

A brand places a reorder for their bestselling navy blazer. The first production run sold out in three weeks. The second run arrives, they cut it, sew it, and ship it to the same retail stores that carried the first run. A customer buys the new blazer and tries to wear it with the matching trousers they purchased from the first run. Under the store’s warm LED lighting, the jacket and trousers looked like the same navy. Under the noon daylight streaming through the office window, the jacket is visibly redder—a subtle purple cast against the truer navy of the trousers. The customer returns the jacket. The retail buyer calls the brand. The brand calls the mill. The mill says, "It’s a different dye lot. This is normal."
Normal is the problem. Batch-to-batch shade variation is the single most persistent quality complaint in textile sourcing, and for too long, mills have gotten away with treating it as an unavoidable fact of life. It is avoidable. It requires a combination of upstream raw material control, process discipline in the dye house, objective color measurement instead of visual guesswork, and a shared understanding between buyer and mill about what constitutes an acceptable match. At Shanghai Fumao, we manage color consistency as a core production parameter, not an afterthought. In this article, I’ll walk you through the specific tools, standards, and process controls that make the difference between a dye lot that matches and a dye lot that costs you a retail relationship.
Why Do Different Fabric Batches Have Slight Shade Variations?
Shade variation between batches is not a mystery. It’s the cumulative effect of small, often individually imperceptible variations in the inputs and conditions of the dyeing process. The dyeing of a textile is a chemical reaction between dye molecules and fiber molecules, and like all chemical reactions, it’s sensitive to concentration, temperature, time, pH, and the purity of the reactants. A 2% variation in dye concentration, a 1°C difference in peak dyeing temperature, a 5-minute difference in dwell time, a 0.2-unit shift in dyebath pH—each of these is within the normal operating tolerance of many dye houses, and each produces a small shift in the final shade. When several of these small variations occur in the same batch, their effects compound into a shade difference that is visible to the human eye and unacceptable to the brand.
The raw material itself introduces variation. Cotton fiber from different harvests, different regions, or different ginning processes absorbs dye slightly differently because the fiber maturity, fineness, and surface characteristics vary. A dye lot run on greige fabric woven from one yarn lot may match the lab dip perfectly. The next dye lot, run on greige woven from a different yarn lot with slightly different cotton fiber properties, may shift a quarter-shade even with the identical dye recipe and process conditions. This is why professional dye houses retain greige from the same yarn lot for repeat orders—or, if they must use a different greige lot, run a pre-production trial to adjust the recipe before committing the bulk. The sources of shade variation in textile batch dyeing and process control strategies for color consistency improvement provides a comprehensive analysis of the contributing factors.
How Does Dye Lot Size Affect Color Consistency?
The relationship between lot size and color consistency is not intuitive. Smaller dye lots are actually more prone to shade variation, not less, because the process is more sensitive to small weighing and measurement errors. A 0.5-gram weighing error in a dye recipe for a 200-meter lot represents a larger percentage error than the same 0.5-gram error in a recipe for a 3,000-meter lot. Small lots also have less thermal mass, meaning they heat up and cool down faster, making precise temperature control more challenging. A small lot in a large dye vessel may have an incorrect liquor-to-fabric ratio because the vessel is designed for a larger fill volume, which affects dye circulation and levelness.
Larger lots are more forgiving of small absolute errors because the errors are diluted over a larger volume. But larger lots create a different consistency problem: if the shade is wrong, a lot of fabric is wrong. A 200-meter lot that misses the shade is an expensive inconvenience. A 5,000-meter lot that misses the shade is a commercial disaster. This is why many brands, particularly those with tight color consistency requirements, prefer to place their total order quantity across multiple smaller dye lots from the same production campaign. The mill dyes the full order quantity in a series of smaller lots run sequentially under the same conditions, with the same water, same dye batch, and same operator. The shade consistency across these sequential lots is typically better than the consistency between two large lots run months apart, even though each individual small lot carries slightly higher technical risk. The dye lot size optimization for color consistency and commercial risk management in textile production provides the analysis of the trade-offs.
What Role Does Water Quality Play in Dyeing Consistency?
Water is the solvent for the entire dyeing reaction. Its properties directly affect how the dye dissolves, how it transports to the fiber, and how it bonds. The three critical water quality parameters are hardness, pH, and dissolved solids content. Hard water contains calcium and magnesium ions that can react with dye molecules, forming insoluble complexes that precipitate out of solution and deposit unevenly on the fabric surface. This reduces the effective dye concentration in the bath—less dye reaches the fiber—and creates surface dullness from the precipitated dye particles. A dye house using hard water for one lot and softened water for the next will produce different shades even with the identical dye recipe.
pH is the master control variable for reactive dyeing of cellulosic fibers. The dye-fiber bonding reaction requires a specific alkaline pH range, typically 10.5 to 11.5, controlled by the addition of soda ash. If the incoming water has a different pH from one day to the next—which can happen when a municipal water supply draws from different sources seasonally—the amount of soda ash required to hit the target pH changes. A dye house that adds a fixed amount of soda ash based on the recipe, rather than adjusting based on measured pH, will have pH variation from lot to lot and corresponding shade variation. Professional dye houses monitor and adjust incoming water quality continuously, and the best ones have on-site water treatment that delivers consistent water parameters regardless of the municipal supply variations. The water quality parameters in textile dyeing and their impact on shade reproducibility and color consistency across production lots provides the specific parameter ranges and treatment methods.
How Do Mills Control Color with Spectrophotometers and Lab Dips?
The human eye is a terrible instrument for color memory. You can look at two fabrics side by side and judge whether they match. You cannot look at a fabric today, remember its exact shade, and compare it to a fabric you see next month. The visual comparison between a current batch and a remembered reference is unreliable. The spectrophotometer replaces human color memory with digital color measurement. It illuminates the fabric with a standardized light source—typically D65, simulating noon daylight—and measures the spectrum of light reflected from the fabric surface. This spectral data is converted into coordinates in a three-dimensional color space, usually CIELAB, where L represents lightness, a represents red-green position, and b represents yellow-blue position.
The spectrophotometer calculates the color difference between the current batch and the approved reference standard as a Delta E value. The industry-standard formulation is Delta E CMC, which weights the color difference calculation to match human visual perception—a given Delta E in one color region corresponds to a similar perceived difference in another color region. This is the number that determines whether a dye lot passes or fails. For most apparel fabrics, a Delta E CMC of 1.0 or below is considered a commercially acceptable match—the difference is imperceptible to most consumers under most lighting conditions. Below 0.5 is an excellent match, essentially indistinguishable even to trained eyes. Between 1.0 and 1.5 is a marginal match, noticeable in side-by-side comparison but acceptable for separate shipments or different garment pieces that won’t be worn together. Above 1.5 is a visible mismatch and should be rejected or reworked. At Shanghai Fumao, our internal standard for batch-to-batch shade acceptance is Delta E CMC of 1.0 or below, and for repeat orders of the same color for the same brand, we tighten that to 0.8. The Delta E CMC color difference formula and its application to textile shade acceptance and batch-to-batch color consistency assessment provides the full mathematical basis and visual examples of different Delta E levels.
What Is a Lab Dip, and How Many Submissions Should I Expect?
A lab dip is a small-scale trial dyeing that determines the dye recipe required to match the buyer’s color standard on the specific fabric construction. The mill’s lab technician weighs out tiny quantities of dyes—fractions of a gram—based on an initial recipe estimate, dyes a small swatch of the fabric in a beaker machine that simulates the bulk dyeing process, and compares the result to the buyer’s standard. The first submission rarely matches. The technician adjusts the recipe based on the spectrophotometer reading of the first dip and submits a second. The process iterates until the match is within the agreed tolerance.
For a new color on a standard fabric construction, expect two to three lab dip submissions before approval. For a difficult color—bright reds, deep navies, optic whites, or any shade that requires precise metamerism control—expect three to five submissions. A mill that promises a perfect match on the first submission is either extraordinarily lucky or not being honest. Lab dipping is an iterative process, and two to three rounds is normal professional practice. Each round typically takes two to three days for the dipping and measurement, plus courier time if the physical dips are being shipped. The total lab dip timeline for a new custom color is typically one to three weeks, depending on the number of rounds and the shipping logistics. At Shanghai Fumao, we offer digital lab dip approval—we send a spectrophotometer reading and a high-resolution calibrated photo of the dip under D65 light—to accelerate the process, with the physical dip following for final confirmation. The lab dip development process and expected submission rounds for custom color matching in textile dyeing provides the full timeline and submission expectations.
How Do I Approve a Lab Dip Remotely Without Physical Samples?
Remote lab dip approval combines digital measurement data with calibrated visual imagery to make an acceptance decision without a physical sample in hand. The mill sends a spectrophotometer reading of the lab dip against your standard, showing the Delta E CMC value. If the Delta E is below 0.8, the match is excellent, and you can approve with confidence based on the numbers alone. If the Delta E is between 0.8 and 1.2, the match is commercially acceptable for most purposes, but you may want to see a calibrated photo or a live video of the dip in the D65 light box before approving. If the Delta E is above 1.2, the match is marginal and you should request a re-dip unless your color tolerance is specifically relaxed for this application.
The key to effective remote approval is standardizing the visual conditions. The mill should photograph the dip and the standard side by side in a D65 light box, with the camera white balance locked to the D65 light source and a grey reference card in the frame. The image should be sent without any digital filters or color adjustments. A live video call—WhatsApp, WeChat, or Zoom—where you can watch the technician place the dip and the standard in the D65 light box and you can ask them to rotate the samples, check at different angles, and compare under a secondary light source like TL84 or A to check for metamerism, is the closest you can get to being in the lab yourself. At Shanghai Fumao, we conduct live video lab dip approvals regularly for our international clients, and the combination of spectrophotometer data and live visual assessment produces reliable approval decisions. The remote lab dip approval protocol using spectrophotometer data and live video assessment for international textile color communication provides the step-by-step procedure and acceptance criteria.
What Are the Industry Standards for Acceptable Delta E Values?
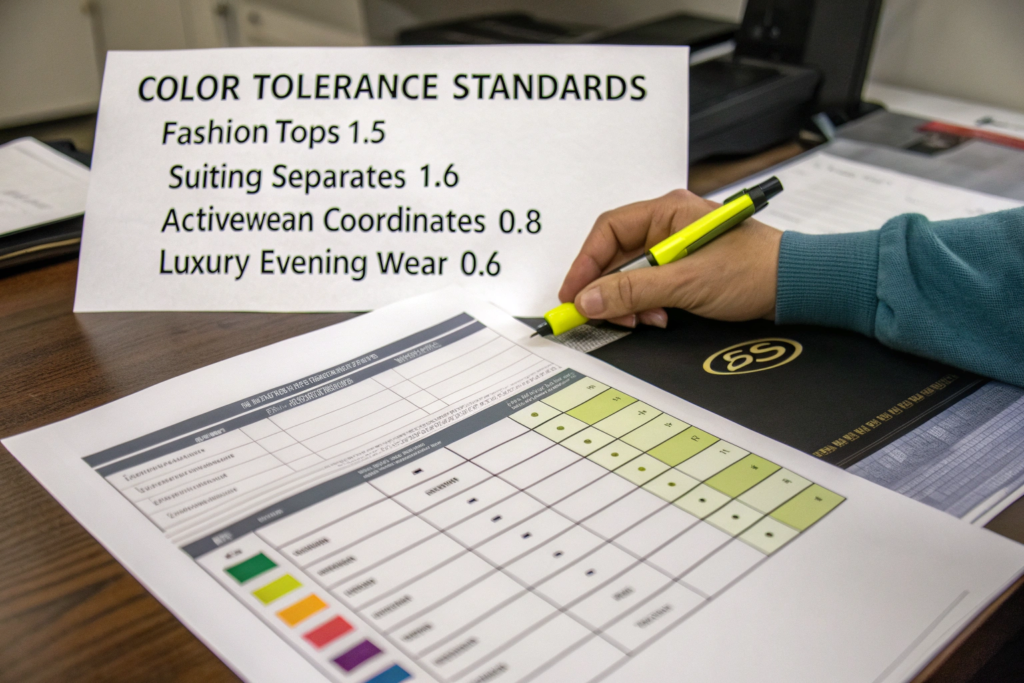
The Delta E CMC value that defines "acceptable" is not a universal constant. It depends on the product category, the color itself, and how the garment will be worn. A Delta E of 1.5 might be perfectly acceptable for a fast-fashion top that will be worn as a standalone piece. The same Delta E of 1.5 would be a total failure for a two-piece suit where the jacket and trousers must match exactly, or for a coordinated activewear set where the sports bra and leggings are sold and worn together. The brand’s quality standard must define not just a single Delta E limit, but a Delta E limit appropriate to each product category.
The industry-accepted color tolerance framework uses a tiered system. For critical matches—garment pieces that will be worn together as a set, such as suiting separates, coordinated activewear, or multi-piece lingerie sets—the Delta E CMC limit should be 0.8 or below. For close matches—garments that may be displayed adjacent to each other on a retail rack, such as core basics in a brand’s permanent color palette—the limit should be 1.0 or below. For standard matches—garments sold as individual pieces where the consumer won’t directly compare two items, such as seasonal fashion tops—the limit can be 1.5. For relaxed matches—products where slight shade variation is part of the aesthetic, such as garment-dyed casual wear or denim—the limit can be 2.0 or even higher. The key is that these tolerances are written into the purchase order, not assumed. When a mill knows the tolerance requirement before they start production, they can adjust their process controls accordingly. A mill that’s told "just match the standard" will apply their default tolerance, which may not match the brand’s requirements. The Delta E CMC color tolerance specification guidelines by apparel product category and consumer perception of color mismatch severity provides the category-specific recommendations and the consumer perception research behind them.
What Is Metamerism and Why Does It Ruin Color Consistency?
Metamerism is the phenomenon where two colors match under one light source but look different under another. The classic disaster scenario: a brand approves a lab dip under the D65 daylight simulator in the mill’s lab. The bulk production matches the lab dip perfectly under D65. The fabric ships, gets cut and sewn into garments, and arrives at the retail store. Under the store’s warm, incandescent-track-lighting ambience, the jacket and trousers—cut from two different dye lots that matched under D65—look like two different colors. The customer sees a mismatch, the sale is lost, and the brand has a metamerism problem.
Metamerism occurs because the dye combination used to achieve the color doesn’t match the spectral reflectance curve of the original standard; it only matches the calculated color coordinates under one specific light source. The standard might be a Pantone chip colored with a specific pigment combination. The mill matches it using a completely different combination of dyes that happen to produce the same L, a, b values under D65, but with a different spectral reflectance curve. Under a different light source with a different spectral power distribution, the two different reflectance curves produce different color perceptions. The solution is to specify metamerism testing as part of the color approval process. The lab dip should be measured under at least two, preferably three, light sources—D65 (daylight), A (incandescent), and TL84 or CWF (fluorescent retail lighting)—and the Delta E should be within tolerance under all three. A dye recipe that matches under D65 but shows a Delta E of 2.5 under TL84 is a metameric match and should be reformulated, even if the D65 match is perfect. The metamerism in textile color matching and multi-illuminant color assessment protocols for preventing light-source-dependent shade mismatch provides the technical explanation and the testing protocol.
How Do I Handle a Batch That Is Borderline on the Tolerance?
A dye lot that measures Delta E 1.2 when the specification requires 1.0 is technically a failure. The mill is contractually obligated to rework or replace it. But in practice, a commercial decision is often better than a purely contractual one. A Delta E 1.2 mismatch may be visually acceptable for the specific product and retail environment, especially if the production timeline is tight and a re-dye would delay the shipment by three weeks and miss the selling season. The key is to make the decision with full information, not to be pressured into accepting a mismatch because "it’s close enough."
If a batch is borderline, request a live video assessment of the batch against the standard under the light sources that matter for your retail environment. If your product will be sold online and the consumer will never compare two pieces side by side, a Delta E 1.2 is likely visually acceptable. If your product will be sold in a department store where two dye lots may hang next to each other on the same rack, a Delta E 1.2 is a risk. If you decide to accept a borderline batch, document the decision with the spectrophotometer data and the reason for acceptance. This documentation serves two purposes. It creates a record that this specific batch was accepted with a known deviation, so if a future batch matches the standard at Delta E 0.5 and the two shipments don’t match each other, the root cause is documented. And it signals to the mill that you track color data precisely, which encourages tighter process control on future batches. The commercial decision-making framework for accepting or rejecting borderline shade batches in textile color management and the documentation requirements for accepted deviations provides the decision criteria and documentation templates.
What Process Controls Prevent Color Drift Over Multiple Batches?
Color consistency across months and years is not achieved by a skilled dye master with a good eye. It’s achieved by locking down the process variables that cause color drift and monitoring them systematically. The dye house that produces a consistent navy across six batches over twelve months is the dye house that uses the same dye supplier, the same greige source, the same water treatment, the same dyeing machine, the same process parameters, and the same spectrophotometer for every batch. They don’t substitute a cheaper dye from a different supplier because it was on sale. They don’t change the greige yarn source without running a trial to check the impact. They don’t let the dyeing machine’s temperature sensor drift out of calibration. Consistency is the absence of unmanaged change.
The core process control elements are: raw material lock-down, recipe version control, process parameter standardization, equipment calibration, and retained sample archiving. Raw material lock-down means the dye house commits to specific dye brands and specific greige yarn sources for a given color program and doesn’t substitute without advance notice and trial. Recipe version control means the approved dye recipe is stored digitally with a version number, and any adjustment—even a minor tweak—creates a new version with a documented reason for the change. Process parameter standardization means the temperature ramp rate, hold time, cooling rate, rinse cycles, and finishing parameters are written down, not left to operator judgment. Equipment calibration means the temperature sensors, pH meters, water meters, and spectrophotometer are calibrated on a documented schedule. Retained sample archiving means a swatch from every production lot is stored under controlled conditions for at least two years, so any future color complaint can be investigated against the original lot sample. At Shanghai Fumao, we maintain all of these process controls for our repeat color programs, and our batch-to-batch Delta E CMC for repeat orders averages 0.6. The process control framework for minimizing batch-to-batch color drift in textile dyeing operations including raw material management, recipe control, and equipment calibration provides the comprehensive control plan.

Why Is Greige Lot Tracking Essential for Color Consistency?
The greige fabric—the undyed, prepared-for-dyeing fabric—is not an inert canvas. It’s a chemically active substrate that participates in the dyeing reaction. Different greige lots from different yarn batches have slightly different fiber properties—maturity, fineness, surface area, residual wax content—that affect how the fabric absorbs dye. If the dye house doesn’t know which greige lot they’re processing, they can’t adjust the dye recipe to compensate for greige lot variation. They apply the standard recipe and hope the greige absorbs dye the same way it did last time. Sometimes it does. Sometimes it doesn’t.
Greige lot tracking means each roll of greige fabric is labeled with its yarn lot number, its preparation batch number, and its production date. Before dyeing, the greige lot number is recorded against the dye lot number. If the spectrophotometer shows that the shade is trending—slightly lighter, slightly redder, slightly duller—the dye master can check whether the greige lot has changed and adjust the recipe accordingly. If the greige lot has changed, a small pre-production trial on a sample from the new greige lot can fine-tune the recipe before the bulk is committed. This tracking and adjustment capability is what separates a professional dye house from one that just hopes for the best. The greige fabric lot tracking and its impact on dye recipe adjustment and batch-to-batch color consistency in textile dyeing operations provides the tracking methodology and the recipe adjustment framework.
How Often Should a Dye House Calibrate Its Color Measurement Equipment?
Spectrophotometer calibration is not a set-and-forget activity. The instrument measures light reflectance with extraordinary precision, and its accuracy drifts over time due to lamp aging, detector sensitivity changes, and environmental factors like temperature and humidity. A spectrophotometer that has drifted out of calibration will report a Delta E value that doesn’t reflect the actual visual color difference. The mill may believe they’re shipping a Delta E 0.5 match based on their instrument reading, while the buyer’s instrument reads Delta E 1.8 because the mill’s spectrophotometer was out of calibration.
The minimum calibration protocol for a dye house spectrophotometer includes a daily white tile calibration using the instrument’s calibrated white standard, a weekly green tile check to verify the instrument’s spectral accuracy, and a monthly inter-instrument agreement check if the dye house has multiple spectrophotometers that must agree with each other. The inter-instrument agreement check is critical for mills that use one spectrophotometer in the lab for recipe formulation and another on the production floor for final shade approval. If the two instruments don’t agree, the lab’s perfect match becomes the production floor’s rejection. At Shanghai Fumao, our spectrophotometers undergo daily white calibration, weekly spectral checks, and quarterly preventative maintenance by the manufacturer’s service technician. Our calibration records are available for client review. The spectrophotometer calibration frequency and protocol for textile color measurement applications to ensure inter-instrument agreement and measurement accuracy provides the manufacturer-recommended calibration schedules and procedures.
Conclusion
Color consistency across fabric batches is not a gift from the dyeing gods. It’s the output of a controlled process. The raw materials are locked down. The dye recipes are version-controlled. The process parameters are standardized. The spectrophotometer is calibrated. The greige lots are tracked. The batch results are archived. When all of these controls are in place, the Delta E CMC between batches is a predictable small number—0.5, 0.6, 0.7—that doesn’t surprise anyone. When any of these controls is missing, the Delta E CMC is a random variable, and eventually it produces a mismatch that costs a brand money and reputation.
The brand’s role in this process is to define the tolerance, approve the lab dip with objective data, and hold the mill accountable for the agreed standard. A brand that communicates color expectations as "just make it match" is outsourcing their color quality to the mill’s default settings, which may or may not be adequate. A brand that communicates color expectations as "Delta E CMC 1.0 maximum under D65, A, and TL84, with metamerism index below 1.0" is defining an objective, measurable, enforceable quality standard that leaves no room for interpretation.
If you’re experiencing color consistency issues with your current production, or if you’re developing a color-critical product and you want to build the right specifications and approval process from the start, reach out to us. At Shanghai Fumao, we manage color as a core production parameter with the process controls and measurement protocols described in this article. Our Business Director, Elaine, can share our color management specification template and walk you through the lab dip and approval process we use with all our development clients. She’s at elaine@fumaofabric.com. Let’s make sure your navy is the same navy, batch after batch, season after season.








