
A buyer tells me their activewear brand needs "moisture-wicking fabric." I ask them what they think that means. They say, "It pulls sweat away from the body." I ask them how. They pause. They’ve read the marketing copy on every performance tee they’ve ever bought, but they’ve never been told the physical mechanism. Most people think wicking is a chemical treatment sprayed on the fabric that washes out after twenty cycles. That’s wrong. True moisture wicking is engineered into the fiber geometry and the fabric construction. It doesn’t wash out. It doesn’t wear off. It’s a physical transport system built from polymer science and textile physics.
Moisture-wicking polyester blends work through a combination of hydrophobic fiber chemistry and capillary action. Polyester repels water at the molecular level—it doesn’t absorb moisture into the fiber structure. This means the fiber doesn’t swell, the fabric doesn’t become waterlogged, and the moisture remains mobile on the fiber surfaces. The fiber cross-section is engineered into non-round shapes—trilobal, cross-shaped, or multi-channel profiles—that create microscopic grooves along the fiber length. These grooves form capillaries that use surface tension to pull liquid water along the fiber surface. When you combine these fibers into a yarn and knit or weave them into a specific fabric construction, you create a network of capillaries that actively transports moisture from one side of the fabric to the other. At Shanghai Fumao, our performance fabric development starts with the fiber cross-section, not the finishing chemistry. In this article, I’ll explain the physics, the fiber engineering, and the fabric design principles that make moisture wicking real, measurable, and durable.
What Is the Physical Mechanism Behind Moisture Wicking?
Moisture wicking is capillary action applied to textile structures. Capillary action is the same physical force that draws water up a paper towel when the corner touches a spill, or draws oil up a lamp wick. It happens when the adhesive forces between liquid molecules and a solid surface are stronger than the cohesive forces between the liquid molecules themselves. The liquid "wets" the surface and is pulled along it. In a textile, the spaces between fibers create microscopic channels—capillaries—and the liquid sweat is drawn through these channels by surface tension.
The driving equation is the Laplace pressure equation for capillary rise. The narrower the capillary, the higher the liquid rises, because the ratio of surface tension force to liquid weight favors the surface tension in narrow spaces. This means that fine fibers packed closely together create stronger wicking than coarse fibers loosely packed. The fiber surface must be wettable by the liquid—the contact angle between the liquid and the fiber surface must be less than 90 degrees. Polyester is inherently hydrophobic, with a high contact angle for water. If you make a fabric from standard round polyester fibers, water beads up and doesn’t spread. This is why wicking polyester requires two engineering interventions: a fiber cross-section that creates capillary channels, and a surface modification—either a permanent hydrophilic treatment or a co-polymer modification—that reduces the contact angle just enough for water to spread along the fiber surface without being absorbed into the fiber. The ideal wicking fiber has a low enough contact angle to allow water spreading, but remains hydrophobic enough that the fiber itself doesn’t absorb water and swell. The capillary action physics in textile structures and the fiber surface properties required for effective moisture wicking in performance fabrics provides the detailed mechanical explanation.
Why Does Polyester Wick Moisture When It’s Naturally Hydrophobic?
This is the paradox at the heart of moisture-wicking technology, and it’s where most marketing explanations fall apart. Polyester is oleophilic and hydrophobic—it attracts oils and repels water. A standard round polyester filament, untreated, will bead water into perfect spheres on its surface. Touch a drop of water to a fabric made from untreated round polyester, and the drop sits there, refusing to spread. This is great for water repellency. It’s terrible for moisture wicking.
The solution is to modify the polyester fiber surface to be hydrophilic—water-attracting—while maintaining the fiber’s internal hydrophobic structure. The fiber doesn’t absorb water; it transports water on its surface. This surface modification can be achieved through several methods. The most common is a permanent hydrophilic co-polymer incorporated into the polyester during fiber extrusion. The co-polymer molecules migrate to the fiber surface and present hydrophilic chemical groups—hydroxyl groups, carboxyl groups, or ethoxylated chains—that interact with water molecules and reduce the contact angle. Because the co-polymer is integrated into the fiber polymer matrix, not applied as a topical finish, the hydrophilic property is permanent. It doesn’t wash out after fifty cycles. It’s part of the fiber chemistry.
A less durable but cheaper method is a topical hydrophilic finish applied to the fabric surface after dyeing and before final heat-setting. This finish coats the fiber surface with hydrophilic molecules that temporarily reduce the contact angle. The performance is good initially but degrades with washing as the finish is gradually removed. Premium performance brands specify permanent co-polymer wicking because their customer expects the wicking performance to last the life of the garment, not the first season. At Shanghai Fumao, our premium wicking polyester uses a permanent hydrophilic co-polymer modification, and we test the wicking performance after 50 wash cycles to verify durability. The polyester fiber surface modification methods for permanent versus topical hydrophilicity and their effect on moisture-wicking performance durability in activewear applications provides the comparative chemistry and performance data.
How Does the Fiber Cross-Section Shape Affect Wicking Performance?
A round polyester fiber has no surface channels. Water that spreads on the fiber surface forms a uniform film, but there’s no directional guidance—no grooves to channel the water along the fiber length. A shaped fiber—trilobal, cross-shaped, four-channel, or multi-grooved—has deep channels running along its length. These channels act as capillary tubes. Water in the channel is in contact with the fiber surface on multiple sides, which increases the total capillary force. The channel also provides a low-resistance path for water movement along the fiber. Instead of spreading uniformly in all directions, the water preferentially follows the channels.
The most common performance wicking fiber shapes are trilobal and four-channel. A trilobal fiber cross-section looks like a three-lobed clover leaf. The three lobes create three channels, each about 3 to 5 microns deep, running the length of the fiber. A four-channel fiber, sometimes called a "wicking cross-section" or "multi-groove," has four or more deeper channels that provide even stronger directional wicking. The total surface area of a shaped fiber is significantly larger than a round fiber of the same denier—up to 40% more surface area—which also increases the total evaporative surface available once the moisture has been transported to the fabric face. The combination of capillary channels for transport and high surface area for evaporation is what makes shaped polyester fibers so effective at moisture management. At Shanghai Fumao, our standard wicking polyester uses a trilobal cross-section, and our premium performance line uses a four-channel cross-section for enhanced directional wicking. The polyester fiber cross-section geometry effects on capillary wicking performance and moisture evaporation rates in knitted and woven performance fabrics provides the comparative wicking rate and evaporation data.
What Is the Difference Between Wicking, Absorption, and Moisture Management?
The terms "wicking," "absorption," and "moisture management" are often used interchangeably in activewear marketing, but they describe fundamentally different physical behaviors. Confusing them leads to fabric specifications that don’t deliver the wearer experience the brand intends. A buyer who specifies "good moisture absorption" will get a cotton-rich fabric that soaks up sweat and becomes a heavy, clingy, slow-drying sponge against the skin. That’s absorption. A buyer who specifies "moisture wicking" should get a polyester-rich fabric with engineered capillary transport that moves sweat off the skin and spreads it for evaporation. That’s wicking.
Absorption is when liquid water enters the fiber structure itself. Cotton, viscose, wool, and other hydrophilic fibers absorb water into their internal polymer structure. The fiber swells as it takes up water—cotton can absorb 25% of its weight in water before feeling wet to the touch. The water is chemically bound inside the fiber and is not available for evaporation until the surrounding air is dry enough to pull it out. An absorption-based fabric holds sweat against the skin, feels wet and heavy, and dries slowly. Wicking is when liquid water travels along the fiber surfaces through capillary action without entering the fiber. Polyester, polypropylene, and other hydrophobic fibers do not absorb water internally. They transport it along their surfaces. The water remains liquid and mobile, continuously moving toward the fabric face where it can evaporate. A wicking fabric keeps the skin side relatively dry, feels light even when sweating, and dries quickly. Moisture management is the complete system behavior that includes both wicking and evaporation, measured by the AATCC 195 Moisture Management Tester. It quantifies not just whether the fabric moves water, but whether it moves water directionally from the skin side to the face side—the one-way transport index. A fabric can wick moisture effectively but have poor moisture management if it spreads the moisture equally on both sides rather than preferentially transporting it away from the skin. The absorption versus wicking versus moisture management definitions and their measurement methods in performance textile engineering provides the technical distinction and test method references.
Why Do Cotton and Polyester Behave So Differently with Sweat?
The difference is molecular. Cotton is cellulose, a polymer chain densely populated with hydroxyl groups. These hydroxyl groups form hydrogen bonds with water molecules. When a water molecule contacts a cotton fiber surface, it’s attracted to the hydroxyl groups, forms hydrogen bonds, and is pulled into the fiber’s amorphous regions. The fiber swells as water molecules push the polymer chains apart. The absorbed water is not free to move—it’s chemically associated with the cellulose. It can only be removed by evaporation, which requires energy input from body heat or ambient air. The cotton fabric becomes a water reservoir pressed against the skin. This is why a cotton t-shirt feels cold and clammy during exercise: the waterlogged fabric is conducting heat away from the skin and blocking air flow.
Polyester is polyethylene terephthalate, a polymer chain with ester linkages and aromatic rings but few polar groups that can hydrogen-bond with water. Water molecules are not strongly attracted to the polyester surface. They bead up because the cohesive forces between water molecules are stronger than the adhesive forces between water and polyester. The water remains liquid and mobile. If the fiber surface has been modified to be slightly hydrophilic—enough to spread but not enough to absorb—the water forms a thin film on the fiber surface and can be transported by capillary action. The polyester fiber itself does not swell, does not become waterlogged, and does not trap water. The water is always available for evaporation or transport. This is the fundamental material science behind the "cotton kills" adage in outdoor performance: cotton traps water against the skin and cools the body dangerously in cold conditions, while wicking polyester moves water away and keeps the skin drier and warmer. The cotton versus polyester molecular interaction with water and its effect on fabric moisture behavior, thermal comfort, and drying rate in activewear applications provides the detailed polymer chemistry explanation.
What Is the One-Way Transport Index and Why Does It Matter?
The one-way transport index, measured by the AATCC 195 Moisture Management Tester, is the single most important number for evaluating a wicking fabric’s real-world performance. It quantifies the fabric’s ability to move moisture from the skin-facing surface to the outer face. A high positive one-way transport index means the fabric actively pumps sweat outward, keeping the skin side dry. A value near zero means the fabric spreads moisture equally on both sides or holds it where it landed. A negative value means the fabric actually moves moisture back toward the skin—which is the worst possible outcome for activewear.
The test places a precisely measured droplet of simulated sweat on the top surface of the fabric, which represents the skin side. Sensors above and below the fabric measure the moisture content on both surfaces over time. The instrument calculates the one-way transport index from the difference between the moisture accumulation on the two surfaces. A one-way transport index above 40 is considered good for activewear—the fabric is measurably moving moisture outward. Above 60 is very good. Above 80 is excellent. Premium performance fabrics typically achieve one-way transport indices above 60. At Shanghai Fumao, our standard wicking polyester knits achieve a one-way transport index of 50 to 60, and our premium plaited constructions with different fiber deniers on the face and back achieve 70 to 85. The AATCC 195 one-way moisture transport index measurement and performance grading scale for activewear and sports textile fabrics provides the full test procedure and the grade thresholds.
How Does Fabric Construction Enhance or Defeat Wicking?
The best wicking fiber in the world will perform poorly in a fabric construction that doesn’t support directional moisture transport. Wicking is a system property, not just a fiber property. The fabric construction determines whether the capillaries created by the fibers are oriented in a way that moves moisture where you want it to go, and whether the moisture, once transported to the face, can evaporate effectively. The three construction parameters that most affect wicking performance are yarn structure, knit or weave density, and layer structure.
Single-layer constructions—a standard single jersey knit or a plain weave—wick moisture in all directions equally. The fabric becomes wet on both sides simultaneously. The skin side stays wet because there’s no structural gradient to pull moisture preferentially to the face. For activewear where skin dryness is critical, a single-layer construction is insufficient regardless of the fiber. Double-layer or plaited constructions create a structural gradient. The skin-side layer uses a finer denier fiber or a more densely packed yarn structure, which creates smaller capillaries with higher capillary pressure. The face-side layer uses a coarser denier fiber or a looser structure with larger capillaries and lower capillary pressure. The capillary pressure gradient pulls moisture from the skin side to the face side. This is the structural mechanism behind the one-way transport effect, and it works synergistically with the fiber’s wicking chemistry. At Shanghai Fumao, our premium activewear fabrics use a plaited construction with a micro-denier polyester skin side and a standard denier polyester face side, sometimes with a cotton or modal face for a natural hand feel. The fabric construction parameters affecting moisture-wicking performance in knitted activewear textiles including layer structure, stitch density, and yarn linear density optimization provides the comparative construction-performance data.
Does Higher Stitch Density Improve or Reduce Wicking?
The relationship between stitch density and wicking is a trade-off between capillary pressure and air permeability. Higher stitch density—more stitches per inch, tighter fabric—creates smaller capillaries between the fibers, which increases capillary pressure and wicking speed. The moisture moves faster through a tighter fabric. However, higher stitch density also reduces the open space between yarns, which reduces air permeability and slows evaporation from the fabric face. The moisture moves faster to the face but then evaporates slower. The wearer experiences a fabric that feels wetter longer because the moisture is trapped on the face.
Lower stitch density—looser fabric—creates larger capillaries with lower capillary pressure. Wicking speed is slower, but air permeability is higher, so evaporation from the face is faster. The moisture moves slower but evaporates quicker. The optimal stitch density for activewear balances these two effects. A fabric that wicks too slowly feels clammy. A fabric that wicks fast but doesn’t evaporate feels wet and cold. The target is a stitch density that provides adequate wicking speed to keep the skin dry while providing enough air permeability to evaporate the transported moisture efficiently. For a typical polyester-spandex activewear jersey at 180gsm, a stitch length of 2.6mm to 2.8mm on a 28-gauge machine provides a good balance. At Shanghai Fumao, we optimize stitch density for each activewear fabric based on MMT testing and air permeability measurement, not just visual hand feel assessment. The stitch density optimization for moisture-wicking knitted fabrics and the balance between capillary wicking speed and evaporative air permeability provides the quantitative optimization data.
How Do Blends with Cotton or Modal Affect Wicking Performance?
Blending a small amount of a hydrophilic fiber like cotton or modal into a predominantly polyester fabric is a common strategy to improve the hand feel and the consumer’s perception of softness. The hydrophilic fiber provides a more natural, less synthetic touch. However, it also introduces water absorption into a system that was engineered to avoid water absorption. The cotton or modal fibers in the blend absorb sweat into their internal structure. They swell. They hold water against the skin. They slow the overall drying rate. The wicking performance of the polyester component is partially defeated by the absorbing component.
The performance impact depends on the blend ratio and where the hydrophilic fiber is placed in the fabric structure. A 5% to 10% cotton or modal content, particularly if the natural fiber is on the face side rather than the skin side, has a minimal impact on overall moisture management. The polyester still dominates the wicking behavior. At 20% or higher natural fiber content, the absorption effect becomes significant. The fabric begins to behave more like cotton—heavier when wet, slower to dry, more clingy against the skin. For performance activewear where moisture management is the primary requirement, the natural fiber content should be kept below 15% and placed on the face side. For lifestyle activewear where hand feel and consumer touch perception are as important as wicking performance, a higher natural fiber content on the face can be a valid product choice, but the moisture management performance should be tested and the results should inform the product’s performance claims. The polyester-cotton and polyester-modal blend ratio effects on moisture-wicking performance, drying rate, and fabric hand feel in activewear applications provides the comparative data across blend ratios.
How Do I Test That My Fabric Is Actually Wicking Moisture?
Claiming a fabric wicks moisture without testing it is marketing, not engineering. Testing turns the claim into a verifiable specification. There are three levels of testing, from simple and accessible to comprehensive and instrument-dependent. Each answers a different question about the fabric’s moisture behavior. A brand should use at least the first two for initial screening, and the third for final specification confirmation on performance products.
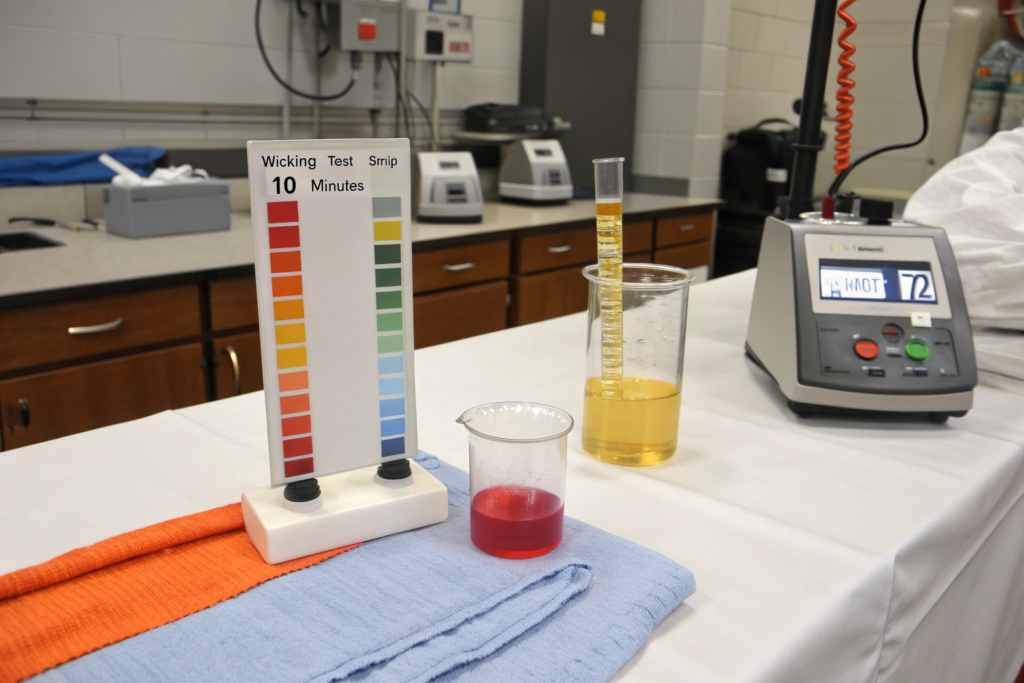
The vertical wicking test is the simplest. Cut a strip of fabric approximately 25mm wide and 200mm long. Suspend it vertically with the lower end dipping into a beaker of water colored with a few drops of food dye. Start a stopwatch. Measure how far the water rises up the strip in 10 minutes. A good wicking fabric will draw water up 50mm to 80mm in 10 minutes. An excellent one will draw water up over 100mm. The test shows wicking speed and directionality, but it doesn’t show whether the moisture moves through the fabric thickness—only along the fabric plane. The drop test measures how quickly a droplet of water placed on the fabric surface disappears. Place the fabric flat. Use a pipette to drop 0.1ml of water onto the surface. Start a stopwatch. Measure the time until the water droplet is fully absorbed into the fabric and the surface reflection disappears. A good wicking fabric will absorb the droplet in under 3 seconds. An excellent one in under 1 second. The drop test measures wetting speed but doesn’t distinguish between absorption and wicking. The AATCC 195 Moisture Management Tester is the comprehensive instrument. It measures wetting time, absorption rate, spreading speed, and the one-way transport index. This is the test to specify on purchase orders for performance activewear. At Shanghai Fumao, we run all three tests on our wicking fabric developments and provide the data in our development reports. The vertical wicking test, drop test, and AATCC 195 MMT procedures for evaluating moisture-wicking performance in activewear textiles and their correlation with consumer comfort perception provides the detailed protocols and comparative data.
What Wicking Test Should I Specify in My Purchase Order?
For a purchase order quality specification, the vertical wicking test is the simplest to specify and enforce. The test is standardized under AATCC 197 or the similar BS 3424 method. The specification should read: "Vertical wicking per AATCC 197, specimen size 25mm x 200mm, water temperature 21°C, wicking height after 10 minutes minimum 70mm in both wale and course directions." This test is simple enough that any mill with a basic QC lab can perform it, and the result is a single number that clearly passes or fails. It doesn’t require the expensive MMT instrument that many smaller mills may not have.
For premium performance activewear where directional moisture transport is a key product claim, specify the AATCC 195 MMT method in addition to the vertical wicking test. "Moisture management per AATCC 195, one-way transport index minimum 40, wetting time maximum 3 seconds on top surface." This specification requires the mill to have access to an MMT instrument, which is a reasonable expectation for a mill that claims to produce performance activewear fabrics. A mill that cannot provide MMT data may not have the technical capability to engineer directional wicking. At Shanghai Fumao, we include both vertical wicking and MMT data in our standard performance fabric specifications. The textile purchase order quality specification language for moisture-wicking performance including test methods, specimen preparation, and acceptance criteria provides the model specification language.
How Does Washing Affect Wicking Performance?
Wicking performance changes over the life of the garment, and the direction of change depends on the type of wicking technology. Topical hydrophilic finishes applied to standard polyester degrade with washing. The wicking performance is best when the garment is new and declines over 20 to 50 washes as the finish is gradually removed. The consumer experiences a garment that works well initially and then progressively stops wicking. This is the "wicking that washes out" problem that gives moisture-wicking technology a bad reputation among informed consumers.
Permanent hydrophilic co-polymer modifications, integrated into the fiber during extrusion, do not wash out. The wicking performance is stable over the life of the garment. In fact, the performance often improves slightly after the first few washes as residual spinning oils and handling contaminants are removed from the fiber surface, exposing the clean hydrophilic co-polymer. The consumer experiences a garment that wicks consistently for years. The performance difference after 50 washes between a topical finish and a permanent co-polymer modification is dramatic—the topical finish fabric may have lost 50% or more of its wicking height, while the co-polymer fabric is essentially unchanged. At Shanghai Fumao, we specify permanent co-polymer wicking for all our performance activewear fabrics, and we test wicking performance after 25 and 50 wash cycles as part of our quality protocol. The moisture-wicking performance durability over repeated home laundering cycles for topical finish versus permanent co-polymer modified polyester fabrics provides the comparative wash-down data.
Conclusion
Moisture-wicking technology is not a chemical coating that miraculously pumps sweat away from your body. It’s a system of physical engineering—fiber chemistry, fiber shape, and fabric construction—that uses capillary action to transport liquid water along fiber surfaces from the skin side to the fabric face. The polyester is modified to be surface-hydrophilic without losing its internal hydrophobic structure. The fiber is extruded with a shaped cross-section that creates capillary channels. The fabric is knitted in a construction that provides a capillary pressure gradient from the skin side to the face. And because the wicking capability is built into the fiber itself, not applied as a topical finish, it doesn’t wash out after a season of use.
The brands that understand the difference between wicking, absorption, and moisture management are the brands that can make specific, verifiable performance claims backed by test data. They don’t just say "moisture-wicking." They say "one-way transport index above 60 after 50 washes." That’s a claim that a competitor cannot easily copy because it’s tied to a specific engineering outcome, not a marketing narrative. The consumer may not understand the MMT number, but they understand that the garment keeps them dry, and they notice when a competitor’s garment doesn’t.
If you’re developing a performance activewear line and you want the moisture management engineered properly—from the fiber cross-section up, not from a topical finish spray—reach out to us. At Shanghai Fumao, our performance fabric development team starts every activewear project with the fiber and construction design, and we test every development on the MMT before it leaves the lab. Our Business Director, Elaine, can share our wicking performance data and arrange a development consultation. She’s at elaine@fumaofabric.com. Let’s build activewear that keeps your customers dry, wash after wash, workout after workout.








