

You approved a custom lab dip for a rich emerald green modal jersey. The shade was perfect under the D65 light box. The bulk dye lot arrived, you cut it, sewed it into a beautiful wrap dress, and shipped it to your stockists. Two weeks later, your inbox fills with photos. Customers wore the dress with a white leather handbag. The bag is now streaked with green. The dress bled onto every light-colored surface it touched. Your brand’s quality reputation, which took years to build, is being dismantled by a dye that didn’t hold.
Color fastness is not about whether the fabric fades in the sun after three summers. It’s about whether the dye transfers onto your customer’s skin, their furniture, their other clothing, or their expensive accessories the first time they wear or wash the garment. For custom-dyed fabrics, the risk is higher because the dye recipe was developed specifically for your order. It hasn’t been proven through thousands of meters of commercial production. The lab dip proved the shade can be achieved. It didn’t prove the dye will stay locked in the fiber under friction, water, perspiration, or light. That proof requires specific, standardized testing. At Shanghai Fumao, every custom-dyed fabric lot goes through a mandatory fastness testing protocol before it’s cleared for packing. In this article, I’ll walk you through exactly which tests matter for which end-uses, how to read the results, and what to ask your mill for before you accept a custom dye lot.
What Are the Essential Color Fastness Tests for Custom Dyed Fabrics?
Color fastness is not a single property. It’s a family of properties, each measuring the fabric’s resistance to a different color-destroying or color-transferring condition. A fabric that passes a wash fastness test beautifully might bleed catastrophically under wet friction. A fabric that holds its color under dry crocking might fade to a ghost of itself after a month of sunlight exposure. Testing only one fastness property and assuming the others are fine is how quality disasters reach the customer.
The essential fastness tests for custom-dyed fabrics depend on the garment’s end-use, but there are five core tests that cover the most common failure modes. Crocking fastness measures dye transfer from the fabric surface to another surface under dry and wet friction. It simulates a garment rubbing against a handbag, a seatbelt, or another garment. Wash fastness measures dye bleeding and staining during laundering. It simulates a customer washing the garment with their other clothes. Water fastness measures dye bleeding when the fabric is wet but not agitated. It simulates getting caught in the rain. Perspiration fastness measures dye transfer under acidic and alkaline sweat conditions. It simulates a garment worn against skin during exercise or hot weather. Light fastness measures fading under prolonged light exposure. It simulates a garment displayed in a sunny retail window or worn outdoors regularly. For most custom-dyed apparel fabrics, crocking and wash fastness are the non-negotiable minimum. For activewear and intimate apparel, add perspiration. For outerwear and swimwear, add water and light. The essential color fastness testing protocols for custom dyed textiles based on garment end-use categories provides the test selection matrix by product type.
What Is the Crocking Test and Why Does It Catch Hidden Dye Problems?
The crocking test is deceptively simple, and that simplicity is why it catches problems that more complex tests miss. A standardized white cotton rubbing cloth is rubbed against the dyed fabric under controlled pressure for a specified number of cycles, once dry and once wet. The amount of dye transferred to the white cloth is assessed against a grey scale. The test exposes a specific failure mode: surface-unfixed dye. During the dyeing process, some dye molecules bond properly with the fiber interior, but some remain loosely attached to the fiber surface. These surface dye molecules don’t survive the first friction event. They transfer instantly to whatever rubs against the fabric.
Surface-unfixed dye is particularly common in deep, saturated shades—navy, black, burgundy, emerald—because the high dye concentration required to achieve the depth saturates the fiber’s bonding capacity. The excess dye sits on the surface, invisible to the eye, waiting for friction. A fabric can look perfect on the inspection table, pass a wash fastness test (because washing removes surface dye evenly, making it appear as normal fading rather than staining), and still fail a crocking test dramatically because crocking targets exactly the surface dye that washing disperses. For custom-dyed deep shades, the wet crocking test is the single most important fastness test to request. If a deep red custom dye passes wet crocking at Grade 4 or above, the dye has properly penetrated and bonded with the fiber. If it fails at Grade 2 or 3, the dye is sitting on the surface and will transfer to everything it touches. The AATCC 8 crocking test method and interpretation of results for surface-unfixed dye detection in custom dyed textiles provides the detailed test procedure and grading standards.
How Does Wash Fastness Testing Simulate Real Consumer Laundry Behavior?
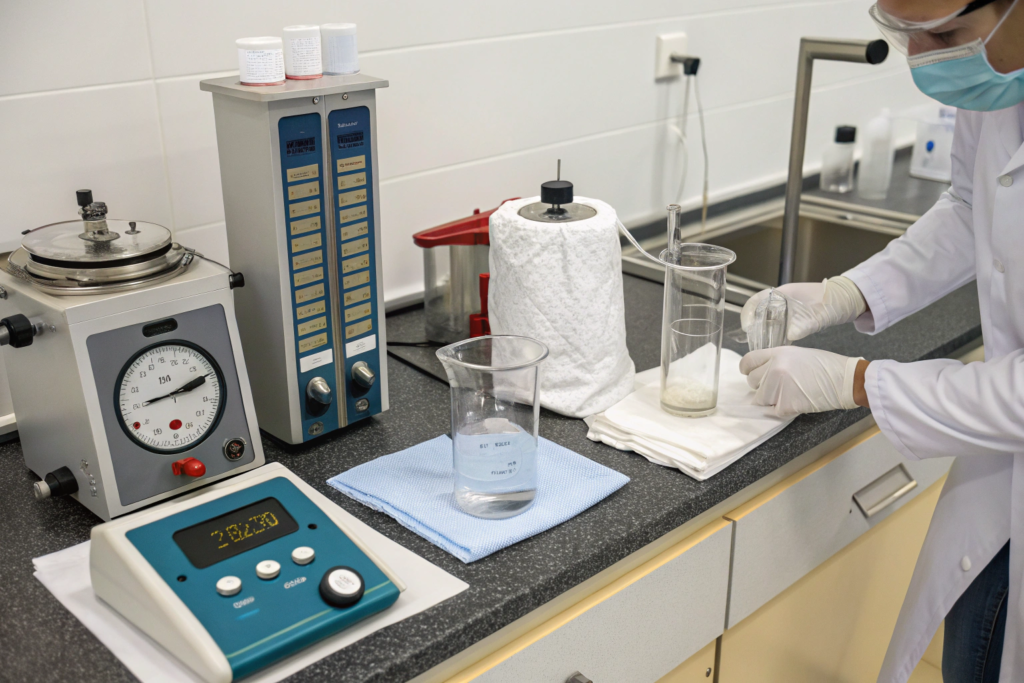
A standard wash fastness test—ISO 105 C06 or AATCC 61—is not a gentle rinse cycle. It’s a accelerated torture test that simulates multiple home laundry cycles in a single laboratory procedure. The fabric specimen is sewn against a multifiber witness strip containing strips of acetate, cotton, nylon, polyester, acrylic, and wool. This assembly is placed in a stainless steel canister with a standardized detergent, steel balls for mechanical agitation, and water at a specified temperature—typically 40°C, 50°C, or 60°C depending on the care label target. The canister is sealed and tumbled in a Launder-Ometer for 30 to 45 minutes. The color change of the original specimen and the staining of each fiber type on the multifiber strip are assessed against grey scales.
The multifiber strip is the genius of this test. It tells you not just "does the fabric bleed?" but "which fibers does the bleeding dye stain?" This matters because a consumer’s laundry load contains multiple fiber types. A dye that bleeds from a cotton jersey and stains the nylon component of a mixed-fiber load is a dye that will ruin a customer’s expensive activewear if they wash it with your garment. The test temperature is also critical. A custom dye that passes wash fastness at 40°C might fail at 60°C because the higher temperature opens the fiber structure more, releasing dye that was marginally bonded. If your garment care label says "machine wash warm," request the 40°C test. If it says "machine wash hot," request the 60°C test. The test must match the care instructions the consumer will follow. The ISO 105 C06 wash fastness test protocol and multifiber staining interpretation for custom dyed apparel fabrics provides the full standard and temperature options.
How Do I Interpret Color Fastness Test Results Correctly?
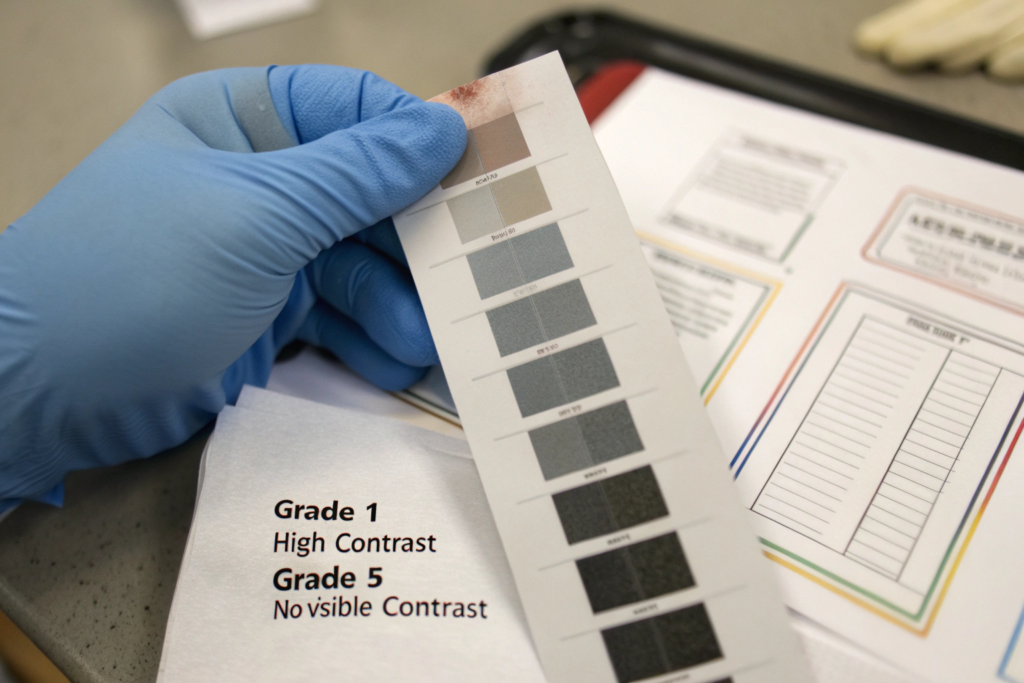
A test report arrives from the mill. It shows numbers—Grade 4, Grade 3-4, Grade 2-3—for various fastness properties. If you don’t know what these grades mean in practical terms, you’re looking at a list of numbers that could be hiding a consumer-return time bomb. The grey scale is a visual rating system with five steps, where Grade 5 means zero color change or zero staining, and Grade 1 means severe color change or severe staining. But the difference between Grade 4 and Grade 3-4 is not a minor decimal point. It’s the difference between a garment that survives consumer use without complaint and a garment that generates returns and negative reviews.
The grading is done visually by a trained assessor under D65 standard daylight simulation. The assessor compares the contrast between the tested specimen and an untested original against the contrast between pairs of standard grey chips on the scale. A Grade 5 means no visible contrast—the tested specimen looks identical to the original. Grade 4 means a slight contrast that would be noticeable only in a side-by-side comparison. Grade 3 means a visible contrast that would be noticeable without side-by-side comparison. Grade 2 means a pronounced contrast. Grade 1 means a dramatic difference. For most apparel end-uses, the minimum acceptable fastness grades are: wash fastness color change Grade 4, wash fastness staining Grade 3-4, dry crocking Grade 4, wet crocking Grade 3-4, perspiration Grade 3-4, water Grade 4, and light fastness Grade 4 for general apparel, Grade 5 or above for outerwear and swimwear. A custom dye lot that scores below these thresholds is not ready for bulk garment production. The grey scale rating methodology for textile color fastness assessment and minimum acceptable grade standards by product category provides the visual reference images and the industry-standard thresholds.
What Is the Difference Between Color Change and Staining Ratings?
The test report will list two separate grades for most fastness tests: a color change grade and a staining grade. They measure completely different things, and confusing them leads to wrong acceptance decisions. Color change measures how much the original fabric color has faded or shifted during the test. It answers the question: "Does the garment still look like the same color after washing?" Staining measures how much dye has transferred from the tested fabric to the adjacent white witness fabrics. It answers the question: "Will this garment ruin other clothes in the wash, or stain the customer’s skin or handbag?"
A fabric can have an excellent color change grade—the garment looks great after fifty washes—and a terrible staining grade—it bleeds dye onto everything else in the laundry load. This combination is common in deep, saturated custom colors where the dye has bonded well to the fiber interior (good color change) but excess surface dye wasn’t adequately removed during the post-dye washing process (bad staining). Conversely, a fabric can have a good staining grade and a poor color change grade if the dye bonds are weak and the color fades uniformly with each wash but doesn’t aggressively transfer to other fabrics. Both grades matter, but staining failures tend to generate more immediate and dramatic consumer complaints because the damage extends beyond the garment itself. A customer whose white silk blouse turned pink in the wash with your red dress is angrier than a customer whose red dress simply faded after a season of wear. The color change versus staining assessment distinction in textile color fastness testing and consumer complaint correlation analysis explains the consumer impact of each failure mode.
How Do Half-Grades Like 3-4 Work in Fastness Assessment?
The grey scale has nine possible ratings: 1, 1-2, 2, 2-3, 3, 3-4, 4, 4-5, and 5. The half-grades exist because the visual difference between two adjacent full grades—between Grade 3 and Grade 4—is often too large for precise assessment. Grade 3-4 means the result is better than Grade 3 but not quite good enough to be called Grade 4. This distinction matters in commercial quality disputes because a purchase contract might specify "minimum Grade 4 for staining," and a result of Grade 3-4 is technically a failure of that specification, even though the assessor considered it close.
The half-grade notation is not subjective fudging; it’s a recognition that color difference perception operates on a continuum, not in discrete steps. A trained assessor using the grey scale under standardized D65 lighting can reliably and repeatably distinguish between adjacent half-grades. Inter-laboratory proficiency testing confirms that properly trained assessors agree on half-grade ratings with high consistency. When a test report shows a Grade 3-4 staining result on a contract that specifies Grade 4 minimum, the mill and the buyer have a genuine disagreement to resolve, not a measurement error to dispute. The AATCC Evaluation Procedure 1 grey scale for color change and staining with half-grade methodology and assessor training requirements provides the full rating methodology and proficiency standards.
Why Do Custom Dark Shades Fail Fastness More Often Than Light Shades?
Dark shades fail fastness tests more often than light shades for a simple physical reason: there’s more dye in the fabric. A pastel pink fabric might contain 0.2% dye on weight of fiber. A deep navy or black might contain 4% to 6% dye on weight of fiber—twenty to thirty times more dye molecules per square meter. The fiber’s capacity to chemically bond with dye molecules is finite. Beyond a certain dye concentration, the fiber’s bonding sites are saturated, and additional dye molecules can only attach weakly to the fiber surface through physical adsorption rather than chemical bonding. These weakly attached surface dye molecules are the ones that release during crocking, washing, and perspiration testing.
The dyeing chemistry for dark shades also typically requires higher temperatures, longer dwell times, and higher concentrations of auxiliary chemicals to drive the dye into the fiber and achieve level penetration. These aggressive conditions can slightly degrade the fiber surface, creating microfibrils and surface roughness that trap unfixed dye mechanically rather than chemically. The trapped dye appears well-fixed until mechanical action—rubbing, washing agitation—breaks the microfibrils and releases the trapped dye. This is why a deep custom shade might look perfect in the inspection light box but fail wet crocking dramatically. The surface looks smooth and uniform; the unfixed dye is hidden in the surface structure, waiting for friction to release it. At Shanghai Fumao, our custom dark shade protocol includes an extended post-dye reduction clearing step—a chemical wash that specifically targets and removes unfixed surface dye—and a mandatory wet crocking test on every dark shade bulk dye lot. The dark shade dyeing chemistry and surface-unfixed dye mechanisms in cellulosic and synthetic fiber custom textile coloration explains the dye-fiber saturation physics and the process controls that minimize surface dye.

What Is Reduction Clearing and Why Is It Critical for Dark Polyester?
Reduction clearing is a post-dyeing chemical wash process specific to disperse-dyed polyester. After the disperse dye has been driven into the polyester fiber at high temperature and pressure, a significant portion of the dye remains on the fiber surface—not chemically bonded, just physically stuck to the outside. If this surface dye is not removed, the fabric will fail every crocking and wash fastness test, often spectacularly. Reduction clearing chemically strips the surface dye without affecting the dye that has properly penetrated the fiber interior.
The process uses a reducing agent—typically sodium hydrosulfite—combined with caustic soda at elevated temperature. The reducing agent breaks the chromophore of the disperse dye molecule on the fiber surface, destroying its color, while the caustic soda helps lift the broken dye fragments into the wash solution. The fabric emerges from reduction clearing with the interior dye intact and the surface clean. For dark shades like navy, black, and deep burgundy on polyester, reduction clearing is not optional. A dark polyester fabric that hasn’t been reduction cleared will stain everything it touches for the life of the garment, not just the first few washes. At Shanghai Fumao, every dark disperse-dyed polyester lot undergoes reduction clearing with verified REDOX potential monitoring to ensure the reducing bath maintains sufficient stripping power throughout the cycle. The reduction clearing process chemistry and process control parameters for surface dye removal on dark shade disperse dyed polyester textiles provides the chemical concentrations, temperature profiles, and quality verification methods.
How Does Fiber Type Affect Fastness in Custom Deep Shades?
Different fibers bond with different dye classes through different chemical mechanisms, and the bond strength varies dramatically. Cellulosic fibers like cotton, viscose, and lyocell use reactive dyes that form covalent bonds with the fiber’s hydroxyl groups. A properly fixed reactive dye becomes part of the fiber molecule itself and is extremely wash-fast. But the fixation efficiency—the percentage of applied dye that actually forms these covalent bonds versus hydrolyzing in the water—is never 100%. For dark shades with high dye concentrations, even a 90% fixation efficiency leaves a significant amount of unfixed dye that must be removed through soaping.
Polyester uses disperse dyes that are physically trapped inside the fiber structure rather than chemically bonded. The dye molecules are driven into the spaces between polymer chains at high temperature, and when the fiber cools, the chains close around them. This physical entrapment is generally durable, but it’s vulnerable to thermal migration—when the polyester is heated again during ironing, tumble drying, or hot washing, the polymer chains loosen and dye molecules can migrate back to the surface. Dark polyester garments that bleed color in the dryer are experiencing thermal migration, not a dye failure. Nylon is the most challenging fiber for fastness because it accepts multiple dye classes—acid dyes, disperse dyes, reactive dyes—but bonds with none of them as strongly as cellulose bonds with reactives or polyester traps disperses. Nylon’s fastness is inherently lower than cotton or polyester at the same shade depth. A dark custom nylon fabric will almost always have lower fastness grades than an equivalent dark cotton or polyester, and the brand’s quality standards should reflect this inherent limitation. The fiber-specific dye bonding mechanisms and their impact on achievable color fastness levels in deep shade custom textile dyeing provides the comparative data and recommended acceptance thresholds by fiber and shade depth.
What Pre-Production Fastness Tests Should I Request for My Specific Product?
A generic "test for color fastness" request to a mill is a wasted opportunity. The mill will run a standard set of tests—probably crocking and wash—that may or may not cover the failure modes your specific product will encounter. A tailored blazer that spends its life in dry cleaning, occasional rain, and indirect light has a completely different fastness risk profile than a running tight that endures sweat, friction, and frequent hot washing. The test request must match the product’s life.
For activewear and performance apparel, request the perspiration fastness test as a mandatory addition to the standard crocking and wash tests. The ISO 105 E04 test uses both acidic and alkaline simulated sweat solutions because human sweat composition varies with diet, activity level, and body location, and some dyes are sensitive to pH shifts. A custom dye that passes neutral wash but bleeds under acidic sweat will fail on a customer who wears the garment for intense exercise. For outerwear and garments exposed to sunlight, request the light fastness test per ISO 105 B02 using a Xenon arc lamp that simulates the full solar spectrum, not just UV. A custom dyed wool coating that fades from deep charcoal to patchy grey after a season of wear is a quality failure that light fastness testing would have predicted. For baby and children’s wear, request the saliva fastness test per DIN 53160 or the relevant EN 71-3 section, which uses a simulated saliva solution that is chemically different from both water and perspiration. A fabric that passes water fastness might still release dye into a baby’s mouth because saliva contains enzymes that can degrade certain dye bonds. For swimwear, request the chlorinated water fastness test per ISO 105 E03, which uses a dilute sodium hypochlorite solution to simulate swimming pool conditions. The end-use specific color fastness test selection protocol for custom dyed textiles based on garment category and consumer use patterns provides the product category-to-test mapping with regulatory references.
How Do I Specify Testing Standards in My Purchase Order?
The purchase order is the legal document that defines the quality contract between buyer and mill. A vague "color fastness to be good" is unenforceable. A specific "Wash fastness per ISO 105 C06, test condition A2S at 40°C, color change minimum Grade 4, staining minimum Grade 3-4 on all multifiber components" is enforceable. The mill knows exactly what test to run, under what conditions, and what result constitutes acceptance or rejection. If the test results fall below the specified grades, the lot fails acceptance, and the contractual consequences—rework, replacement, discount—are triggered by clear, objective criteria, not subjective opinions about whether the color is "good enough."
The purchase order should list each required fastness test with the standard number, the specific test condition within that standard, and the minimum acceptable grade for both color change and staining. For crocking, specify the standard (AATCC 8 or ISO 105 X12), whether the test is dry, wet, or both, and the minimum grade for each. For wash fastness, specify the standard (ISO 105 C06 or AATCC 61), the test condition that matches the care label temperature, and the minimum grades. For any additional tests—perspiration, light, water, chlorine—specify the standard and minimum grades. The textile purchase order quality specification language for color fastness testing standards, conditions, and minimum acceptance criteria provides model contract language for incorporating fastness specifications into commercial documents.
What Should I Do If a Custom Lot Fails Pre-Production Fastness?
A failed fastness test on a custom dye lot is not the end of the order. It’s a process checkpoint that caught a problem before the fabric became garments. The corrective action depends on which test failed and by how much. A wash fastness staining failure often indicates inadequate post-dye washing. The lot can be re-washed with additional soaping and re-tested. This fixes the problem without affecting the shade, and the lot can proceed after a passing re-test. A crocking failure on polyester often indicates inadequate reduction clearing. The lot can be re-cleared and re-tested. Again, fixable.
A crocking failure on cellulosic fibers—cotton, viscose, modal—is more serious. If a reactive-dyed cotton fails wet crocking after adequate soaping, the problem may be fundamental: the dye concentration was too high for the fiber to bond properly, and the unfixed dye cannot be removed by normal post-processing. In this case, the mill may need to reformulate the dye recipe—possibly using a different dye class with better fixation properties, or a polyfunctional reactive dye that forms multiple bonds per molecule—and re-dye a new sample lot. This costs time and material, which is why it’s better to catch the failure on a pre-production sample than on the bulk lot. A light fastness failure on a custom color formulated for outerwear may require switching to high-light-fastness dyes—typically metal-complex or anthraquinone-based dyes rather than standard azo dyes—which increases dye cost but solves the fading problem. The corrective action decision tree for failed color fastness tests on custom dyed textile lots with rework and reformulation options provides the process flow for diagnosing and fixing each type of fastness failure.
Conclusion
Color fastness testing is not an academic exercise or a bureaucratic checkbox. It’s the difference between a custom dye lot that builds your brand’s reputation for quality and a custom dye lot that destroys it through customer returns and social media complaints. The tests are standardized, the grading scales are objective, and the failure patterns are well understood. A custom dark shade will fail fastness more often than a light shade. A polyester fabric needs reduction clearing. A nylon fabric will inherently score lower than cotton or polyester. These are not mysteries; they’re engineering realities that testing reveals and that competent mills manage.
The power dynamic in custom dye acceptance shifts when the buyer knows how to read a test report. A mill that sends a test report showing Grade 2-3 wet crocking on a deep custom navy, accompanied by a note saying "acceptable for commercial quality," is hoping the buyer doesn’t know that Grade 2-3 means the fabric will stain everything it touches. A buyer who responds with "re-clear and re-test to minimum Grade 3-4 per our purchase order specification" transforms the conversation from a quality dispute to a contractual compliance matter.
If you’re developing a custom color and you want the fastness testing done right before the fabric is cut, or if you’ve received a custom lot from another supplier and you want an independent assessment of the fastness data, reach out to us. At Shanghai Fumao, our CNAS-accredited lab runs the full fastness testing suite—crocking, wash, water, perspiration, light, and chlorine—on every custom dye lot before packing. We’ll share the raw test data, not just a pass/fail summary. Our Business Director, Elaine, can walk you through our custom dye fastness protocol and help you structure the testing requirements in your next purchase order. She’s at elaine@fumaofabric.com. Let’s make sure your custom color stays on the fabric and off your customer’s handbag.








