

A premium t-shirt brand doesn’t sell a t-shirt. They sell a tactile experience. Their customer doesn’t buy a plain white tee because they need another white tee. They buy it because when they pulled it off the rack or opened the shipping box, the fabric felt like something they couldn’t get anywhere else. That feeling—the smoothness, the density, the clean surface—doesn’t come from the design, the fit, or the marketing. It comes from the yarn. Specifically, it comes from a yarn that has been both combed and compact-spun, a two-stage process that removes short fibers, aligns the remaining long fibers into near-perfect parallel orientation, and binds them into a yarn structure that is smoother, stronger, and more pill-resistant than anything produced by conventional spinning methods.
Combed compact yarn is not a marketing term for "good cotton." It’s a specific manufacturing process that changes the physical structure of the yarn at the fiber level, and those structural changes produce a fabric that looks, feels, and performs at a level that conventional yarns cannot match. The premium t-shirt brands that have built their reputations on fabric quality—the brands whose customers describe their tees as "buttery," "silky," "insanely soft"—are almost all using combed compact yarn, whether they name it in their product descriptions or not. At Shanghai Fumao, we produce combed compact yarns for our premium knit fabric programs, and I’ve seen the difference it makes at every stage from knitting to the consumer’s tenth wash. In this article, I’ll explain exactly what combing and compact spinning do to the fiber structure, how those changes translate into consumer-perceptible quality differences, and why this yarn technology has become the dividing line between a good t-shirt and a great one.
What Does Combing Do to Cotton Fibers That Regular Carding Doesn’t?
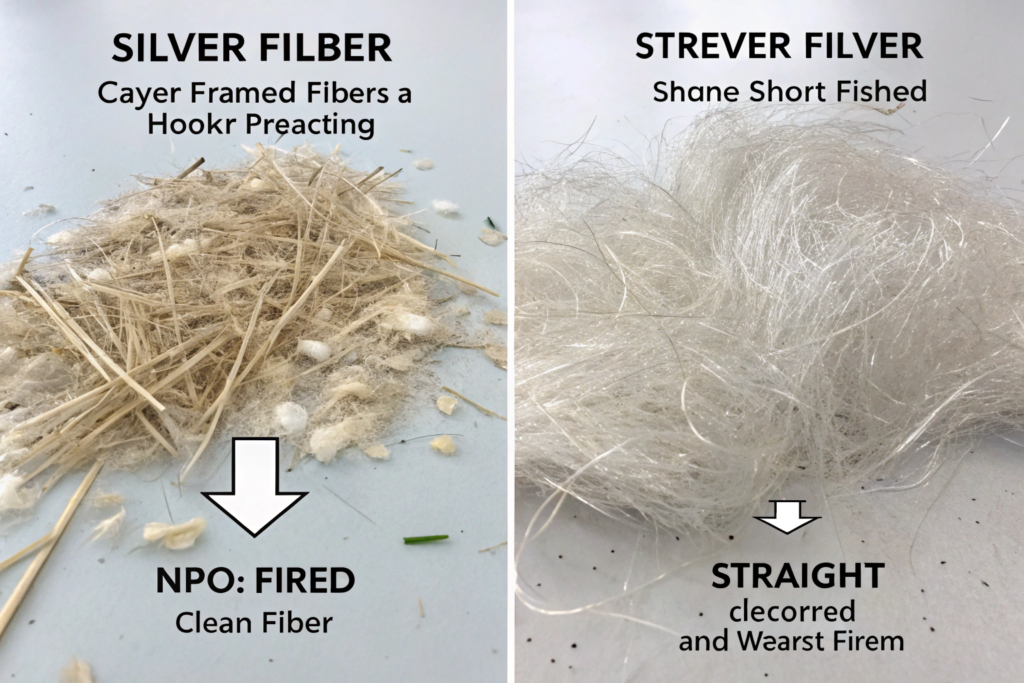
Cotton arrives at the spinning mill as a tangled mass of fibers of varying lengths, mixed with seed fragments, leaf particles, and microscopic neps—tiny knots of tangled immature fibers that create rough spots in the yarn. Before any spinning can occur, the fibers must be cleaned, opened, and aligned into a continuous strand called a sliver. The standard process is carding, where the fiber mass passes between cylinders covered in fine wire teeth that separate the fibers, remove some impurities, and begin to align them. Carding is effective and essential—all cotton yarn goes through carding—but it’s incomplete. The carded sliver still contains short fibers below about 12mm in length, residual neps and trash that the carding wires couldn’t capture, and fibers that are aligned in a generally parallel direction but with many hooked, bent, or crossed fibers.
Combing is an additional, separate process that follows carding. The carded sliver is fed into a comber machine, which uses a series of fine-toothed combs—progressively finer at each stage—to physically remove short fibers, neps, and remaining impurities. Think of combing as a quality filter. Any fiber shorter than the preset threshold, typically 12mm to 15mm depending on the quality grade, is combed out and removed as waste. The waste stream, called noil, can be 15% to 25% of the original fiber weight. What remains in the combed sliver is a population of long, clean, parallel fibers with dramatically fewer neps and almost no trash. The fiber length uniformity is significantly improved—instead of a mix of fiber lengths from 5mm to 35mm, the combed sliver contains primarily fibers above 20mm. This fiber length improvement and nep removal is the foundation of every quality advantage that combed yarn provides. The cotton fiber combing process mechanics and the effect of noil extraction percentage on fiber length distribution, nep count, and yarn quality parameters provides the detailed process parameters and quality measurement data.
How Much Fiber Is Removed During Combing, and Why Does That Matter?
The combing process removes 15% to 25% of the incoming fiber mass as waste. This is a significant material loss, and it’s the primary reason combed yarn costs more than carded yarn. The mill is paying for the full fiber input but only spinning 75% to 85% of it into yarn. The waste noil is sold for lower-value applications—nonwoven products, industrial wipes, coarse open-end yarns—at a fraction of the original fiber cost. The cost premium for combed yarn is not arbitrary; it reflects the physical loss of expensive raw material that the mill accepts in order to improve yarn quality.
What makes the cost worthwhile is that the fibers removed are precisely the fibers that cause quality problems. Short fibers—those below about 12mm—contribute almost nothing to yarn strength because they’re too short to be effectively twisted into the yarn structure. They sit on the yarn surface as loose ends, becoming the fuzz that initiates pilling. They cause unevenness in the yarn because the short fibers don’t distribute uniformly during drafting. Neps—those tiny fiber tangles—create thick spots in the yarn that appear as surface imperfections in the knitted fabric. Trash particles create dark specks visible in light-colored fabrics. By removing these problematic elements before spinning, combing eliminates the root causes of the surface defects, unevenness, and pilling that plague carded yarn fabrics. The consumer doesn’t need to know about combing. They just notice that the premium t-shirt has a cleaner surface, fewer random thick spots, and no tiny dark specks, while the budget t-shirt has a slightly dusty, irregular surface. The fiber waste extraction rates in cotton combing and the economic trade-off between noil removal percentage and yarn quality improvement provides the cost-quality optimization analysis.
What Is the Difference Between Combed Yarn and Combed Compact Yarn?
Combing is a fiber preparation process that happens before spinning. Compact spinning is a spinning process modification that happens during spinning. They address different quality issues and can be used independently. Combed yarn is yarn spun from combed sliver using a conventional ring-spinning frame. It benefits from the fiber length and cleanliness improvements of combing, but the ring-spinning process still produces a yarn with a slight surface fuzz because some fiber ends escape the twist and protrude from the yarn surface.
Combed compact yarn is yarn spun from combed sliver using a compact-spinning frame. The compact-spinning modification adds a condensing zone after the main drafting zone, where the fiber strand passes through a perforated suction drum or a pneumatic slot that uses negative air pressure to compress the fiber strand laterally before twist is inserted. This compression brings the edge fibers into the core of the yarn, eliminating the spinning triangle where loose fibers normally escape to become surface hairiness. The result is a yarn that combines the fiber quality advantages of combing—long, clean, parallel fibers—with the structural advantages of compact spinning—tight fiber integration, minimal hairiness, and higher strength for a given twist level. Combed compact yarn represents the highest quality commercially available cotton yarn for knitted apparel. The combing and compact spinning technologies comparison and their combined effect on cotton yarn structure, surface hairiness, and downstream fabric quality for premium knit applications provides the detailed process comparison and yarn property data.
How Does Compact Spinning Change the Yarn Structure?
In conventional ring-spinning, the drafted fiber strand emerges from the front drafting rollers as a flat ribbon. The twist from the rotating spindle travels up this ribbon, but there’s a critical geometry problem. The fiber ribbon is wider at the roller nip than it is at the twist insertion point, creating a triangular zone—the spinning triangle—where fibers at the edges of the ribbon are not fully controlled. These edge fibers either escape entirely and fly away as waste, or they get caught by the twist only at their ends, creating fibers that are anchored in the yarn core at one end but protrude from the surface as hairiness. The spinning triangle is the primary source of yarn hairiness in ring-spun yarns, and while it can be minimized through process adjustments, it cannot be eliminated in conventional ring-spinning.
Compact spinning eliminates the spinning triangle entirely. After the fiber strand exits the drafting rollers, it passes through a condensing zone—typically a perforated drum under negative air pressure or a pneumatic slot—that compresses the fiber ribbon laterally. By the time the fiber strand reaches the twist insertion point, it has been condensed to nearly the diameter of the final yarn. There is no wide ribbon, no edge fibers, and no spinning triangle. Twist is inserted into a compact, cylindrical fiber assembly where every fiber is integrated into the yarn structure. The result is a yarn with up to 50% less surface hairiness than equivalent conventionally ring-spun yarn, measured by the Zweigle hairiness index or the Uster Hairiness Tester. For the premium t-shirt, this reduction in hairiness translates directly to a smoother fabric surface, less fuzz, and dramatically reduced pilling. The compact spinning technology mechanics and the elimination of the spinning triangle effect on yarn surface hairiness, fiber integration, and downstream fabric quality provides the detailed fiber-level analysis and comparative data.

Why Does Reduced Yarn Hairiness Matter for T-Shirt Quality?
Yarn hairiness—those microscopic fiber ends protruding from the yarn surface—is the root cause of the three most common quality complaints in knitted t-shirts: surface fuzz, pilling, and poor print clarity. Surface fuzz is simply hairiness visible at the fabric level. A hairy yarn produces a fuzzy fabric surface that looks dusty, matte, and low-quality. A low-hairiness yarn produces a clean, smooth, almost polished surface that reflects light more evenly and appears richer in color. The visual difference between a compact-spun and a conventional ring-spun fabric is immediately apparent to the consumer, even if they can’t articulate why.
Pilling is the downstream consequence of yarn hairiness. The protruding fiber ends are the raw material for pill formation. Under the friction of wear and washing, these loose ends tangle together into pills. A compact-spun yarn has fewer protruding ends, so there are fewer initiators for pill formation, and the pills that do form are smaller and less numerous. The Martindale pilling grade difference between a conventional ring-spun and a compact-spun fabric of the same fiber content and weight can be a full grade or more—Grade 3 versus Grade 4, or Grade 4 versus Grade 4-5—which is visually significant to the consumer after repeated washing. Print clarity is another casualty of yarn hairiness. A screen print or digital print sits on the fabric surface. Surface fuzz from hairy yarns interrupts the print surface, creating microscopic gaps in ink coverage and reducing edge sharpness. A compact-spun fabric, with its smooth surface, produces cleaner, sharper prints with better color saturation because the ink film is uninterrupted. This is why premium printed t-shirt brands gravitate toward combed compact yarns—the print quality difference is as important as the hand feel difference. The yarn hairiness measurement and its correlation to fabric surface quality, pilling performance, and print clarity in knitted t-shirt applications provides the quantitative relationship between Zweigle hairiness index values and consumer-perceptible fabric properties.
Does Compact Yarn Allow Lower Twist While Maintaining Strength?
Yes, and this is one of the most underappreciated advantages of compact spinning for premium t-shirt fabrics. In conventional ring-spinning, twist is needed for two purposes: to bind the fibers together into a coherent yarn, and to control the edge fibers of the spinning triangle. The second purpose requires more twist than the first. Because compact spinning eliminates the spinning triangle, the twist level can be reduced by approximately 10% to 15% while maintaining the same yarn tensile strength as a conventional ring-spun yarn at the higher twist level. The fibers in a compact-spun yarn are so well integrated that they share the tensile load more efficiently, allowing adequate strength at lower twist.
The lower twist level produces a softer fabric. Twist makes yarn stiffer and the resulting fabric less soft. A compact-spun yarn with 10% less twist than a conventional ring-spun yarn will produce a measurably softer fabric while still matching or exceeding the conventional yarn’s strength. This is the engineering trick behind the "incredibly soft yet durable" premium t-shirt. The softness comes from the lower twist that compact spinning enables. The durability comes from the superior fiber integration that compact spinning provides. The combination—softer fabric with equal or better strength—is not achievable with conventional ring-spinning because reducing twist in a conventional yarn would reduce strength below acceptable levels. The twist optimization in compact-spun versus conventional ring-spun cotton yarns and the resulting fabric softness and strength trade-off for knitted apparel provides the comparative data on twist-strength relationships and fabric hand feel measurements.
What Consumer Benefits Does Combed Compact Yarn Deliver?
The consumer doesn’t know about combing, compact spinning, noil extraction percentages, or spinning triangles. They know what their t-shirt feels like when they pull it over their head, what it looks like after a day of wear, and how it holds up after a season of washing. Combed compact yarn delivers consumer-perceptible benefits across all three of these touchpoints: first impression, daily experience, and long-term durability.
On first impression, the fabric surface is visibly smoother and cleaner. The consumer picks up the t-shirt and immediately notices the surface quality—no fuzz, no random thick spots, no tiny seed specks in a white fabric. The color appears richer and more saturated because the smooth surface reflects light more uniformly. The hand feel is softer because the lower twist produces a less rigid yarn and the reduced hairiness means less surface scratchiness. On daily experience, the fabric breathes better because the cleaner yarn structure leaves more open space between fibers for air and moisture vapor transmission. The t-shirt feels cooler and drier during wear because there’s less surface fuzz to trap heat and moisture against the skin. On long-term durability, the fabric pills dramatically less because there are fewer loose fiber ends to initiate pill formation. The fabric maintains its smooth surface through dozens of washes while a conventional fabric progressively fuzzes and pills. The color fades less because the dye is held in a more uniform, less hairy fiber structure that sheds fewer dyed fiber fragments during washing. The seams hold better because the yarn is stronger for its weight. The consumer may never learn the term "combed compact yarn," but they experience the cumulative effect of these quality improvements every time they wear the t-shirt, and that experience is what justifies the premium price. The consumer perception study of combed compact versus conventional ring-spun cotton knit fabric quality attributes and willingness-to-pay premium analysis provides the quantified consumer preference data and price premium estimates.

Why Do Combed Compact Fabrics Look Better After Repeated Washing?
The wash-down behavior—how a fabric’s surface and color evolve over repeated wash cycles—is fundamentally different between combed compact and conventional fabrics. Conventional ring-spun fabrics start with a certain level of surface fuzz that worsens with each wash. The mechanical agitation of washing loosens additional fiber ends, which are then raised to the surface during tumble drying, progressively increasing surface hairiness and initiating pilling. The fabric looks progressively more worn, fuzzy, and tired over time. The wash-down curve is a downward slope.
Combed compact fabrics start with minimal surface fuzz and resist developing more. Because the fibers are longer, more parallel, and more tightly integrated into the yarn structure, washing agitation loosens far fewer fiber ends. The fibers that are on the surface are well-anchored in the yarn core and don’t break free easily. The fabric surface remains smooth through fifty, sixty, even a hundred washes. The wash-down curve is nearly flat. After a year of regular wear and washing, a combed compact t-shirt looks significantly newer than an equivalent conventional t-shirt subjected to the same care. The visual difference is dramatic enough that premium brands use it as a selling point—the "looks new after 50 washes" claim is backed by the yarn technology, not by a special finish that washes out. The fabric surface evolution and pilling progression over repeated home laundering cycles comparing combed compact and conventional ring-spun cotton knitted fabrics provides the comparative photographic evidence and quantitative surface roughness data.
Does Combed Compact Yarn Improve the Performance of Specialty Finishes?
Yes, and this is particularly important for premium t-shirts that feature enzyme washes, silicone softeners, or functional finishes. A specialty finish can only be as good as the fabric surface it’s applied to. Enzyme bio-polishing, which uses cellulase enzymes to digest surface fuzz and create a clean, smooth surface, works more effectively and more uniformly on a fabric that already has minimal surface hairiness. On a conventional ring-spun fabric, the enzyme has more work to do—more fuzz to digest—and the result is less consistent because the starting surface is less uniform. On a combed compact fabric, the enzyme treatment is a refinement of an already smooth surface, producing a more uniform, more polished final result.
Silicone softeners, which coat the fiber surface with a low-friction film to improve hand feel, also perform better on combed compact fabrics. The smooth, low-hairiness yarn surface allows the softener to coat the fibers more evenly, producing a more consistent hand feel across the fabric. On a hairy conventional yarn, the softener accumulates unevenly on the surface fuzz, creating a greasy or uneven feel. Functional finishes like moisture wicking or anti-odor treatments also benefit from the more uniform fiber surface of combed compact yarns because the finish chemical distributes more evenly and adheres more consistently. The premium t-shirt brand that combines a combed compact yarn with a well-engineered specialty finish is delivering a multi-layer quality experience—structural quality from the yarn plus functional quality from the finish—that a budget t-shirt brand cannot replicate at any price point because the yarn technology is the foundation. The specialty finishing performance on combed compact versus conventional ring-spun cotton knitted fabrics including enzyme bio-polishing efficacy and silicone softener uniformity provides the comparative finishing efficacy data.
How Do I Specify Combed Compact Yarn in My Purchase Order?
"Combed compact" is not a legally protected or standardized term, and its interpretation varies across mills. One mill’s "combed compact" might mean 12% noil extraction and a basic suction compact system. Another mill’s might mean 18% noil extraction and a premium Rieter or Suessen compact system. The yarn quality difference between these two interpretations is significant, and a purchase order that simply says "combed compact cotton" leaves the interpretation to the mill. The specification should define what "combed compact" means in measurable terms.
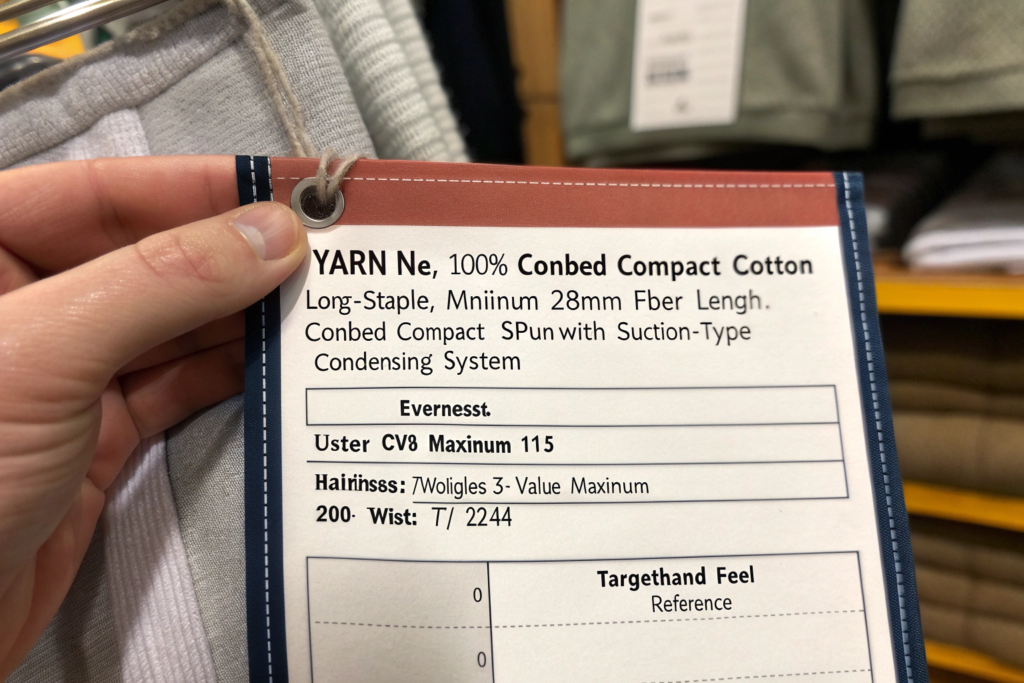
A proper combed compact yarn specification includes: the yarn count in Ne or metric, the fiber type with staple length specification, the combing process with minimum noil extraction percentage, the compact spinning system type, and measurable yarn quality parameters with target values and tolerances. "40S/1 Ne, 100% long-staple combed compact cotton. Minimum fiber length 28mm. Combed with 18% minimum noil extraction. Compact-spun on Rieter K-series or equivalent pneumatic condensing system. Yarn evenness Uster CV% maximum 11.5. Hairiness Zweigle S3 value maximum 200. Single-end tenacity minimum 18 cN/tex." This specification defines the yarn unambiguously and can be verified by standard yarn testing. A mill that can produce to this specification is a mill with genuine combed compact capability. A mill that hesitates or proposes a lower specification is a mill whose "combed compact" may not meet premium t-shirt standards. At Shanghai Fumao, we provide yarn quality test certificates with every premium yarn delivery, documenting the actual CV%, hairiness, and tenacity values against the specification. The combed compact cotton yarn purchase specification language including fiber parameters, process specifications, and measurable yarn quality metrics with acceptance tolerances provides the full specification framework.
What Yarn Count Is Best for Premium T-Shirt Fabric?
The yarn count—the fineness of the yarn expressed in Ne or metric count—determines the fabric’s weight, drape, and surface refinement. For premium t-shirts, the most common yarn counts fall between 30S and 60S Ne. A 30S single-ply combed compact yarn produces a midweight jersey around 150 to 160gsm, suitable for a substantial, structured premium tee with a more opaque, heavier hand. A 40S single-ply produces a lightweight jersey around 120 to 130gsm, suitable for a refined, drapey premium tee with a silky hand and moderate opacity. A 50S or 60S single-ply produces a very fine, lightweight jersey around 100 to 110gsm, suitable for a luxurious, almost translucent premium tee with a fluid, liquid-like drape.
The trade-off as yarn count increases is between refinement and durability. A 60S fabric feels extraordinarily silky and luxurious, but the fine yarns are more delicate and the fabric life is shorter under aggressive washing. A 30S fabric feels more substantial and durable, but less refined. The premium t-shirt sweet spot is typically 40S to 50S single-ply combed compact, which balances the silky, refined surface that signals luxury with adequate durability for a product that will be worn and washed regularly. Some brands use a 50/1 combed compact for the ultimate luxury hand and rely on their customer base to care for the garment appropriately. The cotton yarn count selection for premium knitted t-shirt fabrics and the relationship between yarn fineness, fabric weight, drape, opacity, and durability provides the comparative fabric property data across yarn counts.
Should I Also Specify the Knitting Parameters for the Best Result?
The finest yarn in the world will produce a disappointing fabric if it’s knitted on the wrong gauge machine with the wrong stitch length. The yarn specification is half the fabric specification; the knitting parameters are the other half. For a premium combed compact t-shirt fabric, the knitting specification should include the machine gauge, the stitch length in millimeters, and the target grams per square meter. The machine gauge determines how tightly the yarns are packed together. A 40S combed compact yarn knitted on a 28-gauge single jersey machine produces a tight, dense, smooth fabric. The same yarn knitted on a 24-gauge machine produces a looser, more open fabric with less surface refinement. For premium t-shirts, 28-gauge or finer knitting is standard.
The stitch length controls the fabric’s weight, drape, and dimensional stability at a given yarn count and machine gauge. A shorter stitch length produces a tighter, heavier, more stable fabric. A longer stitch length produces a looser, lighter, more drapeable fabric with more stretch. The stitch length must be specified precisely—a 0.1mm difference in stitch length at fine gauges can change the fabric weight by 10 to 15gsm and significantly alter the hand feel. The knitting specification in the purchase order should read something like: "Knit on 28-gauge single jersey circular machine. Stitch length 2.8mm ±0.05mm. Finished fabric weight 130gsm ±5% after wash and dry per AATCC 135." This combined yarn-plus-knitting specification defines the fabric completely and repeatably. The knitting parameter specification for premium combed compact cotton single jersey fabrics including machine gauge, stitch length, and finished weight optimization provides the detailed parameter ranges and their effects on fabric properties.
Conclusion
Combed compact yarn is the foundational technology behind the premium t-shirt experience. It’s not a finish that washes out. It’s not a marketing claim that can be applied to any fabric. It’s a physical restructuring of the yarn at the fiber level that produces a smoother surface, a softer hand, a stronger fabric, and a garment that looks newer longer. The premium brands that have built cult followings around their "perfect white tee" didn’t get there by accident. They got there by specifying the yarn first and the design second.
The cost premium for combed compact yarn over conventional carded ring-spun is real—typically 20% to 40% at the yarn level—but it’s the most cost-effective quality upgrade a t-shirt brand can make. A $0.50 per meter yarn upgrade on a t-shirt that uses 0.8 meters of fabric adds $0.40 to the garment cost. For a $48 t-shirt, that’s less than 1% of the retail price, and it transforms the consumer’s entire tactile experience of the product. The consumer may not know the term "combed compact yarn," but they feel the difference every time they touch the fabric, and that feeling is what converts a one-time buyer into a brand loyalist.
If you’re developing a premium t-shirt program and you want to build it on the right yarn foundation, or if you’re comparing yarn options and you want to see and feel the difference between combed compact and conventional yarns in your specific fabric weight, reach out to us. At Shanghai Fumao, we produce combed compact yarns across the full range of counts relevant to premium knitwear, and we can provide comparative swatch samples that demonstrate the quality difference in a way that a spec sheet alone cannot. Our Business Director, Elaine, can arrange a swatch package and connect you with our yarn development team for a technical discussion. She’s at elaine@fumaofabric.com. Let’s build a t-shirt that feels like what your brand promises.








