Walking the aisles at Heimtextil or Techtextil in Frankfurt is a sensory assault. You've got Italian mills selling the same Super 120s wool they've pushed for a decade, Turkish suppliers undercutting everyone on basic greige, and Indian booths drowning in a sea of identical block prints. As a buyer, you're not just looking for fabric; you're hunting for a signal in the noise. The pain is the "sea of sameness." You flip through a hundred swatch books, and by booth 50, the cotton twills all feel the same, the poplins blur into one white sheet, and you start to wonder if you flew 5,000 miles just to confirm that the industry has stagnated. The real frustration is leaving a show without a single discovery that actually solves a problem—like finding a cotton that drapes like a silk but costs like a workhorse, or a sustainable blend that doesn't feel like cardboard.
That's why the rush happens at the Shanghai Fumao booth. We don't come to Frankfurt to show you "new colors" for the same old constructions. We come to show you new physics. When buyers stop at our stand, the first thing they touch is usually our new "Cotton Cascade" finish—a mechanical treatment that gives a 100% cotton poplin a liquid, cold-to-the-touch drape that mimics a high-end cupro, without a single synthetic fiber. The second thing they notice is the price tag, which is still firmly in the accessible, mid-tier cotton range. We solve the core paradox that fashion brands face right now: How do I make a garment look and feel like quiet luxury, perform through 30 industrial washes, and still hit a margin that pleases my CFO? This isn't a trick; it's 18 months of R&D on enzymatic softening, yarn twist engineering, and a new "micro-sanding" head we developed with a German machinery partner.
Frankfurt is where the global textile conversation happens, and this year, the conversation is about substance over hype. Let me show you exactly what's drawing the crowds, what they're touching, and what questions they're asking.
What Makes Fumao's Cotton Textures Stand Out in Frankfurt?
Texture is the new color. I know that sounds like a marketing slogan, but I mean it literally. For the past decade, fast fashion competed on who could offer the most "fashionable" Pantone shades the quickest. Now, with the rise of "quiet luxury" and the rejection of disposable clothing, the visual and tactile surface of a fabric is what communicates value. A black shirt is just a black shirt until you touch it. If it feels like sandpaper, it's cheap. If it feels like a river stone, it's expensive.
At our Frankfurt booth this year, the absolute showstopper—the fabric that has buyers literally stopping mid-stride, touching it, and pulling their colleagues over—is our new "Crushed Cotton" texture. This isn't the stiff, chemical-coated "crinkle" you see in low-end boho blouses that flattens after two washes. We've engineered a purely mechanical, three-dimensional texture on 100% cotton poplin and twill bases. We do it by exploiting the natural shrinkage differential between highly twisted warp yarns and standard weft yarns during a specialized wet-tumbling process. When the fabric hits the hot water, the over-twisted warps contract forcefully, buckling the relaxed wefts into a permanent, chaotic, wave-like pattern. The result is a surface that looks like a vintage linen but feels like a broken-in cotton shirt, with zero chemical residue and a texture that actually intensifies slightly with washing instead of disappearing.
This matters because brands are desperate for "authenticity cues." A perfectly flat, uniform cotton reads as "mass-produced" on a retail rack. Our Crushed Cotton reads as "artisanal" and "found object." A London-based contemporary womenswear buyer—who I can't name, but she runs a label stocked in Liberty and Selfridges—spent 20 minutes at our stand last January. She was launching a "deconstructed shirting" capsule. She had seen washed linens, but they were too heavy and too expensive. She needed a cotton that held a sculptural shape. She took our Crushed Cotton twill, draped it over her arm, watched the shadows pool in the valleys of the texture, and placed a 1,200-meter trial order on the spot. She told me later the shirts sold out at full price in three weeks. If you want to get into the technical weeds, understanding how yarn twist differentials create three-dimensional texture in woven cotton fabrics explains the science behind the look. And for the finishing side, reading about mechanical textile finishing methods that replace chemical softeners in cotton processing shows you how we achieve the hand feel sustainably.

Can 100% Cotton Really Drape Like Silk Without Blending?
This is the question we get asked fifty times a day at the booth, and the answer is yes, but it requires a complete rethink of how the cotton yarn itself is constructed. Standard cotton poplin uses yarn with a twist multiplier (alpha) of around 3.5 to 4.0. That's great for crispness and body, but it creates a rigid fabric that holds its shape. Silk's legendary drape comes from the triangular cross-section of the fibroin filament and its very low bending rigidity. To make cotton approach that fluidity, we have to manipulate both the yarn structure and the fabric geometry.
Our "Cotton Cascade" finish, which we're launching this year in Frankfurt, uses a two-pronged approach:
- Ultra-High Twist "Crepe" Warp Yarn: We insert a twist level of 1,200-1,400 turns per meter (TPM) on a fine, long-staple combed cotton warp. At this extreme twist, the yarn develops internal torque—it wants to writhe and untwist. When we weave it loosely and then wet-process it, the warp yarns kink and curl microscopically, creating a fabric with a "springy" internal structure that resists folding sharply.
- Bio-Polish with Cellulase Enzyme: We subject the fabric to an intensive cellulase enzyme wash that eats away the micro-fibrils (the tiny hairs) protruding from the cotton yarn surface. This leaves the yarns smooth and slick. The friction between yarns is dramatically reduced, so the fabric flows over itself with less resistance.
The visual test I do at the booth is simple. I hold a standard cotton poplin swatch and our Cascade Cotton vertically. The standard cotton sticks out almost horizontally, stiff as a board. The Cascade Cotton falls in a fluid, continuous curve, with a drape coefficient (measured on a Cusick Drape Meter) around 42%, compared to 75% for the standard poplin. For a buyer sourcing fabric for a bias-cut slip dress or a flowing wide-leg trouser, this is a revelation. They're getting a 100% natural fiber that can compete with Tencel and viscose on movement, but without the environmental baggage of regenerated cellulose production, and with the durability and easy-care of cotton. Reading a deeper dive on high-twist cotton yarns and their influence on fabric drape and hand feel gives you the material science. Also, exploring how cellulase enzymes are used in textile bio-polishing to improve surface smoothness clarifies the sustainable chemistry angle.
How Does the "Peach Skin" Cotton Finish Perform on the Show Floor?
Right next to the dramatic Crushed Cotton at our booth, we have a fabric that attracts a different kind of buyer—the one who lives in neutral palettes, soft tailoring, and the "lived-in luxury" aesthetic. Our "Peach Skin" cotton is a micro-sanded, ultra-matte fabric that feels exactly like the skin of a ripe peach: dry, warm, and impossibly soft. It's been our biggest hit for loungewear, soft blazers, and the "comfort workwear" trend.
The process is called "emerizing." We pass the cotton fabric over a series of rapidly rotating rollers covered in a fine, diamond-dust abrasive. These rollers shave the very tips of the surface fibers, creating a dense, velvet-like micro-nap. But unlike a brushed flannel, which can look fuzzy and cheap, the micro-nap on Peach Skin is so fine it's barely visible to the naked eye. It scatters light, creating a deep, matte, almost powdery surface that photographs beautifully without glare.
The performance on the show floor is all about the "touch and hold." A buyer picks it up, feels the warmth, and instinctively presses it to their cheek or the inside of their wrist. It's an emotional reaction. We target a surface roughness (Ra) of less than 2.5 micrometers on our KES-FB4 surface tester. For context, a standard printed cotton shirting has an Ra of 6-8 micrometers.
A buyer from a Scandinavian minimalist brand visited last year. Their whole aesthetic depends on fabric that looks "silent" and feels like a second skin. They had been using a cotton-modal blend for their signature soft blazer, but they were facing sustainability criticism over the modal's supply chain. They touched our 100% cotton Peach Skin, and the hand feel was virtually identical to their blend. They ran a trial, and the blazer's sell-through improved because they could market it as "pure cotton, naturally softened." The transition was seamless. For the technical background, understanding the emerizing and micro-sanding mechanical finishing process for cotton fabrics shows the machinery. And for the sustainability angle, comparing the lifecycle of a 100% cotton garment versus cotton-synthetic blends in loungewear supports the marketing story.
Which 2026 Cotton Trends Are Dominating Heimtextil Frankfurt?
Every January, Heimtextil sets the material agenda for the year. This isn't just about "what's fashionable"; it's about what's technologically viable and commercially scalable. Walking the halls, talking to trend forecasters and fellow exhibitors, I see three macro-directions crystallizing for cotton in 2026, and all three are driving traffic to our booth because we've got product that actually delivers on them, not just mood boards.
The first direction is "Hyper-Naturalism." This is the backlash against overly processed, wrinkle-free, plastic-coated fabrics. Buyers want cotton that looks like it came off a handloom. Irregular slubs, raw selvages, and natural, unbleached ecru tones are non-negotiable. Our "Raw Weave" cotton collection—which uses ring-spun yarns with intentional thick-and-thin variations and skips the optical brighteners—is perfectly positioned for this. It has a "craft" aura that screams authenticity.
The second direction is "Active Comfort." The blurring of workwear, loungewear, and activewear continues. Buyers are looking for cotton that can perform. This means mechanical stretch (achieved through tight, high-twist yarns in an open construction, not spandex), rapid moisture absorption, and a cool, dry hand feel. Our "Cascade Cotton," which I just described, and our double-weave cotton mesh are answering this call. A sportswear brand R&D lead visited us specifically because they heard we had a 100% cotton fabric that stretched 15% naturally and snapped back. They were tired of greenwashing their recycled polyester. Finding a natural solution was their mission for 2026.
The third, and most commercially aggressive, trend is "Radical Traceability." This isn't just a certificate anymore. Buyers want a QR code on the fabric bolt that links to a blockchain-based ledger showing the cotton's journey from farm to finished roll. At our booth, we're demonstrating a live, digital "Fabric Passport." You scan a code on the Cotton Cascade swatch, and you see the Xinjiang or Giza cotton bale ID, the spinning date, the dye lot formula, the water consumption of the finishing process, and the SGS test report. This level of transparency closes deals. An American denim and casual wear brand is currently piloting this with our organic cotton line for their "fully transparent" 2026 capsule. If you're tracking the top textile material trends predicted for 2026 at Heimtextil, the official trend preview is a good start. And for the traceability aspect, exploring how blockchain technology is being applied to cotton supply chain transparency shows where the industry is heading.

Are "Deadstock" and Recycled Cotton Claiming More Booth Space?
Yes, and it's a complex conversation. The "deadstock" fabric movement—where brands buy up leftover rolls from other mills to make limited-edition garments—has been a darling of the sustainable fashion world for five years. At Frankfurt, you see dedicated deadstock sellers with colorful, chaotic booths. But the buyers visiting our booth are increasingly sophisticated about the actual environmental math.
Here's the honest take I share with them: Deadstock solves a waste problem for the seller, but it creates a scalability and consistency nightmare for the buyer. You can't build a core collection business around a fabric that might only exist in 80 meters of "unrepeatable" Moss Green. For a brand doing 5,000 units of a best-selling shirtdress, deadstock is useless. That's where we pivot the conversation to pre-consumer recycled cotton.
At Fumao, we're showing a new blend: 50% virgin organic cotton, 30% mechanically recycled cotton (from our own cutting-room waste), and 20% Refibra™ (a Lyocell made from cotton scraps). We collect the selvedge trims and cutting waste from our own production lines, shred them back to fiber, and blend them with virgin long-staple cotton to maintain strength. The resulting fabric has the softness of virgin cotton with a lower carbon footprint, and we can produce it in 5,000-meter runs with consistent color. This is what scaleable circularity looks like. A major French workwear brand is in talks with us to switch their entire "Eco-Range" to this blend for 2027. Understanding the real difference between pre-consumer and post-consumer recycled cotton in textile production informs your sourcing strategy, and knowing the limitations of deadstock fabric sourcing for commercial fashion brands prevents unsustainable business decisions.
How Are Buyers Reacting to the "Regenerative Cotton" Buzzword?
With a healthy dose of skepticism, and rightfully so. "Regenerative" is the new "sustainable"—a term that everyone slaps on a hang tag, often with zero verification. I hear buyers at our booth asking the hard questions now: "Regenerative where? By whose standard? And can you prove the soil carbon actually increased?"
This is a conversation we welcome. We source a specific portion of our organic cotton from a farm group in the Aegean region of Turkey that practices certified regenerative agriculture under the regenagri® standard. They rotate cotton with nitrogen-fixing cover crops, practice no-till farming, and integrate livestock grazing to naturally fertilize the soil.
We don't just show a certificate. We show the soil carbon data. A baseline measurement taken in 2020 showed soil organic carbon (SOC) at 1.2%. After three years of regenerative practices, the 2023 soil audit (conducted by a third-party agronomist) showed SOC at 1.6%. That's a 33% increase in soil carbon, which means that the land is literally pulling CO2 out of the atmosphere to grow the cotton. This is a carbon insetting story, not an offsetting gimmick.
When we show this data to a buyer on our booth tablet, the response shifts from "That's interesting marketing" to "Can I visit the farm?" We're facilitating that. A premium British knitwear label sent their sustainability manager to the Turkish farm in late 2024 based on our introduction. They documented the visit for their own customer storytelling. This level of specificity is what buyers in Frankfurt are now demanding. If you want to dig into the specifics, reading the regenagri certification standards for cotton and rotational crops is the primary source. Also, understanding the scientific data collection methods for soil carbon sequestration in regenerative cotton farming gives you the intellectual ammunition to separate greenwash from real impact.
How Do Buyers Verify Cotton Quality Directly at Trade Show Booths?
There's a distinct difference between a tourist and a professional buyer at a trade show. A tourist flips through a swatch book, says "nice colors," takes a business card, and leaves. A professional interrogates the fabric. They want to go beyond the marketing story and see the engineering. They know that a beautiful sample hanging on a display wall might be a hand-loomed one-off, while the bulk production they'll receive in six months might be a completely different animal.
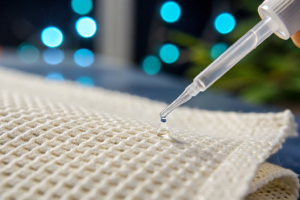
At the Shanghai Fumao booth, we don't just invite scrutiny; we arm buyers with the tools to do it themselves. We've built our booth experience around the "3-Touch Verification." First, you touch the fabric with your fingers for hand feel. Second, you "touch" it with a tool—a portable microscope, a crease recovery template, or a water droplet test. Third, you "touch" the digital proof—scanning the QR code on the sample to pull up the live batch test reports. This approach builds immediate trust.
The most used tool on our stand is a portable Dino-Lite microscope that magnifies the fabric surface by 200x and projects it onto a tablet screen. A buyer can instantly see the difference between our compact-spun, smooth yarn and the hairy, uneven yarn of a cheaper carded cotton. They can see the twist angle, the fiber alignment, and the absence of rogue synthetic filaments. This transparent approach answers the question they're silently asking: Is this fabric actually what you say it is? A buying director from a German shirt manufacturer picked up a swatch of our "Optic White" poplin, looked at it under the booth microscope, and saw zero fluorescent optical brightener residue between the fibers—proof that our white is achieved through a clean, multi-stage hydrogen peroxide bleaching, not a cheap optical masking agent. He said, "This is the first genuinely clean white I've seen at this show." That's the reaction we engineer. If you're a buyer wanting to up your game, reading about essential portable tools for professional fabric quality inspection at trade shows is a practical starting point. And knowing how to visually identify compact versus ring-spun cotton yarn under magnification gives you a permanent edge over competitors who only look at the surface.

Can You Perform a Reliable Burn Test Inside a Frankfurt Exhibit Hall?
Technically, no. Don't do it. Messe Frankfurt has strict fire safety regulations, and an open flame at a booth will get you a very fast visit from security, possibly ending your show experience early. But the principle of the burn test—the immediate, unmistakable chemical distinction between a cellulosic natural fiber and a synthetic—is something we demonstrate safely and vividly using a different method at the booth.
We bring a thermal-filament "hot point" tool, specifically a textile testing probe that heats a small metal tip to 600°C. It's not an open flame, but the thermal reaction of the fiber is just as diagnostic. We touch the probe to the frayed edge of our 100% cotton swatch. The cotton doesn't melt; it scorches, turning to a black, ashy char that crumbles to powder when rubbed between the fingers. The smoke smells like burning paper. Then we touch it to a polyester swatch. The synthetic shrinks away from the heat, melts into a hard, glossy bead, and emits a sweet, acrid chemical smell. The visual is instant, undeniable, and safe. We can do it right on the counter without setting off any alarms.
I do this demonstration specifically for buyers who've been burned (pun intended) by blends sold as "pure cotton." A buyer from a London workwear startup came to our booth last year, skeptical because a previous "100% cotton" supplier had sent fabric that melted under a commercial press. I did the thermal probe test on our Twill. Scorch, crumble, paper smell. Pure. He was visibly relieved and placed his first order three weeks later. Understanding the standard thermal and burn behavior identification methods for textile fibers is forensic knowledge every buyer should have. And knowing the fire safety and flame regulations for exhibiting at Messe Frankfurt trade shows ensures you stay compliant while you demonstrate.
What Questions Should I Ask to Spot "Fake" High-End Cotton?
This is the most valuable five minutes you'll spend at any textile booth. A skilled fabric salesperson can talk for an hour without actually giving you the data you need to make a rejection decision. You need to ask questions that have measurable, binary answers. Questions that force the supplier to reveal whether they're a primary manufacturer or a trader just flipping stock.
Here are the five questions I teach buyers to ask, and the answers that separate a premium mill like Fumao from a middleman:
-
"What is the micronaire value of the cotton in this specific fabric?"
Micronaire measures the fineness and maturity of the cotton fiber. A value between 3.8 and 4.2 is ideal for premium shirting poplin. Below 3.5 indicates immature, weak fibers that will pill. Above 4.5 indicates coarse fibers that will feel rough. A trader won't know this number. A mill will have it on the spec sheet. Our FMP-401 uses cotton with a micronaire of 4.0 ± 0.2. -
"Can I see the yarn count variation (CV%) report for the last batch?"
Yarn evenness is everything. A Coefficient of Variation (CV%) below 10% for a 40s yarn is considered good (Uster Statistics 25% level). Below 8% is excellent. A high CV% means thick-and-thin spots that will show up as barre marks after dyeing. We test every yarn lot on an Uster Tester 5 and will show you the spectrogram on the tablet. -
"Show me the selvage of the finished roll."
The selvage tells you about the loom. Is it a clean, tightly woven, uniform edge? That's a modern rapier or air-jet loom. Is it frayed, irregular, with loose threads? That's an older shuttle loom, or poor quality control. Our selvage is trimmed, clean, and often features an identifying colored tracer thread for our internal lot tracking. -
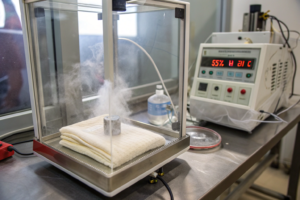
"What is the residual shrinkage after 5 home washes, and how did you test it?"
If they say "3-5%," walk away. A properly Sanforized cotton should have a residual shrinkage of less than 2%, preferably under 1.5%. They should cite the test standard: AATCC 135 or ISO 6330. Our guarantee is <1.8% warp, <1.5% weft. -
"Ask for a wet-strength comparison."
Pull a single yarn from the swatch. Ask the supplier to demonstrate its dry tensile strength by pulling it until it breaks. Then ask them to wet a second yarn and pull it. Good cotton gets stronger when wet (due to hydrogen bonding in the cellulose). If the wet yarn breaks significantly more easily than the dry yarn, the cotton is either degraded (over-bleached) or has a synthetic component that weakens with water. Our cotton yarns consistently show a 10-15% increase in wet tensile strength.
When buyers come to our booth armed with these questions, I don't feel threatened. I feel respected. They're serious. I can pull up the Uster report, show the selvage, and run the wet-strength demo in under three minutes. If you want a deeper dive, examining how to interpret Uster yarn evenness statistics for cotton spinning quality puts you in the technical elite. And understanding the full Sanforizing compressive shrinkage process and its effect on finished cotton dimensions ensures you never accept a substandard stability claim.
What Are the Real Order Lead Times for Premium Cotton in 2026?
At a trade show, everyone promises "fast delivery." It's the most abused phrase in our industry. The real question isn't "Is it fast?" It's "Fast compared to what?" and "What exactly is the starting line?" For the premium, custom-developed cotton fabrics we're showcasing in Frankfurt, "standard" lead time is a meaningless term. You need to know the sequence and the dependencies.
At Shanghai Fumao, for a custom-developed cotton program—say, our Crushed Cotton in a specific Pantone-matched shade—the realistic, sustainably achievable timeline from Frankfurt handshake to FOB Ningbo is not 4 weeks. It's a phased journey that we manage in four clear stages:
- Discovery to Lab Dip (Post-Show, 2-3 weeks): You return from Frankfurt, we courier your selected handloom swatches and a full color blanket. You pick a base and a Pantone. We run the first lab dip, courier it to you, and we iterate via video call until the color is signed off.
- Pre-Production Sample (3-4 weeks): We weave a 20-meter sample on our production loom using the approved dyed yarn. This is not a handloom. This is the real fabric. You test it in your sample room for drape, cutting behavior, and wash performance. You approve the pre-production standard.
- Bulk Weaving and Dyeing (5-6 weeks): This is the physical constraint. Looms run at a finite speed, and dye vats have a finite capacity. For a 3,000-meter order of Crushed Cotton, the weaving takes roughly 2 weeks, and the dyeing/finishing/tumbling takes another 3-4 weeks. Rushing this phase is what degrades quality.
- Final Inspection and Shipping (1-2 weeks): 100% 4-point inspection, lot sample testing, packing, and customs clearance. Ocean freight to Europe is roughly 25-30 days; to the US West Coast, 15-20 days.
Total realistic lead time: 11-15 weeks from lab dip approval to FOB, plus transit. So if you approve the lab dip in late February, your fabric ships in May, and it's in your European warehouse in June. For a Spring/Summer '27 collection, that timeline is perfect. For an Autumn/Winter '26 collection, you're already cutting it fine, and we need to discuss which stock-supported fabrics can accelerate the process. A Dutch contemporary brand I met in Frankfurt last year followed this exact timeline for a custom linen-cotton blend. They placed their order in early February, we shipped in late May, and they had fabric in their Amsterdam cutting room by July 1st, perfectly aligned with their September production start. Understanding the realistic lead time expectations for custom-developed cotton fabric from Chinese mills helps you schedule backward from your launch date, and reading about the sequence of fabric development stages from design concept to bulk production ensures you don't miss a critical step.
Can We Fast-Track Cotton Orders Through "Stock Dyeing" Services?
Yes, and this is the single best "hack" for buyers who need premium cotton faster than the full custom development cycle allows. Not every order needs to start from a custom weave. If you love the base construction of our Crushed Cotton, Peach Skin, or Cascade Cotton that we're showing in Frankfurt, the fabric already exists. We have thousands of meters of the greige (un-dyed) fabric in stock.
"Stock Dyeing" means we take your chosen greige fabric from our shelf and only run it through the dyeing and finishing stages. This eliminates the entire weaving phase (2-3 weeks) from the schedule. Your timeline compresses to:
- Lab Dip Approval: 2-3 weeks.
- Bulk Dyeing & Finishing: 3-4 weeks.
- Inspection & Shipping: 1-2 weeks.
Total: 6-9 weeks to FOB, plus transit. That's nearly half the time of a full custom weave program.
The trade-off is minimal: you're limited to the base constructions we've already developed, and you can't modify the weave structure or the yarn composition. But you get 100% control over the color. A US-based fashion brand used this exact Stock Dyeing service for our Peach Skin base in a custom "Matcha Green" for a loungewear launch. They needed speed, but they also needed a unique, branded color that their competitors couldn't just buy off the rack. The Stock Dyeing route gave them both speed and exclusivity. Exploring how stock dyeing services shorten cotton fabric production lead times clarifies the process, and understanding the difference between made-to-order weaving and dyed-from-stock fabric programs helps you choose the right path.
How Does the Chinese Holiday Calendar Affect Post-Frankfurt Orders?
This is the strategic planning detail that separates the pros from the amateurs. Frankfurt happens in January. You leave the show, energized, with a stack of swatches and a head full of ideas. You spend February refining your designs and getting internal approvals. You're ready to place the order in early March. That timeline walks you directly into a subtle but potentially disastrous bottleneck: the Qingming Festival (Tomb-Sweeping Day) in early April, followed by the Labor Day holiday in early May.
Neither of these is as disruptive as Chinese New Year, but they create small, cumulative delays. Workers take extended weekends to visit family graves (Qingming) or travel domestically (Labor Day). A dyeing mill that tells you a 3-week dyeing time in March might actually deliver in 4 weeks if the April Qingming break falls in the middle of your production window and the operators take extra days off.
My advice to buyers at the Frankfurt booth is: "Use February to finalize your color and spec. If you can place the bulk order by the last week of February, we can often complete the weaving and the bulk dyeing before the May Labor Day slowdown hits. The fabric is finished and packed by mid-May, and it sails in late May." If you delay the order until mid-March, the Qingming and May Day breaks stack up, and your sailing date can slip from late May to late June—a full month lost. The Frankfurt show is your starting gun. The clock starts ticking immediately. Reading about the annual Chinese public holiday schedule and its impact on textile factory production cycles gives you the specific dates to avoid, and understanding how to build factory holiday buffers into your fabric sourcing calendar protects your delivery windows.
Conclusion
The rush to the Shanghai Fumao booth in Frankfurt isn't about a single magic fabric—it's about finding a partner who solves the multi-dimensional puzzle that fashion buyers face in 2026. You need texture that communicates "expensive" without the silk price tag. You need cotton that drapes like a synthetic but breathes and biodegrades like a natural fiber. You need sustainable stories—regenerative, recycled, traceable—that can withstand a journalist's scrutiny and a compliance audit. And you need a supply chain that delivers on time, with a quality system that lets you verify the fabric's integrity yourself, right on the trade show floor, with a microscope and a thermal probe.
We've shown the crowds in Frankfurt our Crushed Cotton, our Cascade drape, our Peach Skin softness. We've had the difficult conversations about deadstock scalability and regenerative verification. We've equipped buyers with the five questions that instantly reveal whether a supplier is a real mill or just a trader with a nice swatch book. And we've mapped out the real lead times, from the post-show lab dip to the container sailing date, so that a handshake in January translates to a delivery in June, not a series of panicked emails in October.
If you missed us in Frankfurt, or if you were there and want to continue the conversation now that the show buzz has settled, let's talk specifics. Tell me which fabric you touched—the Crushed Cotton that held its sculptural folds, the Peach Skin that felt like a second skin, or the Cascade Cotton that fell like liquid. I want to know the silhouette you're designing and the margin you need to protect. For a deeper dive into the collection, the certified supply chain data, or to schedule a virtual walkthrough of the booth samples you might have missed, our Business Director Elaine is the person to reach. She can courier a targeted sample set within 48 hours and set up a call to discuss how we adapt our stock dyeing or full custom development to your Spring/Summer 2027 timeline. Her email is elaine@fumaoclothing.com. The rush started in Frankfurt, but the real work begins now.