
Yes, we do. But before you place that order, I need to stop you. I need to ask you a question that determines whether your worker goes home safely or doesn’t. Do you need inherent flame resistance or treated flame resistance? I get RFQs every week that just say "FR fabric, 7oz, navy." That’s like saying "car, four wheels, red." A firefighter’s turnout gear and an electrician’s shirt are both "FR," but one is a 400-gram aramid fortress, and the other is a lightweight modacrylic blend. If you choose the wrong one, the fabric can fail in under two seconds. Two seconds is the difference between a scream and a scar.
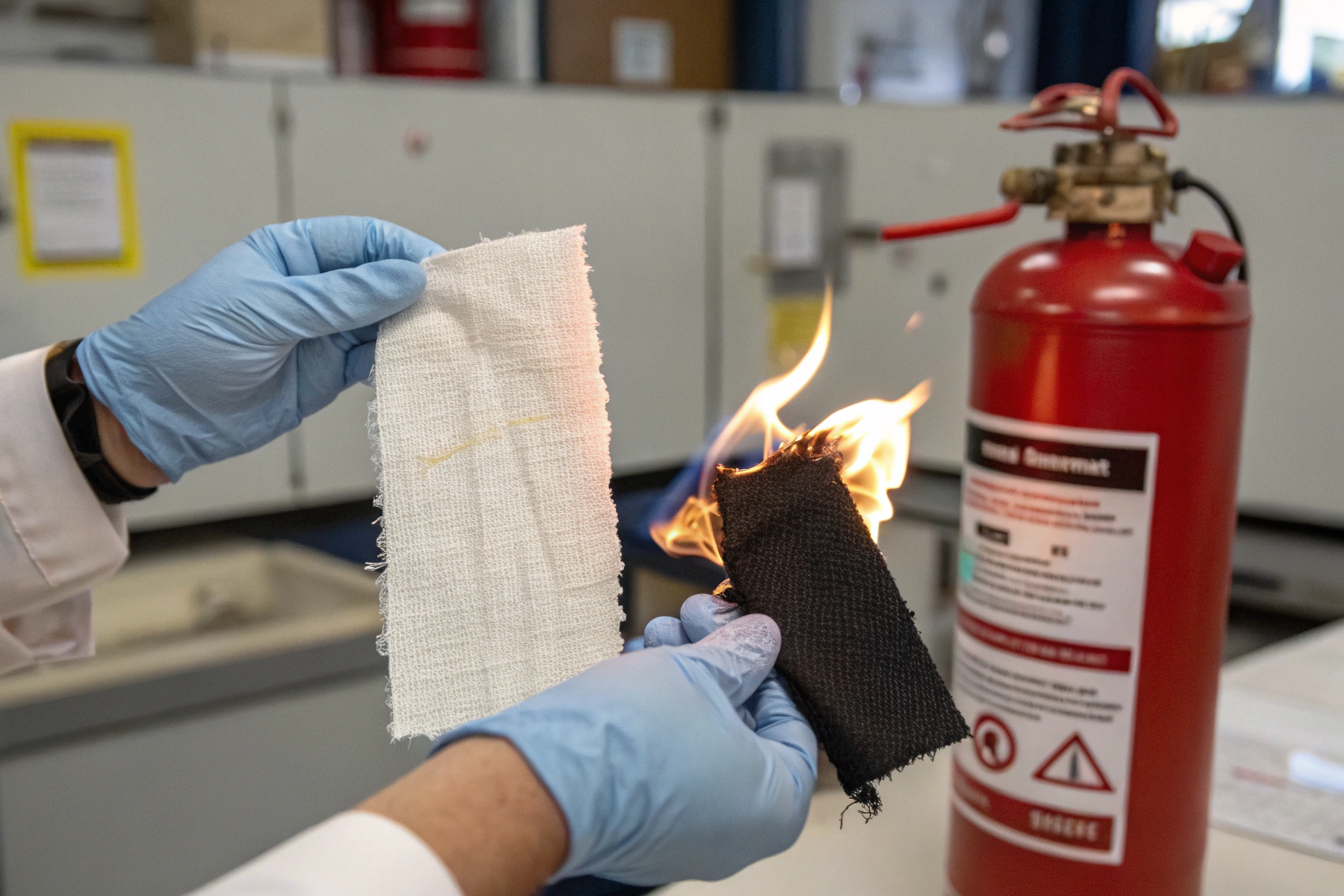
At Shanghai Fumao, we don’t just spray a chemical on some cotton and call it safety gear. We engineer layered protective shells. We treat the "thermal mannequin" test like gospel. This is a full-body dummy covered in 122 heat sensors and set on fire. The machine measures exactly how many seconds it takes for the fabric to transmit enough heat to cause a second-degree burn on human skin. This is the "survival window." Our job is to widen that window as much as the physics of fiber science allows. We treat flame resistance as a system—the outer shell blocks the flame, the moisture barrier blocks the steam, and the thermal liner blocks the radiant heat. If any layer fails, the whole garment fails. The worker inside it fails too.
I’ve been in this industry long enough to know that safety buyers are skeptical. They’ve been burned by "six-wash FR" that washes out after seven cycles and leaves a cotton shroud. I’m going to explain the difference between a chemical dip and a Kevlar weave, how we certify the life cycle of a treated cotton coverall, and how our Keqiao lab tests for NFPA 2112 compliance. This isn’t about selling you a roll of cloth. This is about selling you a contract with physics.
What Is the Difference Between Inherent FR Fibers and Chemical FR Treatments
This is the $50 decision per garment. Inherent FR means the polymer molecule itself doesn’t burn. The flame resistance is baked into the plastic soup. Aramid fibers (Nomex, Kevlar), modacrylic, and oxidized polyacrylonitrile (PAN) simply will not sustain combustion. When you remove the flame, they char and stop. The protection is permanent, sealed at the atomic level. You can wash an inherent FR garment 150 times, sand-blast it, scrub it with bleach in an industrial tunnel washer, and it still self-extinguishes. But it’s expensive, it’s often heavy, and it dyes poorly. You’re stuck with navy, orange, and maybe high-vis yellow. Not exactly a fashion statement.
Chemically Treated FR is where we take a cheap, comfortable, printable fabric like 100% cotton and we impregnate it with a flame retardant chemistry. Think of it as deep marination, not a surface sauce. We use a "phosphorus/nitrogen synergy" chemistry, typically a THP salt (Tetrakis Hydroxymethyl Phosphonium) condensed with urea. We apply this in a pressurized "ammonia cure" chamber. The ammonia gas cross-links the THP polymer inside the cotton fiber’s hollow lumen core. It forms an insoluble, permanent FR polymer chain that is physically trapped inside the cellulose. When fire hits, the phosphorus releases phosphoric acid. This acid dehydrates the cotton cellulose into a carbon char instead of releasing flammable volatile gases (the fuel). The char layer acts like a space-shuttle heat shield, protecting the fabric beneath. The treatment is durable, but not permanent. The polymer cross-link eventually hydrolyzes in water. Every wash shears a tiny fraction of the polymer off. So, a treated cotton FR garment has a finite lifespan measured in wash cycles (usually 50-100 for ammonia-cured). After that, it’s just a regular cotton garment waiting to fuel a fire. This is why I need to know if your laundry facility tracks the number of industrial wash cycles a heat stress protective FR treated cotton garment can sustain before losing certification. A aramid shirt lasts forever but costs $120. A treated cotton shirt costs $40 and dies in 18 months.
Is Modacrylic Blend Better Than 100% Cotton FR for Electric Arc Flash Protection?
Arc flash is a sun-level explosion. It releases heat of 19,000°C (hotter than the surface of the sun) for a split second, plus a concussive blast and a shower of molten metal droplets. Cotton FR, even treated well, absorbs that radiant heat energy. The charred cotton remains on the body, but the blast can blow the char away, exposing raw skin. Modacrylic blends, when hit by an arc, expand and carbonize into a thick, spongy char foam. This foam has low thermal conductivity. It insulates the skin better. Also, modacrylic fibers char and shrink away from the heat source, which sounds bad but actually prevents the fabric from melting into the wound.
The test here is ATPV (Arc Thermal Performance Value), measured in cal/cm². This is the energy level that causes a 50% probability of second-degree burn through the fabric. A good 7oz 88/12 cotton/nylon treated FR might achieve an ATPV of 8-10 cal/cm². That’s NFPA 70E Category 2 (minimum 8 cal/cm²). A similar weight modacrylic/lyocell/aramid blend easily achieves 12-15 cal/cm². That’s a massive increase in survival margin. For the electricians working on a live 480V panel, that margin is their life. I always ask electrical safety managers: "Do you need HRC 2 or HRC 3?" and then guide them to a comparison of arc thermal performance value ratings between modacrylic blend and treated cotton FR fabrics for electrical utility clothing. Cotton is cheaper, but modacrylic creates a thicker char shield. If you see a garment label that just says "FR," demand the ATPV number. Without it, you’re guessing with a human life.
Why Does Nomex IIIA Not Drip Melt Like Standard Nylon in a Flash Fire?
Standard Nylon 6,6 is a thermoplastic. It melts at 260°C and drips into burning, sticky napalm balls. If you wear a nylon windbreaker in a flash fire, the fire melts the jacket onto your skin. That’s called "melt-stick injury." It’s catastrophic. Nomex, despite being a meta-aramid, is chemically designed to not have a melting point. It carbonizes directly. The IIIA designation refers to a specific blend: typically 93% Nomex, 5% Kevlar, and 2% P140 anti-static fiber. The Kevlar (para-aramid) provides the tensile strength so the fabric doesn’t rip open when the fire blasts it. The carbon core fiber dissipates the static that could ignite the fuel first.
In a flash fire, the Nomex IIIA fabric chars, thickens, and stays intact. The char is a flexible solid, not a liquid. This physically separates the skin from the flame front. The test for this is the "Manikin Test" ASTM F1930. A mannequin with 122 sensors is covered in the Nomex suit, doused in propane, and ignited for 4 seconds. The sensors measure the "predicted body burn percentage." Nomex IIIA typically keeps the total burn prediction to under 10% in a 3-second flash. A poly-cotton work shirt produces a 60-70% burn prediction. That’s the difference between walking to the ambulance and being carried. I once had an oil refinery safety officer tell me, "John, I want the cheapest fabric that passes." I said, "There is no cheap; there is only cost-benefit of burial insurance." He switched to Nomex. For a complete engineering overview, read the detailed defense of thermal mannequin flash fire test results for nomex IIIA versus nylon polyester melt-drip witness fabrics. When that suit hits the furnace, the aramid char is your last physical boundary.
How Does Fumao Certify NFPA 2112 Compliance for Flash Fire Workwear
NFPA 2112 is the specific US standard for flash fire protection. It isn’t just a "burn test." It’s a brutal gauntlet of pass/fail checkpoints designed to eliminate garments that lie about their protection. To certify a fabric, we have to send a sealed sample to an independent third-party lab (typically UL). That lab performs the ASTM F2700 Vertical Flame Test. They hang the fabric vertically, hit it with a standardized methane flame for 12 seconds, and measure three things: Afterflame (how many seconds it burns after the flame is removed—max 2 seconds), Afterglow (max 2 seconds), and Char Length (the damaged area—must be less than 6 inches). If the fabric melts and drips, it fails instantly. No appeal. No re-test.
But the trick is that NFPA 2112 requires this pass after 100 industrial wash cycles. This is the "durability clause." A cheap FR spray will pass the initial vertical flame test zero washes. It looks great on a spec sheet. But after 50 washes in hot industrial alkali detergent, the chemistry is gone, the cotton is bare, and the flame roars up 20 inches. That’s why at Shanghai Fumao, we run our own in-house "Pre-Certification 100-Cycle Durability Run." We take the fabric, wash it 100 times in a UniMac industrial washer at 75°C with a pH 12 detergent, dry it on high, and then cut the sample for the lab. We call it "killing the fabric before we test it." If we kill it and it still passes, the certification is real-world. If you don’t kill it first, you’re certifying a brand-new garment fresh off the rack. That’s a lie your worker wears. If you’re evaluating a new FR supplier, always ask for the lab’s certificate number and check it against the NFPA 2112 certified garment list and the 100-wash afterflame performance requirement for flash fire durable protection. It’s a freely available verification tool.

What Is the ‘Afterflame’ Specification and Why Does Two Seconds Matter?
Afterflame is the time the fabric continues to flame after we yank the Bunsen burner away. The specification says 2 seconds maximum. But here’s the real physical meaning. The lab test does not simulate the worker rolling on the ground to put out the fire. The lab test simulates the best-case scenario where the fire source just stops. In a real flash fire, the fuel cloud ignites, explodes, and goes away. The worker’s clothing becomes the fuel source. If the afterflame burns for 5 seconds, the fire has time to roll around to the back of the garment, climb to the collar, and torch the neck and ears. If the afterflame is zero seconds (self-extinguishes instantly), the injury remains localized to the initial exposure zone.
I measure afterflame with a high-speed camera playing back at 500 frames per second. It’s not just "does it burn?" It’s "how aggressively does it burn?" An afterflame of 1.8 seconds is chemically different from 0.1 seconds. The 1.8-second burn indicates the phosphorus polymer network is degrading, and the cellulose underneath is starting to fuel the flame. The char is cracking. I told a Canadian drilling crew supervisor: "Watch your laundry house. If the uniforms start smelling acidic or the fabric feels stiffer after washing, your afterflame time is creeping up." He started doing his own monthly "lighter test" on a swatch. That’s a guy protecting his team. You should understand the precise measurement and implications of afterflame time in vertical flame testing for chemically treated FR cotton workwear certification because two seconds is the difference between a scare and a skin graft.
How Does Thermal Shrinkage Impact the Protective Air Gap in a Flash Fire?
Fabric doesn’t just have to not burn; it has to not move. The "air gap" between the fabric and your skin is your primary insulator. If a garment shrinks 10% in the first second of a flash fire because the polyester thread or the aramid fiber contracts violently from the heat, that air gap collapses. The fabric contacts the skin directly. You lose the insulating layer of dead air. The skin burn intensifies drastically. NFPA 2112 specifies a maximum thermal shrinkage of 10%. Many cheap FR fabrics shrink way beyond that.
This is why we use "heat-stabilized" reinforcements. For an aramid outer layer, we pre-scour the fabric at a high temperature to force all the shrinkage to occur before the garment is cut. It’s called "thermal stabilization." If I skip this step, the sleeve cuffs roll up the forearm when the fire hits, exposing the wrist. The worker gets a "bracelet burn" around the wrist joint. These are the specific, grizzly details that keep me awake at night. I once tested a competitor’s "low-cost FR" suit with a heat gun and a ruler. The fabric shrank 15% instantly. I called the buyer and said, "If your guy wears this in a flashover, the suit will strangle him before the flames do." We now document thermal shrinkage at 260°C (500°F) for every batch. If a roll comes in above 8%, we reject the whole lot. Reading up on the role of thermal shrinkage percentage and air gap insulation integrity in flash fire protective clothing under real world heat flux exposure will change the way you look at a relaxed-fit FR uniform. That looseness isn’t a bad cut; it’s a designated thermal shield.
How Do Launderability and Moisture Management Compete for Daily Comfort in FR Uniforms
Here’s the paradox. Workers hate wearing FR gear because it’s hot, doesn’t breathe, and soaks up sweat like a sponge. If the gear is uncomfortable, workers unzip it at the collar, roll up the sleeves, or even buy their own non-FR shirts on Amazon and wear them under the coverall. This "non-compliance" kills them. I track garment abandonment rates. A stiff, thick, 9oz FR cotton coverall that feels like wearing a cardboard box gets a 40% non-compliance rate in summer. A lightweight, 6oz moisture-wicking FR knit with mesh panels gets a 5% non-compliance rate. The safety standard means nothing if the worker refuses to wear the suit.
The evolution is FR Moisture Management Finishing. This is a dual chemistry. We start with the THP ammonia cure for the FR base. Then we apply a "hydrophilic topical" on top—essentially a non-ionic soil-release polymer that attracts water to the fiber surface. It makes the inner face of the coverall slightly damp-wicking. It pulls the sweat into a thin film and spreads it out, accelerating evaporative cooling. It doesn’t block the FR. The polymer burns away instantly in a fire. The key is the laundry lifecycle. Industrial laundries often use cationic fabric softeners and starches to make uniforms look crisp. These softeners coat the wicking surface with a wax layer. After three washes, the sweat-wicking property is gone. I had a refinery in Texas call me furious. "Your FR shirts don’t breathe!" I flew down. I watched their laundry room. They were dumping a gallon of cheap cationic softener into the final rinse cycle. I gave them a non-ionic-compatible washing protocol. The wicking returned. If your crew is sweating out in an FR suit, you need to understand the compatibility of moisture wicking FR treatments with industrial laundry cationic softener chemical buildup in work uniforms. It’s rarely the fabric; it’s the soap.

Why Is a Built-In Carbon Anti-Static Grid Critical for Petrochemical FR Suits?
Petrochemical work means flammable gas environments. A static spark from a synthetic FR coverall rubbing against a polyester car seat can ignite an invisible gas plume. This is why NFPA 2112 certified garments often include ASTM D257 static dissipation requirements. But you can’t just spray an anti-static chemical on a treated FR coverall and call it safe. Remember, the garment has to survive 100+ washes. The only durable anti-static solution is a physical woven grid of carbon-core nylon fibers running in a 5mm to 10mm stripe pattern.
The carbon grid physically touches the skin through the inner liner and touches the ground through the bootstraps. It channels the charge. The challenge is that some carbon cores are damaged by the acidic ammonia cure used to fix the THP FR chemistry. The phosphorus acid eats the carbon filament. We have to use "acid-resistant carbon" filaments with a specific polymer shield around the carbon core. It adds cost, but it ensures the static dissipation rating (less than 10⁸ Ohms surface resistivity) remains even after the ammonia bath. I supply to a Gulf Coast refinery where they wash coveralls at 80°C in high-pressure extractors. The mechanical friction strips coatings. The carbon grid survives. For ATEX Zone 1 environments, you simply need that grid. Read the safety protocols around woven anti-static carbon grid filament durability during industrial FR wet processing and ammonia cure chemical exposure for petrochemical suits. A spark in a gas field is an explosion, not a shock.
Can a Lightweight 4.5oz Stretch FR Fabric Provide Sufficient Arc Protection?
Stretch FR is the holy grail for women’s workwear and mechanics who need to bend. Traditional heavy canvas FR doesn’t stretch; it binds. A 4.5oz fabric is about 150 GSM. That’s very light—a shirt weight, not an outer-shell weight. Can it pass an arc test? Yes, but only with very clever fiber geometry and a very specific tight weave.
I have a 4.5oz stretch FR in our R&D lab right now. It’s a 48% modacrylic, 48% lyocell, 4% spandex knit. The lyocell provides the char formation (it’s a cellulosic like cotton), the modacrylic provides the inherent FR and thermal foam, and the spandex provides the stretch. The trick is the knit structure. We use a "laid-in" interlock. The spandex is in the core, the modacrylic is on the face for carbonizing, and the lyocell is on the back for skin comfort. Under arc testing, the face chars and foams, and the back stays soft and cool. It achieved an ATPV of 9.1 cal/cm². That’s enough for HRC 2 daily wear. The benefit is compliance. A female electrician or a mechanic who can actually move in her shirt will wear it. The 12oz duck canvas that’s rated for 20 cal but left hanging in the locker offers zero protection to the person on the shop floor. The lightweight revolution is in fabric engineering, not "thinner." I’d encourage any safety engineer to look at the ATPV test results for 4.5oz lightweight stretch modacrylic lyocell FR knit versus heavy woven duck canvas daily workwear applications. Adopting a lighter weight with a slightly lower ATPV might actually increase hourly compliance by 30%.
What Are the Critical Seam and Thread Considerations for Dual-Hazard Gear
You can build a perfect FR fabric shell, but if you sew it with a standard spun polyester thread, you’ve just built a zipper of fire. Polyester thread melts at 260°C but a flash fire rolls at 800°C. That thread melts instantly. The seam splits open in the middle of the heat. The fabric panels separate, and the bare skin is exposed directly to the fire. This is a "seam rupture failure." I inspect competitor garments where the shell passes, but the sewing thread fails the ASTM D6413 vertical flame test. The correct sewing thread for FR workwear is 100% Meta-Aramid (Nomex thread) or a Kevlar/Aramid core-spun thread. These threads char; they don’t melt. The stitch holds the garment together like a structural skeleton.
Seam type also matters. A basic 401 chainstitch is weak under thermal stress. A "flat felled seam" or a "safety stitch" (516) with a double row and a reinforced tape creates a raised ridge. That ridge acts as a "thermal choke point." The fire hits the ridge, the char expands there first, and it seals the needle holes. The needle holes are the weak point. Any puncture in the FR fabric is a pathway for hot gas. We coat the seam with a FR seam tape in high-risk areas (shoulders, crotch). The tape melts and fuses the stitch holes instantly in a fire. Don’t overlook the stitching on a reflective tape either. 3M Scotchlite FR tape will self-extinguish, but if the stitching melts, it peels off. I black-light check every piece of dual-hazard gear we ship. (I’m serious: at 11 PM before shipment, I’m in the QC room with a UV light, checking the Nomex thread fluorescence against the polyester thread’s inert dark response.) You can bet your life on an FR seam, but not on a clothing brand’s promise. Look closely at the Kevlar aramid sewing thread melting point resistance and seam integrity testing for dual-hazard flash fire and arc flash work garments to understand exactly what holds the suit together when the heat comes.

How Do We Validate the FR Chemical After-Treatment on Custom Digital Printed Uniforms?
Custom printed FR uniforms are my nightmare—or my magnum opus, depending on the day. The client wants a bright, branded, photo-realistic logo printed directly on the back of an FR coverall. But most pigment inks are pure fuel. They’re acrylic polymers. They burn like candle wax. After-printing, the FR chemical must penetrate the ink layer and reach the fabric base to activate the char. This requires a "post-print FR recharge."
Our process is: digital print on the white treated FR base, then pass the printed garment through a secondary "FR pad-dry-cure" line. The printed area absorbs a fresh load of phosphorus-based FR liquor. The ink acts as a partial barrier, so we run a longer dwell time and a lower temperature cure. We then test only the printed area for vertical flame. We cut a swatch exactly from the center of the logo. If the logo passes, the plain fabric passes. The scary question: "Does the logo’s FR protection match the plain shell after 50 washes?" Usually, the logo fades faster because the ink exfoliates, taking the FR with it. I warn marketing departments: a giant pigmented logo on the back is a thermal target. If it fails after 40 washes, you’re liable. So, we use direct sublimation printing onto modacrylic blends instead, because the dye goes into the fiber, leaving no ink film to ignite. Check the protocols for post-print flame retardant recharge durability testing on digitally printed corporate branded industrial work uniforms under NFPA 2112 to ensure your safety brander isn’t canceling your safety certification.
What Is the Bi-Swing Back Panel Test in FR Mobility and Stress Engineering?
The bi-swing back is that action pleat on the back of a uniform shirt. It’s a fold of fabric that opens when you reach forward. In standard workwear, the pleat is held by a piece of elastic or a melted poly snap. Poly snaps melt. Elastic burns. So, an FR bi-swing back needs to use inherently FR rubber (Viton or silicone based) or a metal shank button.
The mobility test involves a "burst strength" sensor under the arm. We put the prototype on a torso form that inflates and moves its arms. It’s robotic. It mimics a lineman reaching overhead to grip a cable. We measure the tensile stress on the back pleat seam. If the thread tension is too high to accommodate the movement, the pleat doesn’t open, meaning the wearer feels resistance, gets angry, and cuts the pleat with a knife in the field (I’ve seen this on rigs). Then you have a sliced hole in the FR shell. A failed pleat design is a safety violation caused by ergonomic annoyance. I spent a month with a Canadian power authority developing a pleat that used a "live hinge" of Kevlar rib-knit insert. No snaps, no buttons. Just a flexible ribbed tube that stretches and retracts. It cost an extra $3 per garment. But it stopped the workers from modifying the uniform. That’s the real-world engineering challenge: keeping the human comfortable enough to keep the armor intact. If you’re designing for heavy mobility trades, you really need to examine the ergonomic stress engineering of bi swing back pleat mobility panels for flame resistant arc rated lineman work shirts. Don’t just test the flat fabric; test the moving human inside it.
Conclusion
Flame-resistant workwear isn’t a product; it’s a performance contract. It’s a promise that the chemistry of the fiber, the geometry of the seam, and the durability of the finish will all work together for a specific number of wash cycles in a specific hazard. Choose wrong, and it’s a wax museum suit that looks safe but fuels the fire. Choose right, and it’s an invisible shield that a worker forgets they’re wearing until the moment it saves their skin. I’ve mapped the entire chain today—the molecular difference between a modacrylic char and a Nomex carbonization, the brutal NFPA 2112 gauntlet that requires a 2-second afterflame after 100 washes, the moisture-wicking paradox that keeps a petrochemical worker from unzipping in August, and the Kevlar thread that literally holds the whole armor system together during a flashover.
At Shanghai Fumao, we don’t sell guarantee certificates. We sell the "Pre-Certification 100-Wash Torture Test Report." We kill the fabric before you certify it. We sand the print, we blast the seam, and we burn the washed roll. It’s the only way to be sure. Because the worker wearing that suit at 3 AM on a gas platform isn’t thinking about the textile supply chain. They’re thinking about going home.
If you are specifying a protective clothing program and need to navigate the technical maze of ATPV ratings, fiber chemistry, and laundry durability—don’t do it with a brochure. Do it with a data set. Send your hazard analysis, your required HRC or ATPV target, and your preferred fabric hand-feel (lightweight stretch, heavy canvas, mesh liner) to our Business Director Elaine at elaine@fumaoclothing.com. She’ll send you a specification matrix and a set of physically washed, physically burned swatch cards. Touch the char. Smell the ammonia cure. And make the decision on data, not marketing.








