

I’m going to let you in on a little secret. The fabric that has made brands like Arc’teryx and Patagonia famous in the travel space isn’t magic. It’s just really good Nylon . But not the nylon you find in a cheap windbreaker from a street vendor. We’re talking about Ultra-Lightweight High-Density Nylon . The stuff that weighs less than 40 grams per square meter but can stop a light rain and survive being stuffed into a backpack for six months straight.
The problem is that sourcing this specific type of fabric is notoriously difficult for small and mid-sized brands. The big mills that produce the top-tier 10 Denier and 20 Denier Nylon typically reserve their entire production capacity for the mega-brands. They don’t want to talk to you if you’re ordering 500 yards. They want to talk to the people ordering 50,000 yards. This creates a huge barrier to entry for anyone wanting to make a great packable travel jacket or a lightweight tote.
At Shanghai Fumao we’ve carved out a niche serving exactly this market. We specialize in the "Downstream" Supply Chain for performance fabrics. We partner with the giant weaving mills and take on their Minimum Order Quantities . We stock the greige goods. Then we offer Custom Dyeing and Finishing in smaller batches for the brands that the big mills ignore. This is how we make 20D Nylon accessible to the Kickstarter brand and the boutique travel outfitter.
In this article I’m going to walk you through the technical specifications you need to know the difference between calendered and uncalendered nylon and how to navigate the MOQ challenge for ultra-light fabrics. This is the blueprint for getting your travel wear line off the ground.
What Denier Nylon Is Best for Ultralight Travel Jackets
The most common question I get is "What denier should I use?" And the answer is always "It depends on what you want to survive."
Denier (D) is a unit of measurement for the linear mass density of fibers. The higher the number the heavier and stronger the thread. But in the world of ultra-light travel there’s a specific spectrum you need to understand.
10 Denier (10D) Nylon : This is the ghost of fabrics. It’s 7-10 GSM . It’s so light it feels like holding a plastic bag. It’s used for the inner lining of high-end sleeping bags or the absolute lightest wind shells. The problem? Durability . You can tear 10D with a fingernail if you’re not careful. It also requires Silicone Coating to have any water resistance. It’s terrible for abrasion. If you rub it against a brick wall it shreds. I generally Do Not Recommend 10D for Apparel unless it’s a niche "emergency shell" that lives in a stuff sack 99% of its life.
15 Denier (15D) Nylon : This is the Sweet Spot for premium ultralight jackets. It’s around 15-20 GSM . It has a beautiful soft handfeel and a slight crinkle. It’s strong enough for daily wear but still packs down to the size of a soda can. This is what the top Japanese mills specialize in.
20 Denier (20D) Nylon : This is the Workhorse . It’s 25-35 GSM . It has enough body to feel like a "real jacket." It resists abrasion well. It takes a DWR (Durable Water Repellent) finish beautifully. For a travel pant or a daily driver jacket 20D is the minimum I recommend for long-term durability.
30 Denier (30D) Nylon : This is moving into "Lightweight" rather than "Ultralight." It’s 40-50 GSM . It’s great for backpacks and heavy-use items but it’s overkill for a packable jacket.
Here is a reference table based on our mill testing for tensile and tear strength.
| Denier | Typical Weight (GSM) | Tear Strength (Elmendorf) | Recommended Use Case |
|---|---|---|---|
| 10D | 7-10 g | < 200g | Emergency shells liners (not durable) |
| 15D | 15-20 g | 250-350g | Premium Ultralight Jackets |
| 20D | 25-35 g | 400-600g | Travel Pants Daily Jackets |
| 30D | 40-50 g | 700g+ | Lightweight bags reinforcement |
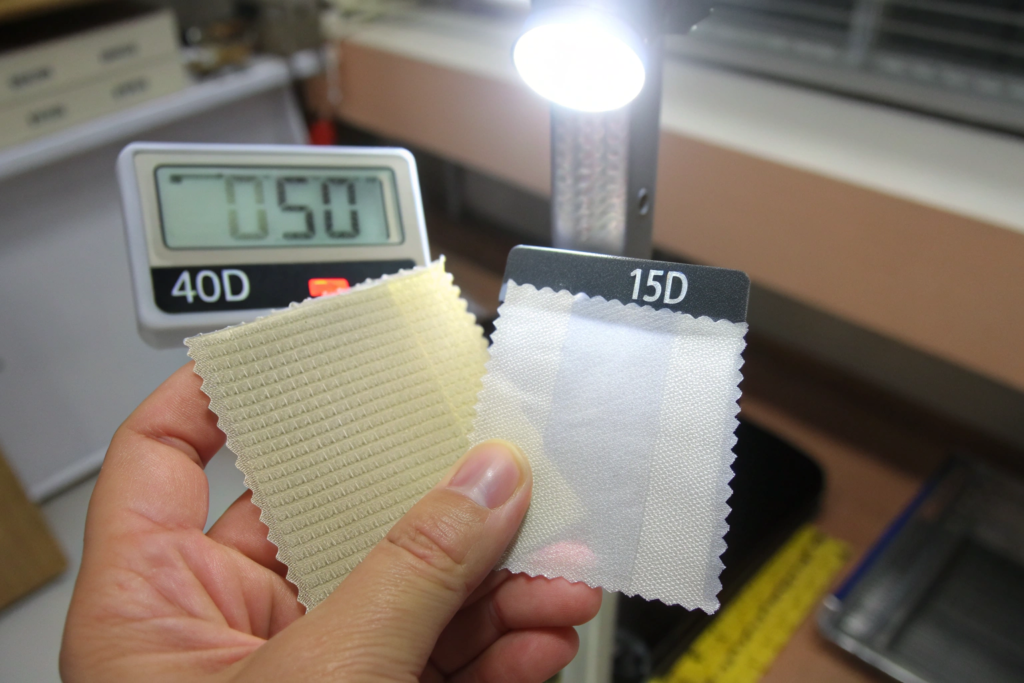
How Does 15D Nylon Compare to 20D for Packability and Tear Strength
This is the trade-off every travel brand faces. Packability vs. Longevity.
15D Nylon wins on Packability . A 15D jacket will compress down to roughly 2/3 the size of a 20D jacket. If your brand’s key marketing claim is "Fits in a Sandwich Bag" you need 15D.
20D Nylon wins on Tear Strength . The difference is significant. In our lab tests 20D ripstop has about 40-50% higher tear resistance than 15D plain weave. If your customer is bushwhacking through trails or catching crowded subways the 20D jacket will last longer.
I often advise clients to use a Hybrid Approach . Use 20D on the Body for durability. Use 15D on the Lining to save weight. This is a pro-level design move that maximizes performance.
At Shanghai Fumao we stock both 15D and 20D greige goods specifically so brands can do this without having to buy full container loads of each.
Why Is Ripstop Weave Essential for Lightweight Nylon Durability
If you look closely at a premium travel jacket you’ll see a faint Grid Pattern woven into the fabric. That’s Ripstop .
Ripstop is a reinforcing technique where thicker stronger yarns are woven into the fabric at regular intervals (usually every 5-8mm). This creates a "cage" that stops a tear from spreading.
Imagine a tiny puncture from a tree branch. On a plain weave nylon that puncture will quickly turn into a Run like a run in a stocking. The whole jacket is ruined. On a ripstop nylon the tear hits that thick grid line and Stops .
For anything under 30 Denier Ripstop is Non-Negotiable . It’s the only thing that makes ultra-light fabric usable in the real world. We offer both Mechanical Ripstop (woven in) and Embossed Ripstop (pressed in with heat). Mechanical is superior but more expensive. Embossed is cheaper but the pattern can fade over time.
How to Source Nylon with Cire or Calendered Finishes
The denier is the skeleton. The Finish is the skin. And for travel wear the finish is what gives the fabric its Down-Proofness and Weather Resistance .
There are two main categories of finish you need to know.
Calendered Nylon : This fabric is passed between Hot High-Pressure Rollers . The heat and pressure Melt the surface fibers of the nylon ever so slightly. This fuses the yarns together and closes the tiny gaps between the threads. The result is a fabric that is Smoother Crisper and has a Slight Sheen .
Cire Nylon : This is an Extreme Version of Calendering . The rollers are hotter and the pressure is higher. The surface becomes almost Plastic-Like . It has a High-Shine "wet look." It’s very trendy in fashion-forward travel wear.
The primary functional benefit of calendering is Down-Proofness . If you are making a lightweight insulated jacket the down feathers will Leak through an uncalendered fabric. The sharp quills of the feathers poke through the weave. Calendering seals the fabric tight.
The second benefit is Wind Resistance . Calendered fabric has Lower Air Permeability . It blocks the wind better. The trade-off is Breathability . Calendered fabric is less breathable. It can feel clammy in high-output activity.

What Is the Difference Between Mechanical and Chemical Finishes
This is a sustainability and performance distinction.
Mechanical Finishes (Calendering Cire) use Heat and Pressure Only . No chemicals are added. This is the cleaner greener option. The finish is Permanent . It won’t wash off.
Chemical Finishes (DWR – Durable Water Repellent) use a Fluorocarbon-Free Polymer applied to the surface. This causes water to bead up and roll off. This is Temporary . It Washes Off over time (usually 20-30 washes). It needs to be reactivated with heat (tumble dry low) or reapplied with a spray-on treatment.
For a premium travel jacket I recommend a Combination : Light Calendering for wind resistance and down-proofness PLUS a C0 DWR (eco-friendly) for water repellency. This gives you the best of both worlds.
Here is a comparison of the finish options.
| Finish Type | Method | Effect on Handfeel | Durability | Best For |
|---|---|---|---|---|
| Calendered | Hot Rollers | Crisp / Smooth | Permanent | Down-proof Wind Shells |
| Cire | Hot Rollers (High) | Plastic / Shiny | Permanent | Fashion Outerwear |
| C0 DWR | Chemical Bath | Soft / Natural | 20-30 Washes | Water Repellency |
| C6/C8 DWR | Chemical Bath | Soft / Natural | 30-50 Washes | Banned in EU (PFAS) |
How Does Calendering Affect the Breathability of Travel Pants
If you’re making travel Pants you need to think carefully about calendering.
A heavily calendered pant is great for sitting on a damp bench or walking through light mist. But if you’re wearing them on a 12-hour flight or hiking up a hill in humid weather you will Sweat . The fabric acts like a vapor barrier.
The solution is a Partial Calender or Light Calender . We can adjust the pressure on the rollers. A light calender closes the weave just enough to give a smooth handfeel but leaves enough porosity for Air Exchange .
Alternatively we use a Mechanical Stretch Woven with No Calendering . We rely on the DWR Finish for water resistance and the Tightness of the Weave for wind resistance. This is the approach for "Softshell" travel pants that prioritize comfort.
What Are the MOQs for Specialty Ultralight Nylon Fabrics
This is the reality check. The giant Korean and Japanese mills that weave the best 15D Nylon typically have an MOQ of 5,000 to 10,000 yards per color . They weave on Water Jet Looms that run 24/7. They do not stop the machine for small orders.
This is where the Converter Model like ours at Shanghai Fumao changes the game.
We purchase the Greige (Unfinished) Fabric from these big mills in Full Container Loads . We take on the inventory risk and the storage cost. We keep this greige fabric on our shelves in Keqiao.
When a small brand wants 300 yards of Burnt Orange 20D Nylon for a limited drop we don’t have to weave it. We just take 300 yards of the greige stock and send it to our Commission Dye House . The dye house has small batch machines that can handle as little as 100 Yards .
This changes the MOQ equation completely.
- Custom Color Dyeing MOQ: 300 – 500 Yards .
- Stock Color (Black/White/Navy) MOQ: 50 – 100 Yards .
Yes there is a Small Batch Surcharge for the dyeing (usually $1.00 – $2.00 per yard). But this allows a brand to test a new color without committing to a $20,000 inventory gamble.

How to Access Stock Color Programs for 20D Nylon
This is the secret weapon for startup travel brands. Don’t Custom Dye Your First Run .
Use our Stock Color Program . We keep Black White and Navy 20D Nylon in stock at all times. These are Finished Goods ready to cut.
The MOQ is literally 1 Roll (about 50-80 yards depending on the weight). The lead time is 48 Hours .
This allows you to launch your first Kickstarter or your first web drop with Zero Fabric MOQ Risk . You prove the product concept. You get the fit right. You generate sales. Then for Season 2 you take those profits and invest in a Custom Color Run of that perfect Sage Green or Terracotta.
I cannot stress enough how many successful travel brands started exactly this way. They used our stock black nylon to make a beautiful minimalist jacket and built their brand identity around the fit and the features before they worried about the exact Pantone shade.
Why Is Lab Dip Approval Critical for Ultralight Nylon Colors
Ultralight nylon is Extremely Difficult to Dye Level . Because the fabric is so thin and dense the dye liquor has a hard time penetrating the yarn evenly. It’s prone to Shading and Barré (stripes).
This is why the Lab Dip Process is non-negotiable. We take a small cutting of the greige nylon and dye it in a beaker in the lab. We do this 3 to 5 times adjusting the dye recipe by fractions of a gram until it matches your Pantone standard.
You Must Approve This Lab Dip in Writing . Look at it under Natural Daylight and Store Light . Look for any unevenness. Once you approve the lab dip we lock that recipe in the computer and use it for the bulk run.
Skipping the lab dip to save 7 days is the fastest way to ruin 500 yards of expensive nylon.
How to Ensure Color Consistency in High-Stretch Nylon Blends
If you’re adding Spandex (Elastane) to your travel wear for comfort stretch you’re introducing a massive variable into the dyeing process. Nylon and Spandex do Not take dye the same way.
Standard dyes color the Nylon but leave the Spandex White . This creates a subtle Grin-Through effect. When you stretch the fabric the white spandex core becomes visible. The fabric looks lighter and "frosty."
This is a problem for dark colors like Black or Navy . You stretch the knee of the pant and it turns grey. That looks cheap.
The solution is Spandex Toning . We add a special auxiliary chemical to the dye bath that Stains the Spandex just enough to match the nylon color. This eliminates the grin-through.
You must specify "Spandex Toning Required" on your tech pack. Not every dye house knows how to do this well. It’s a specific skill. At Shanghai Fumao we have standard operating procedures for toning spandex in our nylon blends. It’s part of our quality promise.

What Is the Best Nylon Spandex Ratio for Travel Pants
Travel pants need to look sharp but allow you to squat to pick up your bag or sit cross-legged on a long flight.
The classic ratio is 85% Nylon / 15% Spandex . This gives a Moderate 2-Way Stretch . It feels like a woven fabric not a legging. It has good recovery.
The new premium ratio is 75% Nylon / 25% Spandex . This gives a High 4-Way Stretch . It’s incredibly comfortable. But it’s harder to sew and more expensive.
For most travel wear I recommend 85/15 . It balances durability and stretch. It also Holds a Crease better which is important for trousers.
How Does Yarn Twist Affect the Handfeel of Nylon Travel Fabrics
This is an advanced spec but it makes a huge difference. Filament Nylon is naturally slick. To give it a more Natural Cotton-Like Handfeel we use Texturized Nylon .
Texturizing uses air jets to Loop and Crimp the filaments. This creates a yarn with Bulk and Softness . It also reduces the Swish Sound (the loud crinkle of cheap nylon).
For travel wear we often use Semi-Dull Texturized Nylon . It has a matte finish and a soft hand. It doesn’t look like "hiking gear." It looks like a refined casual pant.
How to Test Ultralight Nylon for Down-Proof Performance
If you’re making a Packable Puffer Jacket this is the only test that matters. You cannot trust that "Calendered" means "Down-Proof." You must test it.
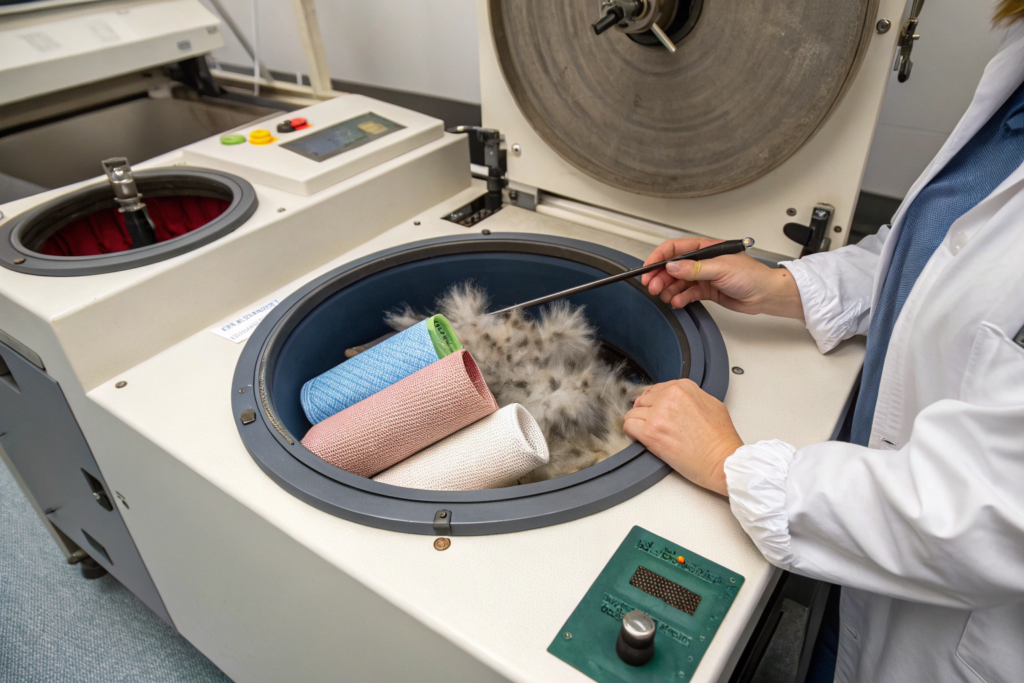
The industry standard test is IDFB (International Down and Feather Bureau) Part 16 or EN 12132-1 .
The test involves placing a specific amount of down feathers inside a bag made of the fabric. The bag is placed in a Tumbling Drum with silicone beads. The drum rotates for a set number of cycles. The beads beat against the bag simulating the agitation of wear and compression.
After the test the technician counts How Many Feathers Escaped . The standard for "Down-Proof" is Less than 10-15 Feathers escaping.
At Shanghai Fumao we run this test on every batch of calendered nylon we produce for insulated jackets. We provide the IDFB Test Report to the brand. This is your insurance against a social media post showing a customer covered in leaking feathers.
How to Perform a Simple DIY Down-Proof Test at Home
If you don’t have access to a lab here is a rough-and-ready field test.
Take a swatch of the fabric. Rub it Vigorously between your hands for 60 seconds. The friction and static simulate wear. Then hold it up to a bright window. Look for Tiny Holes or Pinholes of light. If you see a constellation of bright spots the fabric is not down-proof.
Also check the Thread Lines . Feathers love to escape along the seam lines. If the fabric weave is loose near the seam allowance you have a problem.
What Is the Role of Thread Count in Nylon Opacity
Ultralight nylon is Translucent . This is a fact of physics. 15D fabric is 80% light 20% thread.
For a travel pant this is a Modesty Issue . If the wearer bends over and the fabric goes sheer you have a return.
We use High Thread Count Weaves to combat this. A 380T or 400T (Threads per inch) nylon is denser and more opaque than a 320T nylon.
We also offer White Backing or Grey Backing . This is an extra fine yarn woven into the back of the fabric specifically to block light. It adds a few grams of weight but it solves the see-through problem completely.
Conclusion
Sourcing lightweight nylon for ultra-light travel wear requires navigating a complex landscape of high denier counts specialty finishes and challenging MOQs. But with the right partner and the right technical knowledge it is entirely accessible even for small brands. The key is understanding the trade-off between 15D packability and 20D durability the importance of calendering for down-proofness and the value of stock color programs to minimize initial risk.
The travel wear market rewards innovation and quality. Consumers who buy packable jackets and lightweight pants are discerning. They read the fabric content labels. They care about the handfeel and the swish sound. By mastering the specifics of nylon sourcing you can create a product that stands out in a crowded market and commands a premium price.
At Shanghai Fumao we have spent years curating our relationships with the best nylon weaving mills and dye houses. We’ve built a stock program specifically to support the travel and outdoor niche. We understand the unique challenges of ultra-light fabrics because we work with them every day.
If you’re developing a travel wear line and need a reliable source for premium lightweight nylon I encourage you to reach out to our Business Director Elaine. She can provide sample yardage of our 15D and 20D stock colors walk you through the lab dip process for custom colors and share our test reports for down-proof and tear strength.
Contact Elaine at: elaine@fumaoclothing.com








