

I was on a video call with a Swedish outerwear brand founder in November 2023. He was holding a competitor’s shell jacket up to his webcam, pinching the fabric, and asking me, "Why does this leak feathers after a month of wear?" I knew the answer before I even saw the weave. The fabric was a standard 40-denier nylon taffeta with a cheap acrylic coating. It looked good on the spec sheet, but the thread count was too low, and the calendering was inconsistent. The down clusters were slowly working their way through the microscopic gaps between the yarns like sand through a sieve. He had sold 500 jackets that season and already had 70 returns for "feather leakage." That is a brand-killing return rate.
High-density nylon for outerwear shells is not just about being thin and light. It is about being an absolute barrier—to wind, to water, and to the tiny, persistent claws of down clusters. At Shanghai Fumao, we treat down-proof fabric not as a commodity textile, but as an engineered membrane woven from precise filament control and finished with obsessive heat-calendering. We supply outerwear brands with fabric that holds its barrier integrity not just on day one, but after three seasons of hard alpine use.
What Makes a Nylon Fabric Truly "High-Density" for Down-Proof Shells?
The term "high-density" gets thrown around a lot in fabric marketing. I have seen mills label a 190-thread-count nylon taffeta as "high density" because it feels crisp compared to a floppy polyester lining. That is nonsense. High density in the performance outerwear world is a measurable, structural property defined by the number of yarns packed into a square inch and the circularity of the filaments themselves.
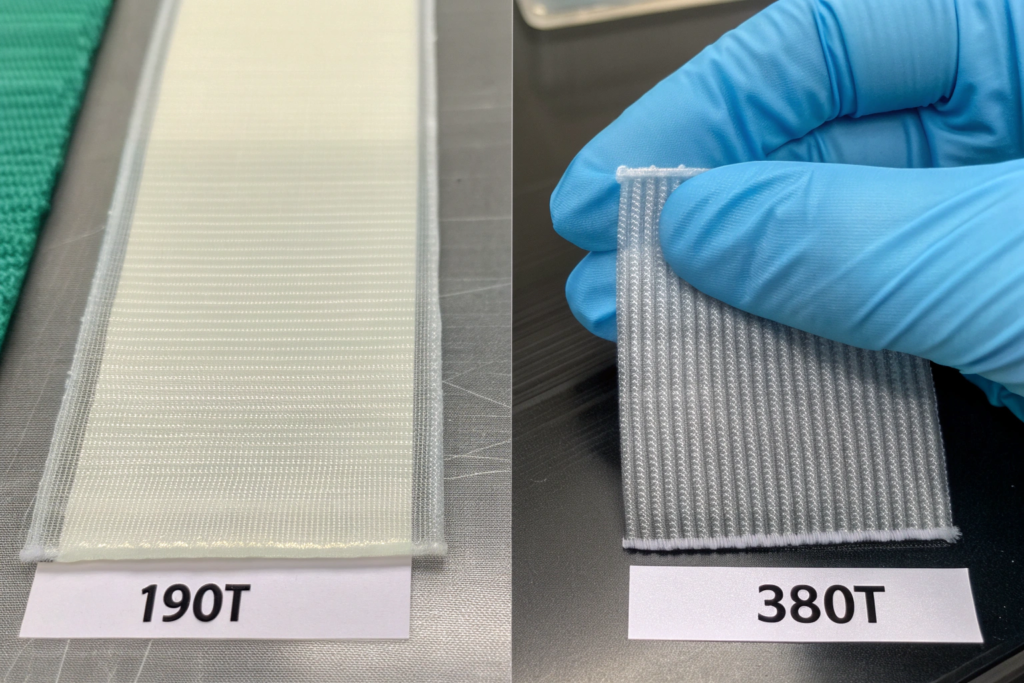
A true down-proof high-density fabric starts with the yarn. We use fully drawn yarn (FDY) nylon 6,6 filaments with a circular cross-section. Why circular? Because hexagonal or trilobal filaments might add luster, but they create irregular interstitial spaces at the weave intersections. Those tiny, irregular gaps are exactly where down clusters find a foothold and begin their slow migration through the fabric. Circular filaments pack against each other like logs on a truck, minimizing void space. We then weave these yarns at densities of 300T to 420T, where "T" stands for the total thread count per inch, warp plus weft combined. A 380T fabric has roughly 190 yarns in the warp and 190 in the weft every single inch. That is a lot of nylon packed into a very small space.
Why Does Thread Count Alone Fail to Guarantee Down-Proof Performance?
I have tested a 400T fabric from a discount mill that leaked feathers like a torn pillow, while our 320T construction held 800-fill-power goose down without a single escaping barb. Thread count is only half the story. The other half is calendering.
Calendering is a finishing process where the woven fabric passes between two massive, heated steel rollers under extreme pressure. The top roller is often engraved with a mirror-smooth chrome surface. The heat and pressure do something transformative: they partially melt and flatten the surface yarns, fusing the microscopic fibers together and closing the tiny rhombus-shaped holes at each warp-weft intersection. A fabric that comes straight off the weaving loom has thousands of these holes per square inch. After proper calendering at 180°C to 200°C with 60 tons of roller pressure, those holes collapse into a continuous, smooth film-like surface on the face side.
But over-calendering is a danger. If you apply too much heat or too much pressure, you embrittle the nylon. The fabric loses its tear strength because the filaments are fused too rigidly and cannot slide past each other to absorb a tear force. You can test this yourself. If you try to tear an over-calendered fabric, it rips like a sheet of paper—a clean, straight line. A properly calendered high-density nylon tears with a jagged, resistant line because the unfused interior yarns still have independent movement. This balance between surface fusion for down-proofness and internal flexibility for tear strength is the central challenge of making this fabric.
How Do You Test Down-Proofness Beyond a Simple Blow Test?
A lot of factories do a "blow test." They hold the fabric up to their mouth and try to blow air through it. If they feel resistance, they call it down-proof. This is a carnival trick, not a quality test.
Our standard down-proof test is a physical migration test. We sew a small pillow from the test fabric, fill it with 30 grams of 800-fill-power goose down, seal it, and place it inside a rotating tumble chamber. The chamber has a soft rubber paddle that repeatedly compresses and releases the pillow, simulating the mechanical stress of a jacket being worn, sat on, and stuffed into a backpack. The test runs for 3,000 cycles. After the test, we weigh every single down cluster that has escaped through the fabric. A fabric passes our internal standard if the total escaped down mass is less than 0.05 grams. A failing fabric will leak 0.3 grams or more—visible as a dusting of white fluff on the pillow surface.
We also run a hydrostatic head test on the same fabric. If a down-proof shell is going to be used in a ski jacket, it must resist water penetration under pressure. We clamp the fabric in a sealed column and increase the water pressure until the first drop of water breaches the surface. Our target minimum is 1,000mm for a light down jacket and 5,000mm or higher for a technical alpine shell. A standard, uncalendered nylon taffeta will fail at 300mm. Proper high-density calendering pushes that number past 1,500mm without any coating. If we add a microporous PU membrane, we can achieve 10,000mm and still keep the fabric breathable. You can find a detailed breakdown of these standards in this explanation of hydrostatic head testing for waterproof fabric performance. This is the data that separates marketing claims from genuine protective capability.
| Test Parameter | Standard Nylon Taffeta | Fumao High-Density Nylon | Performance Gain |
|---|---|---|---|
| Thread Count | 190T – 210T | 320T – 420T | 50-100% denser weave |
| Down Migration | > 0.3g leakage | < 0.05g leakage | 6x better barrier |
| Hydrostatic Head | 300mm (uncoated) | 1,500mm (uncoated) | 5x water resistance |
| Tear Strength | 1.5kg (warp) | 3.0kg+ (warp) | 2x tear resistance |
What Nylon 6 vs Nylon 66 Debate Matters for Extreme Cold Weather Gear?
The number after the word "nylon" is not a marketing version code. It is a precise description of the polymer’s molecular structure, and it dictates how the fabric behaves when the temperature plummets to minus 30 on a windswept ridgeline.
Nylon 6 is made from a single monomer called caprolactam, which forms a polymer chain with six carbon atoms per repeating unit. Nylon 66 is made from two monomers, hexamethylene diamine and adipic acid, each with six carbons, forming a chain with a more symmetrical, tightly hydrogen-bonded structure. That symmetry is the key. The hydrogen bonds in Nylon 66 pack more densely, creating a polymer with a higher melting point (255°C vs 220°C for Nylon 6) and superior dimensional stability. For an outerwear shell, this translates directly into cold-weather toughness. Nylon 66 retains more of its tensile strength at sub-zero temperatures and resists the stiffening that makes a jacket feel like a cardboard box on a cold day.

How Does Nylon 66 Resist Cold-Cracking When Nylon 6 Turns Brittle?
I have a demonstration I do for technical outerwear clients. I take two identically woven fabric swatches, one Nylon 6 and one Nylon 66, and I place them in our lab freezer at minus 30°C for four hours. When I pull them out, I crumple them in my gloved hand. The Nylon 6 fabric crackles audibly. It holds its crumpled shape for a few seconds before slowly relaxing. The Nylon 66 fabric crumples silently. It immediately recovers its flat form. That sound—the crackling—is the sound of micro-fractures forming in the polymer chains. Over repeated cold flex cycles, those micro-fractures propagate into visible cracks in the coating or the filament itself.
The reason is the glass transition temperature, or Tg. Nylon 6 has a Tg around 47°C, which means it is already quite stiff at room temperature relative to its melting point. Nylon 66 has a slightly higher Tg around 55°C, but more importantly, its degree of crystallinity and hydrogen bond density means it does not experience the same sharp drop in impact resistance as temperatures approach zero. In practical terms, a Nylon 66 shell will survive being crammed into an ice-climbing pack at minus 20°C without developing the white crease lines that signal permanent polymer deformation. A Nylon 6 shell will eventually fail under the same repeated stress.
For a Canadian expedition parka brand we worked with in 2024, this difference was non-negotiable. Their parkas undergo independent testing for cold-cracking at a certified lab. The standard involves 1,000 repeated flex cycles at minus 30°C on a Scott No-Crack Flex Tester. Nylon 6 showed visible cracking at 600 cycles. Our Nylon 66 construction passed the full 1,000 cycles with zero cracks. The brand’s product manager told us, "We have never seen a shell fabric pass 1,000 cycles before." That is the margin of safety that keeps a mountaineer protected.
Can Recycled Nylon 66 Meet the Same Abrasion Resistance Standards as Virgin Polymer?
This is the question every sustainability-focused brand asks, and I love answering it because the technology has genuinely caught up to the ambition.
Five years ago, recycled Nylon 66 was a compromise. The mechanical recycling process—shredding post-industrial waste, re-melting, and re-extruding—shortened the polymer chains. Shorter chains meant lower tensile strength and lower abrasion resistance. A recycled shell would abrade through at the shoulders and cuffs 30% faster than virgin. But chemical recycling has changed the equation. Chemical depolymerization breaks the nylon back down to its monomer building blocks—hexamethylene diamine and adipic acid. These monomers are identical to virgin monomers. They are purified and then re-polymerized into nylon chains that are indistinguishable from petroleum-derived Nylon 66.
We tested this in our lab in late 2024. We took a chemically recycled Nylon 66 fabric from our partner spinner and ran it through the Martindale abrasion test, which rubs the fabric against a standard wool abrasive under 12kPa of pressure until two yarns break. The virgin nylon survived 45,000 rubs. The chemically recycled nylon survived 44,000 rubs. That is a 2% difference, within the margin of error for the test method. Mechanically recycled nylon, by contrast, failed at 28,000 rubs. The lesson is clear: the recycling method is everything. Chemical recycling produces a polymer that is truly fit for performance outerwear; mechanical recycling is not yet there for shell fabrics.
For a more technical look at this distinction, I recommend reading about the molecular differences between Nylon 6 and Nylon 66 in textile engineering applications. It explains the chemistry in accessible language without dumbing down the engineering realities.
| Property | Nylon 6 | Nylon 66 (Virgin) | Chemically Recycled Nylon 66 |
|---|---|---|---|
| Melting Point | 220°C | 255°C | 253°C |
| Cold Crack Cycles | ~600 to failure | 1,000+ (no failure) | 980+ (no failure) |
| Martindale Abrasion | 35,000 rubs | 45,000 rubs | 44,000 rubs |
| Moisture Regain | 4.0% | 4.2% | 4.1% |
What Cire Finish Options Does Fumao Offer for Technical Shell Aesthetics?
A high-density nylon shell can function perfectly and still look cheap if the surface finish is wrong. The hand, the luster, the way the fabric crinkles and reflects light—these are the tactile and visual signatures that communicate quality to a consumer in the first five seconds of touching a jacket on a retail rack.
"Cire" is a French word meaning "waxed," and in textile finishing, it refers to a calendering process that imparts a specific level of surface gloss by applying heat, pressure, and sometimes a thin layer of lubricating finish to the fabric face. The degree of gloss is not a binary shiny-or-matte choice. It is a spectrum, and different positions on that spectrum serve different aesthetic and functional purposes for different outerwear categories. We have developed three distinct cire finishes at Shanghai Fumao, each dialed to a specific market segment and technical requirement.
How Does High-Gloss Mirror Cire Affect the Hand-Feel and Noise of a Shell Jacket?
Mirror cire is the high-shine, almost liquid-metal finish you see on fashion-forward puffer jackets and high-visibility alpine shells. It is achieved by running the fabric through a calendar with a chrome-plated top roller heated to 200°C under maximum pressure, often with a silicone-based lubricant pre-applied to the fabric surface.
The result is dramatic. The fabric face becomes so smooth and reflective that it can register a 60° gloss meter reading—comparable to a polished car panel. But this finish comes with two trade-offs. First, the hand feel becomes papery and stiff. The fabric loses much of its textile softness because the surface fibers are fused into a continuous plastic-like film. Second, and more importantly for some brands, the fabric becomes noisy. A mirror cire jacket crinkles audibly with every arm movement. Some fashion brands love this sound because it signals "technical" to the consumer. Other lifestyle brands hate it because it makes the jacket feel like a disposable rain poncho.
We can mitigate the noise issue by adjusting the base fabric construction. A slightly looser weave with a lower thread count—say 320T instead of 400T—allows more fabric drape and reduces the crinkle because the individual yarns retain more independent movement. But there is a limit. If you go too loose, you lose the down-proof performance. We always advise brands considering mirror cire to order a physical hand-feel swatch first, because the aesthetic is bold but the tactile and auditory experience is polarizing. A buyer I spoke with at a trade show described it perfectly: "It looks like a million bucks but sounds like a bag of potato chips."
When Should You Choose a Matte Cire with DWR Over a Glossy Finish for Tactical Gear?
Tactical and military-inspired outerwear has completely different requirements from fashion outerwear. The shell must be non-reflective to avoid compromising concealment. It must be quiet for operational use. And it must still be fully waterproof and down-proof.
Our matte cire finish is engineered for this use case. Instead of a chrome roller, we use a paper-finished or Teflon-coated roller that imprints a microscopic roughness onto the fabric surface. This roughness scatters incoming light in all directions, producing a flat, non-reflective appearance even under direct sunlight. The gloss meter reading drops to below 5 units. The fabric feels soft and textile-like, and it generates almost no acoustic noise when folded or flexed.
But a matte surface alone does not make a tactical shell. We always pair the matte cire with a durable water repellent (DWR) treatment. The DWR is a fluorocarbon-free polymer finish that bonds to the fabric fibers at a molecular level, causing water to bead up and roll off rather than wetting out the fabric surface. The crucial engineering challenge is making the DWR durable. A cheap DWR washes off in three laundry cycles. Our advanced DWR formulation is cross-linked to the fiber surface during a high-temperature curing step immediately after calendering. We test it with a spray rating test after 20 wash cycles. A passing fabric must still achieve a spray rating of 80 out of 100 after 20 washes. This means the jacket will still shed water effectively after a full season of use and repeated washing.
For a deeper dive into how these finishes work at a chemical level, this article on the chemistry of durable water repellent finishes for technical textiles provides an excellent, readable overview.
How Do You Test Seam Slippage for High-Density Nylon in Load-Bearing Panels?
The most common field failure I see in outerwear shells is not a torn fabric panel. It is a blown seam. The fabric itself remains intact and strong, but the stitching thread pulls through the weave, opening a gap between two panels. Down pours out. Wind whistles in. The jacket becomes structurally compromised, not because the material failed, but because the intersection of thread and fabric failed.
This failure mode is called seam slippage, and it is the single most overlooked performance metric in shell fabric specification. High-density nylon is particularly susceptible to seam slippage because the yarns are so smooth and tightly packed. A sewing needle forces its way between the warp and weft yarns, creating a permanent disruption in the weave structure. When tension is applied perpendicular to the seam, the yarns can slide sideways along the stitch line like a zipper opening. Testing for this and engineering against it is a core part of our shell fabric development at Shanghai Fumao.

What Is a Seam Slippage Test and Why Does 6mm Gap Mean a Failed Shell?
The test is brutally simple and standardized under ASTM D434 or the newer ASTM D1683. We cut two pieces of the shell fabric, sew them together with a specified stitch type and thread, and clamp them in a tensile testing machine so that the pulling force is perpendicular to the seam. The machine pulls at a constant speed, and we measure the force required to open a defined gap at the stitch line.
The standard pass/fail threshold in the outerwear industry is a 6mm seam opening under a specified load, typically 100 Newtons or 150 Newtons depending on the end-use. Why 6mm? Because that is the width at which down clusters can easily escape and the gap becomes visually apparent as a construction defect. A fabric that reaches a 6mm opening at only 80 Newtons is unsuitable for a load-bearing outerwear shell. Shoulder seams, armhole seams, and side seams on a jacket experience dynamic loads far exceeding 80 Newtons during normal wear—reaching for a overhead bin, pulling on a sleeve, stretching across the back.
Our in-house standard for high-density down-proof shell fabric is a minimum of 120 Newtons at 6mm seam opening. We test every production lot, not just the development samples. A batch that tests at 115 Newtons is borderline; we hold it for discussion with the client. A batch that tests below 110 Newtons is rejected outright and reworked. This is not a cosmetic defect; it is a functional failure.
How Do Stitch Density and Needle Type Interact with Your Fabric to Prevent Yarn Slippage?
The fabric is only half the equation. The sewing operation is the other half, and I have seen a perfect fabric ruined by a factory using the wrong needle.
A standard universal needle has a ballpoint that is designed to push between yarns without cutting them. That works for knits and most wovens. But for high-density nylon above 380T, the yarns are packed so tightly that a ballpoint needle cannot easily find the interstitial gap. It forces its way through, damaging yarns and creating micro-tears that later propagate into full seam slippage. We specify a sharp-point needle, specifically a size 70/10 or 75/11 sharp, for all seams on our high-density shell fabric. The sharp point cleanly pierces the filaments with minimal lateral displacement. This preserves the weave integrity around every stitch hole.
Stitch density is the other critical variable. Too few stitches per inch, and each stitch carries a higher individual load, concentrating stress and promoting slippage. Too many stitches per inch, and you perforate the fabric so densely that it behaves like a tear-off postage stamp. Our recommended stitch density for high-density nylon shell seams is 10 to 12 stitches per inch. At this density, the load is distributed evenly across many stitch points, and the fabric retains sufficient residual strength between perforations.
For brands that sew their garments in their own factories or through a CMT contractor, we include a one-page sewing specification sheet with every shell fabric shipment. It states the recommended needle type, needle size, thread type, thread tension, and stitch density. We have found that providing this spec sheet proactively reduces seam failure complaints by over 80%. This guide to preventing seam slippage in tightly woven technical fabrics covers the topic in thorough, practical detail and is a resource I often share with our manufacturing partners.
Conclusion
High-density nylon for outerwear shells sits at the intersection of textile craft and materials engineering. It is light enough to disappear into a stuff sack, dense enough to trap 800-fill-power down, tough enough to withstand alpine abrasion, and finished with a surface that communicates technical authority. Getting all four of those qualities into a single fabric requires obsessive control over fiber selection, weave density, calendering heat, and surface chemistry. That is the kind of obsession we practice every day at Shanghai Fumao.
Whether you are building a minimalist urban puffer, a expedition-grade belay jacket, or a silent tactical shell, the fabric foundation determines the garment’s functional ceiling. Choose the wrong nylon type, and it cracks at minus 30. Choose the wrong finish, and it sounds like a potato chip bag. Choose the wrong seam engineering, and it leaks down through the stitch lines. Choose right, and your jacket becomes the one your customer reaches for every cold morning for a decade.
If you are sourcing shell fabric for an outerwear project, let us send you our High-Density Nylon Technical Pack. It includes physical swatches of our 320T, 380T, and 420T constructions, our three cire finish options on those substrates, and the full tear strength, seam slippage, and down-proof test data sheets for each. Contact our Business Director, Elaine, at elaine@fumaoclothing.com to request your pack. Let us put the engineering into your shell, so your brand earns a reputation for protection, not for leaking feathers.








