and real-world durability is not linear and depends heavily on the specific activity. For running tights, the inner thigh friction zone typically shows visible wear after an equivalent of 5,000 to 10,000 Martindale cycles of real-world use, depending on the runner’s gait, body geometry, and weekly mileage. A fabric that passes 25,000 cycles in the lab will generally survive at least a year of regular running use before showing visible wear. For yoga pants, the knee and hip friction zones show wear faster because of the high pressure between body weight, fabric, and mat surface. A fabric rated to 15,000 Martindale cycles may show pilling at the knees after six months of regular practice. For cycling shorts, the saddle contact zone is the most aggressive friction environment. The chamois pad provides some protection, but the fabric surrounding it wears against the saddle nose and the rider’s thighs. Cycling shorts in premium performance fabrics are typically rated to 50,000 Martindale cycles minimum.
The Martindale number is a useful comparative metric, but it should be supplemented with wear testing on actual garments in the intended activity. At Shanghai Fumao, we work with several brand partners who conduct athlete wear trials and provide feedback on real-world durability that we then correlate back to our lab testing to refine our performance specifications. The correlation between standardized Martindale abrasion resistance testing and real-world garment durability in high-friction activewear applications provides the comparative data from controlled wear trials.
How Do I Specify and Test Anti-Odor Performance?
Body odor on activewear is not caused by sweat. Fresh sweat is essentially odorless. The odor is produced by bacteria on the skin that metabolize sweat components—primarily fatty acids and proteins—into volatile odorous compounds. The fabric becomes a breeding ground for these bacteria, absorbing the nutrient-rich sweat and providing a warm, moist, dark environment ideal for bacterial proliferation. Washing removes some bacteria but rarely all, and residual bacteria can reactivate rapidly when the garment is worn again. The result is the "perma-stink" phenomenon—a synthetic activewear garment that smells fine out of the wash but reeks within minutes of being worn because the residual bacteria kick back into metabolism with fresh sweat.
Anti-odor performance is tested by inoculating the fabric with specific odor-causing bacteria—typically Staphylococcus epidermidis or Corynebacterium species—incubating under controlled conditions, and measuring either bacterial population reduction or actual odor compound production. The AATCC 100 test method quantifies antibacterial activity by measuring the reduction in bacterial colony-forming units on treated fabric versus an untreated control. A reduction of 99% or greater after 24 hours is considered effective antibacterial performance. However, antibacterial activity and anti-odor performance are not exactly the same thing. A fabric can kill bacteria without preventing the odor compounds already produced by bacteria before they died. The more rigorous test is ISO 17299, which uses human odor assessors or gas chromatography to measure actual odor compound concentration on the fabric after bacterial incubation. For activewear, the AATCC 100 antibacterial test is the minimum standard, and the ISO 17299 odor assessment is the premium verification. The AATCC 100 antibacterial activity test method and its application to anti-odor performance claims for activewear and sportswear textiles provides the full microbiological procedure and acceptance criteria.

What Is the Difference Between Antimicrobial and Odor-Capture Technologies?
The activewear market offers two fundamentally different approaches to odor control. Antimicrobial technologies, such as silver ion treatments, zinc pyrithione, or chitosan, actively kill or inhibit the growth of odor-causing bacteria on the fabric. The bacteria land on the fabric, encounter the antimicrobial agent, and are neutralized before they can multiply and produce odor compounds. This approach is effective but has two limitations: it doesn’t address the odor compounds produced before the bacteria are killed, and the antimicrobial agent can degrade over repeated washes, losing effectiveness. Silver ion treatments, the most common antimicrobial in activewear, typically retain effectiveness for 50 to 100 washes, after which the silver has been gradually depleted.
Odor-capture technologies work differently. Instead of killing bacteria, they absorb or neutralize the odor compounds themselves. Cyclodextrins, derived from corn starch, are cage-like molecules that trap odor compounds inside their structure, preventing them from being released into the air and detected by the nose. Activated carbon treatments work on a similar principle. These technologies don’t affect the bacterial population; the bacteria continue to live and multiply on the fabric, but their smelly metabolic byproducts are chemically sequestered. The advantage is that odor-capture technologies can be more durable than antimicrobials because the capture mechanism isn’t consumed by killing bacteria—it just fills up with odor molecules and can be partially regenerated by washing. The disadvantage is that the garment may still harbor a high bacterial load, which could be a concern for skin health with prolonged wear. At Shanghai Fumao, we offer both antimicrobial (silver ion) and odor-capture (cyclodextrin-based) finishes for our performance activewear fabrics, and we guide brands toward the appropriate technology based on their product positioning and consumer messaging. The antimicrobial versus odor-capture textile finishing technologies for activewear applications and their durability, efficacy, and consumer perception comparison provides the technical comparison and performance data.
How Do I Request Anti-Odor Testing in a Purchase Order?
Anti-odor claims are marketing gold and regulatory minefields. In the US, the EPA regulates antimicrobial claims on textiles under FIFRA, and making a "kills bacteria" claim without EPA registration can trigger enforcement action. Most activewear brands avoid explicit antibacterial claims and instead use softer language like "odor control" or "stays fresh." The testing specification in the purchase order should reflect the claim the brand intends to make, and it should specify the test method, the target organism, and the acceptance criterion.
For a standard "anti-odor" or "odor control" claim, specify: "Antibacterial activity per AATCC 100 against Staphylococcus epidermidis, minimum 99% reduction after 24-hour incubation, tested after 20 wash cycles per care label instructions." This specification does two important things. It names the specific test method and organism, so the lab knows exactly what to do. And it requires testing after 20 washes, which verifies durability of the treatment. A fabric that passes AATCC 100 when brand new but loses antibacterial activity after ten washes is not delivering meaningful odor control to the consumer. The 20-wash threshold is a reasonable durability requirement for activewear that will be washed frequently. For brands making a premium "permanent odor control" claim, the wash durability requirement should be extended to 50 wash cycles. The textile purchase order specification language for anti-odor performance testing including test methods, target organisms, wash durability requirements, and regulatory compliance considerations provides guidance on the regulatory framework and testing standards.
How Do I Ensure Seam Strength in Stretch Activewear Fabrics?
Seam failure in activewear is not about the thread breaking. In a stretch fabric, the seam fails when the fabric yarns at the stitch line slip, tear, or ladder under the tension and repeated stress of the wearer’s movement. The fabric has plenty of stretch. The seam, if not engineered for stretch, does not. The seam becomes a stress concentrator—a non-stretchy line in a stretchy fabric—and every movement pulls against that line. Over time, the yarns at the stitch holes fatigue and fail. The consumer experiences a seam that "pops" or a hole that develops along the stitching, not at a random location.
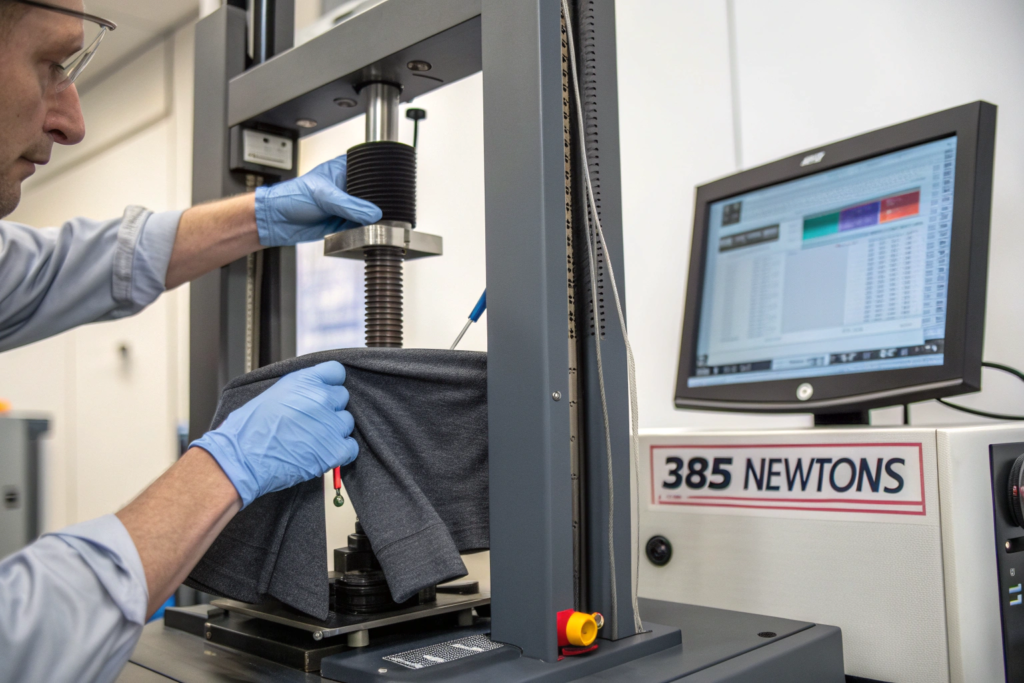
Seam strength in activewear is tested by sewing a standardized seam into the fabric specimen and pulling it perpendicular to the seam line on a tensile testing machine. The test measures both the maximum force the seam withstands before failure and the mode of failure—did the thread break, or did the fabric tear at the stitch line? For activewear, fabric tear at the stitch line is the more common failure mode because stretch fabrics concentrate stress at the needle holes. The ASTM D1683 test method for woven fabrics and the adapted method for knits provide the standard procedure. For performance leggings and compression garments, a minimum seam strength of 30 pounds force or 130 Newtons per inch of seam width is a reasonable minimum. For lighter support garments, 20 pounds force or 90 Newtons per inch is acceptable. The seam strength specification should also include a requirement for seam stretch—the seam must stretch with the fabric, not restrict it. A seam that is strong but has only 20% elongation in a fabric with 80% elongation will concentrate stress and fail prematurely at the stitch holes. The ideal activewear seam construction matches the seam elongation to the fabric elongation. The ASTM D1683 seam strength test method for woven and knitted apparel fabrics and minimum performance specifications for activewear and stretch garment applications provides the full test procedure and specimen preparation.
What Seam Construction Works Best for High-Stretch Activewear?
The standard overlock stitch is not sufficient for high-stretch activewear seams that will experience heavy loading. An overlock stitch has limited inherent stretch and will pop under the repeated high-extension cycles of activities like yoga, running, and weightlifting. The industry standard for premium activewear is the flat-lock stitch, also called a cover stitch or a flat seam. A flat-lock seam joins two fabric edges without overlapping them, using multiple threads—typically four or five—to create a seam that sits flat against the skin, stretches with the fabric, and has no raised ridge to chafe against the body. The flat-lock seam’s stretch comes from the stitch geometry, which allows the thread to extend with the fabric rather than resisting it.
The stitch type matters, but the sewing thread matters equally. Textured polyester thread, which is bulked and has inherent crimp and stretch, should be used in activewear seams instead of smooth spun polyester thread. The textured thread can elongate with the seam; the smooth thread cannot. For the highest-stress seams—the crotch gusset in leggings, the armhole in sports bras—a combination of flat-lock construction and textured polyester thread is the minimum standard for durability. For moderate-stress seams like side seams and hems, a high-quality overlock with textured thread may be sufficient. The needle type and size also affect seam integrity. A ball-point needle should be used for knits to push fibers aside rather than cutting them; a sharp needle will sever yarns at the stitch holes and create initiation points for seam failure. The flat-lock seam construction parameters and sewing thread selection for high-stretch knitted activewear fabrics to optimize seam strength and elongation provides the detailed construction specifications and comparative strength data.
How Many Wash Cycles Should a Seam Survive?
Seam strength is not a static property. It degrades with every wash cycle as the sewing thread fatigues, the needle holes enlarge, and the fabric yarns around the stitch line weaken from mechanical agitation and chemical exposure. A seam that tests at 40 pounds force when new might test at 25 pounds force after 50 washes—still above the 20-pound minimum, but trending toward failure. The activewear buyer should specify seam strength not just for the new fabric, but for the fabric after a specified number of wash cycles.
For premium activewear, I recommend specifying seam strength retention of at least 80% after 25 wash cycles per AATCC 135, and at least 70% after 50 wash cycles. The seam should be tested in the cross-direction, where stress is highest, and the test should be run on a specimen cut from a fully sewn garment or a sewn fabric panel that has undergone the specified wash cycles. At Shanghai Fumao, we include seam strength after 25 washes in our standard activewear quality protocol, and we’ve found that polyester-spandex fabrics with flat-lock seams and textured polyester thread consistently exceed 85% strength retention at 25 washes. The seam strength degradation over repeated domestic laundering cycles in polyester-spandex activewear knit fabrics and minimum durability specifications provides the degradation curve data and durability thresholds.
Conclusion
Performance activewear fabric quality is not about a single magic fiber or a single test number. It’s about a system of properties—moisture management, stretch recovery, abrasion resistance, odor control, and seam strength—that work together to keep the athlete comfortable, supported, and chafe-free through the most demanding conditions a garment can face. Each of these properties is measurable with a specific, standardized test. Each has a quantifiable acceptance threshold that separates premium performance from fast-fashion knockoff. The brand that specifies these thresholds in their purchase orders and verifies them with test data is building activewear that earns customer loyalty through performance. The brand that doesn’t is gambling with their reputation.
The activewear consumer is the most technically demanding customer in apparel. They experience the fabric under sweat, stretch, friction, and repeated washing. They know within three workouts whether the product delivers or disappoints. The fabric quality parameters I’ve described in this article are the difference between a garment that earns a five-star review and a "wore it once and it pilled" return. They’re not industry secrets. They’re published standards with established test methods. The only question is whether your mill is testing to them and whether you’re asking for the results.
If you’re developing an activewear line and you want to build your quality specification on a solid technical foundation, or if you’re experiencing a specific performance issue with your current fabric and you need a diagnostic approach, reach out to us. At Shanghai Fumao, we develop and test activewear fabrics to all of the parameters covered in this article, and we provide the test data with every development sample and every bulk shipment. Our Business Director, Elaine, can connect you with our performance fabric development team and get technical specification sheets and test reports in your hands. She’s at elaine@fumaofabric.com. Let’s engineer activewear that performs as good as it looks, wash after wash, workout after workout.








