

Let’s be honest, there are few things more frustrating in this business than opening a shipment of what should be premium sweaters or a gorgeous brushed jersey dress, only to find those annoying little fuzz balls already forming under the arms. You can feel the headache starting right there in the warehouse. You’re looking at customer returns, chargebacks from the retailer, and a hit to your brand reputation that takes months to fix. I’ve been in the textile game here in Keqiao for over twenty years, and I’ve seen buyers sweat bullets over a failed pilling test more times than I can count. It’s the silent killer of a good garment, and it usually traces back to decisions made way before the first cut is sewn. You think you saved a dime on yarn, but you end up spending a dollar on damage control.
That’s exactly why we need to talk about the science and the sourcing strategy behind pilling. It’s not just bad luck. It’s physics and chemistry playing out on the surface of your fabric. The issue boils down to three main culprits: the fiber length (staple) , the twist of the yarn, and the weave or knit structure. Short fibers are like a group of people in a loose crowd—they escape easily. Long fibers are like linked arms in a chain—they stay put. When short fibers work their way out of the yarn due to friction, they tangle together because they are statically charged or just mechanically knotted. That tangled knot is the pill. Synthetics like polyester are incredibly strong, so that pill just hangs on forever like an unwanted guest. Natural fibers like cotton usually break off and wash away, which is why a cheap poly-cotton blend often looks ten years old after three washes, while a 100% high-twist cotton might just look gently worn. Understanding how to manipulate yarn construction is the key to locking those fibers down.
Now, if you’re sourcing fabric for a brand that actually needs to be worn and washed—not just sit on a hanger looking pretty—you need to know exactly what to look for in a spec sheet and, more importantly, what to demand from your mill. At Shanghai Fumao, we deal with these specifications every single day. We don’t just guess; we test. And over the next few minutes, I’m going to walk you through exactly how we prevent this headache for our partners, from the yarn spinning stage right through to the final finishing chemistry. I’ll share some real talk from the factory floor—including how we saved one US buyer’s entire winter season by changing just one number in the yarn twist spec.
When Do Fabric Pills First Appear During Wear Testing?
I’ve noticed a pattern over the years. Most buyers don’t start panicking until they see the garment on a mannequin in their showroom or, worse, on a customer’s Instagram story. But if you’re waiting that long, you’ve already lost. The first signs of a pilling problem show up way earlier—in the lab and in the first few hours of simulated wear. For us at the mill, "first appearance" is a specific data point. It’s the exact number of rub cycles on a Martindale machine before we see 3 or more distinct pills in a 1-inch square under a 2x magnifying glass.
If a fabric pills under 2,000 rubs, that’s a red flag for anything except maybe a sheer party top that gets worn twice a year. For a standard hoodie or a pair of leggings that rub against a desk chair or a seatbelt, you’re aiming for 5,000 to 7,000 rubs with a rating of 4 or higher. When pilling appears early in the test—say, within the first 30 minutes of the machine running—we stop the process. There’s a specific sound the lab equipment makes when it’s working too hard on a bad batch; it’s a slight grinding noise because the loose fibers are gumming up the friction head. (Here I have to interject: our lab team can hear that sound from across the hall and they’ll yell at the knitting manager before the machine even stops. We really do take this that seriously.)
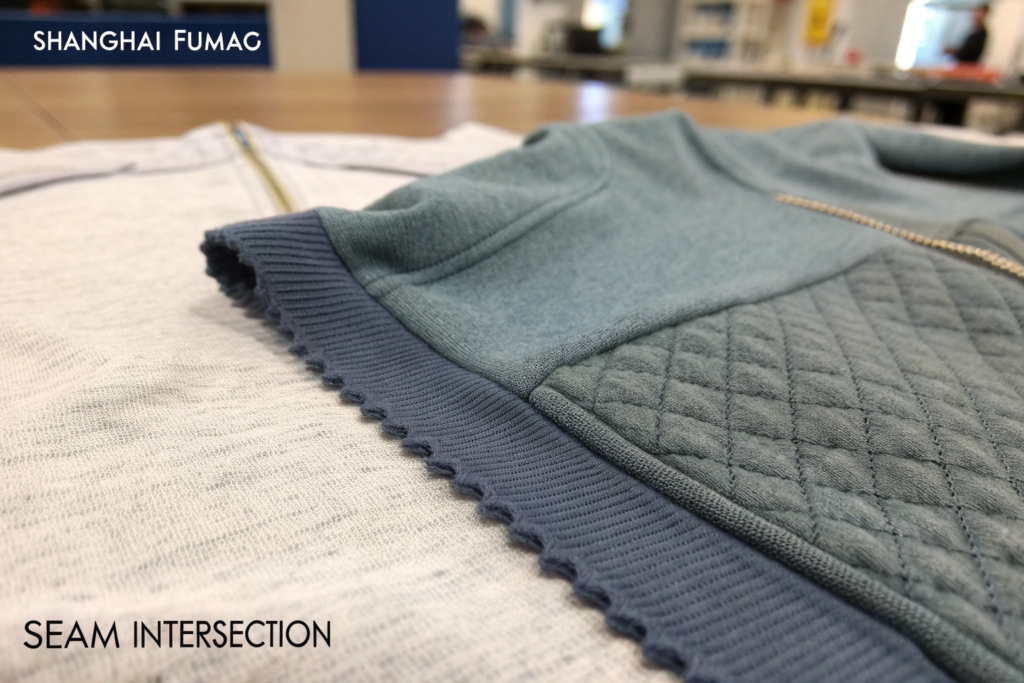
The tricky part is that pilling isn’t always uniform. On a brushed flannel, you might see it first on the raised nap. On a jersey knit, it clusters around the seams where friction is highest. This is why we don’t just test a flat swatch. We test a sewn seam sample. If you’re buying fabric from Shanghai Fumao, we always recommend asking for the pilling report that includes the "seam intersection" test. That’s where the ugly truth hides. The action of the sewing needle can slightly damage the yarn and create a micro-roughened surface that acts like a magnet for loose fibers.
How Does Yarn Twist Level Prevent Pilling in Knitwear?
When we sit down with a customer to develop a new sweater knit—say a soft Merino blend for a fall collection—the first number I look at isn’t the price per kilo. It’s the TPM (Twists Per Meter) . This is the secret sauce of durability. I always explain it to my team like this: think of yarn like a rope made of hundreds of tiny hairs. If you twist the rope loosely, the ends of the hairs stick out and snag on everything. If you twist it tightly, you lock those hair ends inside the core of the rope. That’s exactly what a higher twist does. It increases the "cohesion" of the fiber bundle.
For example, a typical soft sweater might use a yarn with 300 TPM. It feels dreamy, but it’s a pilling nightmare. We often push for something closer to 450-550 TPM, depending on the micron of the wool. Now, you lose a tiny bit of that ‘cloud-like’ softness, so we have to compensate with better finishing—maybe a enzyme wash or a silicone softener that doesn’t degrade the fiber surface. This is the kind of technical pushback you want from your supplier.
Here’s a real case: In late 2023, a buyer from Germany was developing a brushed-back fleece for a high-end lounge set. The initial sample from another mill pilled at Grade 2 after just 2,000 rubs. She came to us desperate. We didn’t change the fiber blend; we changed the spinning method. We moved from a ring-spun with a lower twist multiple to a compact spinning process with an increased twist factor. Compact spinning reduces the hairiness index by about 30-40% by tucking those flyaway fibers back into the yarn structure. We ran the test again: Grade 4.5 at 5,000 rubs. The result? She placed a 15,000-meter order without hesitation. If you want to dive deeper into the mechanics of compact versus ring spinning and see how it affects fabric surface morphology, this deep dive on how to minimize fiber migration in compact spun yarns for knitwear is a great reference from a textile engineering blog. Also, check out this industry forum discussion on real world pilling test comparisons between ring and compact cotton.
Does Fabric Weight Guarantee Less Pilling in Winter Coats?
There’s a myth out there that a heavier fabric—let’s say a 400 GSM wool coating—automatically means it won’t pill. That’s not true. I’ve seen heavy, cheap tweed look like a shag carpet after one season. Weight is a factor, but only because heavier fabrics tend to use thicker yarns. Thicker yarns can hide more sins because the pill is small relative to the yarn diameter. However, if that thick yarn is made of short-staple recycled wool fibers with no twist, it’s just a heavy pile of loose fiber waiting to happen.
The real metric you need to ask about is Fiber Length (Hauteur for wool, Staple Length for cotton). This is non-negotiable. For a coat that needs to survive rubbing against a leather bag strap for six months, you want wool fibers over 65mm. You want long-staple cotton (like Supima or Egyptian) with a fiber length over 35mm. Short fibers (under 22mm for cotton) are the primary cause of what we call "immature pilling." These are the fibers that don’t even wait for abrasion; they just float to the surface during knitting because they aren’t anchored in the yarn core.
At Shanghai Fumao, our QC team uses a comb sorter to check fiber length distribution on every incoming bale of premium fiber. If the percentage of short fibers (the "noil" in worsted processing) exceeds 8%, we reject the lot for any application that requires surface abrasion resistance. You can have a 500 GSM fabric that pills like crazy if it’s full of short fiber waste. Conversely, a tightly woven 200 GSM gabardine made from long-filament polyester might never form a pill in its entire life. So, when specifying a winter coat, ask your mill: "What is the average fiber length, and what is the coefficient of variation (CV%) of that length?" That’s the question that separates the pros from the amateurs. For more context on fiber specifications, you might look at this guide on understanding wool micron and staple length for durable outerwear, and this supplier blog explaining how to read a cotton classing report for short fiber content.
Which Weave Structures Naturally Reduce Pilling Risk?
Let’s move from the yarn to the loom. This is where we can actually design durability into the fabric blueprint. If you’re a designer, you love a loose, lofty weave because it drapes like a dream. But if you’re the one dealing with returns, you hate it. The structure of the fabric determines how much "freedom" the yarn has to move. When yarns rub against each other (fiber-to-fiber abrasion), they create pills. When yarns are locked down tight by neighboring yarns, they can’t rub as much. It’s like the difference between a mosh pit (loose weave) and a packed subway car (tight weave). In the subway car, you can’t move your arms enough to get into trouble.
Plain weave is the champion of anti-pilling structures. Warp and weft cross over and under every single time. It’s the tightest, most restrictive cage for yarn. That’s why a good quality poplin shirt rarely pills compared to a flannel shirt, even if the flannel feels thicker. Twill weaves (denim, chinos) are also excellent because the diagonal rib packs the yarns close together. The real danger zone is Floats. A satin weave has long floats—the weft skips over 4 or more warp yarns before interlacing. That long, exposed section of yarn is a highway for abrasion. It snags on jewelry, zippers, and other fabric surfaces. Knits are even trickier. A tight interlock knit is far better than a single jersey knit because the double-knit structure hides the vulnerable loops inside the fabric.

Does Brushed or Fleece Finish Cause More Pilling?
Yes. A thousand times, yes. And I say this as someone who sells a ton of brushed fabric. The process of raising the nap—whether it’s a peach skin finish on a woven or a fleece finish on a knit—involves literally tearing the surface of the yarn with wire brushes. We are intentionally pulling out those short, loose fibers to create the soft hand feel. It’s a controlled destruction of the yarn surface. The problem is that after we do that controlled raising, the fabric continues to release fibers during consumer use.
The key differentiator is how we do the brushing and what we do after the brushing. At our cooperative finishing plants, we have two critical steps that separate a high-quality fleece from a fast-fashion one. First, Multi-Stage Suction. Right after the raising rollers, we have high-powered vacuum slots that suck away the loose fiber debris. If you skip this or use low suction to save energy, you’re just gluing that loose fiber back onto the fabric with softener. That loose fiber will form pills instantly. Second, Bi-Polishing or Shearing. We run the fabric through a shearing cylinder that cuts the raised nap to a precise, uniform height. An uneven nap creates "high spots" that catch on other surfaces and roll into balls.
Here’s a specific process adjustment we made in March 2024 for a Canadian loungewear brand. They were buying a 65/35 Poly/Cotton three-thread fleece. Pilling was Grade 2. We switched the raising wire from a 24-point card clothing to a finer 30-point wire. This creates more, smaller loops in the nap instead of fewer, larger loops. Then we increased the vacuum pressure by 15% and added a second shearing pass. The result? The fabric felt softer to the touch (because of the finer loops) and the pilling jumped to a solid Grade 4. It cost about 2% more in processing, but the brand’s return rate dropped by over 10% on that SKU. For an external perspective on mechanical finishing, this article on how different raising roller wire configurations affect fabric surface integrity is quite thorough. Additionally, this discussion on a textile forum provides some practical tips on reducing pilling on brushed polyester fleece blankets.
Why Do High-Twist Fabrics Feel Different But Last Longer?
This circles back to that trade-off between "hand feel" and "performance." A high-twist fabric, especially in cotton or wool, has a crisper, drier hand. It doesn’t have that slimy, slick softness of a low-twist yarn drenched in silicone softener. When designers touch it for the first time, they often say, "This feels stiff." And I always reply, "Give it one wash. The sizing and tension relax, but the structure stays." That’s the magic.
The reason it feels different is because the fibers are under tension. They are pre-stressed. When you apply that tension during spinning, you increase the Packing Density of the yarn cross-section. This makes the yarn harder to compress and harder to abrade. It’s like the difference between a marshmallow (low twist) and a gummy bear (high twist). You can rub a gummy bear against a table all day and it won’t shed sugar crystals. You touch a marshmallow once and it leaves a trail.
We do a simple demo for customers visiting our Keqiao showroom. We take a swatch of standard 40s single jersey and a swatch of high-twist 40s single jersey. We rub them both against the corner of our wooden sample table 20 times. The standard swatch is visibly fuzzy. The high-twist swatch is just… shiny. The fibers are burnished, not broken. This is why high-twist yarns are essential for performance menswear shirting and travel blazers. They are naturally wrinkle-resistant and pill-resistant without relying entirely on a chemical finish that washes out. If you are sourcing for a brand that markets "durability" or "travel ready," you should specify a Twist Multiplier (TM) of at least 3.8 for cotton and 4.2 for worsted wool. This technical note on calculating twist multiplier for different yarn counts and end uses breaks down the math behind the handle.
How Can Chemical Finishing Stop Pilling Without Toxins?
Now we get into the lab coat stuff. There is a huge misconception that "anti-pilling" means spraying the fabric with some kind of toxic plastic coating. That’s old technology and, frankly, it ruins the breathability of natural fibers. Modern anti-pilling chemistry is much smarter and, if you’re working with a mill that cares about exports to the EU, it’s incredibly safe and eco-certified. We aren’t coating the fabric; we are modifying the surface of the individual fiber to change its friction coefficient and bending stiffness.
The two main weapons in our arsenal are Enzymes (Bio-Polishing) and Polymer Resins. Enzymes are my personal favorite for cotton and Tencel. We use a cellulase enzyme that literally eats the tiny micro-fuzz protruding from the yarn surface. It’s like giving the fabric a microscopic lawn mowing. The enzyme is specific to cellulose; it doesn’t attack the strong core of the fiber. The process is done in the dyeing machine with precise control over pH (around 4.5-5.5) and temperature (around 50-55°C). You have to kill the enzyme with heat or high pH after the process, otherwise it just keeps eating the fabric until it turns into a weak rag. (I learned that lesson the hard way in 2018 when a batch of expensive Tencel sheeting lost 30% of its tensile strength. That’s a mistake you only make once.)
For synthetics like polyester fleece, enzymes don’t work. Here we use a very soft, water-based acrylic or polyurethane resin. This resin creates microscopic "spot welds" at the base of the fibers. It glues the short fibers to the yarn core just enough to keep them from migrating out, but not so much that the fabric feels like cardboard. The trick is the Glass Transition Temperature (Tg) of the resin. If the Tg is too high, the fabric cracks and feels crunchy. If it’s too low, the resin is sticky and attracts lint. Finding that sweet spot is the art of chemical finishing.

What Is Bio-Polishing and When Should You Request It?
Bio-polishing is not a default service at most cheap mills because it costs money and time. It’s an extra step in the dyeing cycle—usually adding 45-60 minutes to the process. But if you are making a high-end jersey t-shirt that you want to look smooth after 20 washes, it’s non-negotiable. You absolutely must request it. If you just say "anti-pilling finish," some mills might use a cheap cationic softener that washes out in two cycles. You need to specify "Cellulase Bio-Polishing" on your purchase order.
The beauty of bio-polishing is that it’s a permanent change. The enzyme has physically removed the short fiber ends. They aren’t coming back. The resulting fabric has a much cleaner surface, deeper color (because less fuzz means less light scattering), and a softer, silkier hand feel. It also drastically reduces the tendency to form those little white "fuzz balls" in the first wash.
For anyone sourcing how to achieve permanent pilling resistance in GOTS certified organic cotton jersey, bio-polishing with a GOTS-approved enzyme is the only real mechanical/chemical solution that aligns with organic certification standards. The fabric comes out of the machine looking like it’s already been washed and loved for years, but without the weakness. You can read more about the specifics of this process in this technical guide on optimizing cellulase enzyme treatment for organic cotton knitwear to prevent pilling. Also, this community wiki provides a decent overview of how bio-polishing affects hand feel and surface clarity of textiles.
Are Pilling-Resistant Coatings Safe for Sensitive Skin?
This is the question I get most often from babywear and underwear brands. And rightly so. If you’re putting fabric against a baby’s cheek, you don’t want a chemical film. The answer is nuanced. First, Oeko-Tex Standard 100 Class 1 certified anti-pilling resins are considered safe for infant wear. They are extensively tested for formaldehyde (which should be non-detectable) and heavy metals. However, the "feel" is different. A resin-treated fabric can feel slightly less breathable initially, though this effect diminishes significantly after the first wash.
For sensitive skin, I always steer clients toward mechanical solutions first—high twist and compact spinning. If we must use a resin on a synthetic fleece (because polyester simply won’t behave without some help), we use a formaldehyde-free self-crosslinking acrylic. These are more expensive but they don’t off-gas and they wash out very slowly over the life of the garment. They also have the benefit of improving the colorfastness of the fabric by locking the dye molecules inside the resin matrix.
Here’s a specific instance: In September 2024, a Russian children’s wear brand needed a printed polar fleece for snowsuits. They were terrified of both pilling and skin irritation. We sourced a fleece base from our partner mill that used Repreve recycled polyester with a specific anti-pilling cross-section (a trilobal shape that resists fiber migration better than round polyester). We then applied a C6-free DWR (durable water repellent) that also acted as a mild anti-pill binder. The fabric passed Class 1 Oeko-Tex and withstood 10,000 Martindale rubs with a Grade 4-5 rating. The key was the combination of a physically modified fiber and a safe, water-based chemistry. This external link discusses how to evaluate Oeko-Tex certificates for textile chemical finishes. You might also find this forum post useful about real world experiences with anti-pill fleece and skin sensitivity in kids wear.
What Sourcing Habits Prevent Pilling Issues from China?
Look, I’m going to be blunt here. Most of the pilling problems I see from American and European buyers aren’t because Chinese mills can’t make good fabric. It’s because the buyer’s purchasing habits and communication style force the mill to cut corners. You can’t demand the absolute lowest price and the fastest lead time and expect premium anti-pilling performance. The manufacturing triangle is real: Cheap, Fast, Good. You get to pick two. If you pick Cheap and Fast, you’re going to get fabric that pills. It’s that simple.
The number one habit you need to break is relying solely on the "Hand Loom" sample. That tiny 10×10 swatch is made on a small, slow machine with perfect tension. It never represents the bulk production running at 30 RPM on a high-speed circular knitting machine. You must, must, must request a Bulk Production Sample from the actual machine that will run the order. Even if it costs $200 for the greige and dye setup. Pay it. That $200 has saved me from million-dollar mistakes. I can’t tell you how many times a buyer has said, "But the hand loom felt so soft!" and I have to reply, "Yes, but the bulk fabric is pilling because the high-speed needles damaged the yarn." When you plan your sourcing calendar, you need to factor in the fabric production lead time peaks in China’s textile manufacturing hubs if you want to avoid rush jobs that skip quality control.

How to Write a Bulletproof Pilling Spec for Suppliers?
If your spec sheet just says "Fabric must not pill," you might as well write "Please send me whatever you have lying around." You are inviting problems. A bulletproof spec is specific and uses internationally recognized testing standards. I advise all my clients to include this exact block of text in their PO contracts:
Performance Requirement:
Abrasion Resistance / Pilling:
Test Method: ISO 12945-2 (Martindale Method) or ASTM D4970.
Specification: Minimum Grade 4 at 5,000 rubs. No single test result below Grade 3-4.
Conditioning: Samples to be tested after 3 home launderings per AATCC LP1-2021.
See the difference? I’m not just asking for "no pilling." I’m telling them exactly how I’m going to test it and after how many washes. This removes all ambiguity. If the mill knows you’re going to wash the fabric and rub it 5,000 times, they are going to think twice about using that cheap, low-twist yarn.
Secondly, you need to specify the Yarn Count and Twist Multiple. Don’t just say "30s Cotton." Say "30/1 Ne Ring Spun Combed Cotton, T.M. 4.0." This is the language of the mill floor. When they see that T.M. 4.0, the production manager knows immediately that you want a durable, crisp fabric. If you just say "soft cotton," they’ll give you T.M. 3.2 and you’ll be crying in six months. This guide on how to properly write textile quality specifications for overseas production is a great resource for building your own library of specs. And this checklist for verifying fabric quality before shipment from Asian mills is worth bookmarking.
Why Does Fast Production Lead to Pilling in Knits?
This is a dirty little secret of the industry. When you push for a 15-day turnaround on a knitted order, you force the mill to skip the most critical step for pilling prevention: Relaxation. Yarn is under massive tension when it’s knitted. It’s like a stretched rubber band. If you dye and finish it immediately, you set that tension into the fabric structure. When the end consumer washes it, the fabric tries to relax back to its natural state. This shrinkage pulls the yarns tighter, forcing the short fibers to pop out like a bad haircut. That’s why a cheap, rushed t-shirt pills after the first wash, even if it looked smooth on the hanger.
A proper knitting routine requires 24 to 48 hours of relaxation in a controlled humidity environment (65% RH) after knitting and before dyeing. This lets the yarn "settle." It also requires Compacting—a mechanical process that overfeeds the fabric into a steam blanket to pre-shrink it and set the stitch density. Rushed orders skip the relaxation and often run the compactor at too high a speed.
At Shanghai Fumao, we simply refuse to cut this corner, even if it costs us the order. We tell customers: "You can have it in 15 days, but it will pill. Or you can have it in 22 days, and it will last." Most of the smart ones choose 22 days. They’ve been burned before. A slower production cycle allows for natural yarn conditioning which significantly reduces the hairiness index of the final fabric. If you want to understand the science behind fabric relaxation, this article explains why fabric relaxation before wet processing is critical for knit dimensional stability.
Conclusion
So, where does this leave us? Pilling is a complex equation with many variables, but it’s not a mystery. It’s a solvable engineering problem. You can mitigate it by choosing longer fibers, specifying tighter twists (look for that T.M. number!), avoiding loose weave structures with long floats, and understanding the difference between a surface coating and a permanent enzyme treatment. Most importantly, you can prevent it by changing the way you communicate with your supply chain. Be specific in your specs. Be realistic with your lead times. And value the expertise of a mill that tells you "no" when you’re about to make a bad decision.
At Shanghai Fumao, we’ve spent two decades building our reputation not on being the cheapest yard in Keqiao, but on being the most reliable. We help you sleep better at night because we make sure your customers aren’t waking up to a sweater covered in fuzz balls. Whether you’re a startup launching your first knit collection or a major brand needing a re-engineered fleece program that won’t bounce back with complaints, we have the lab, the looms, and the know-how to get it right the first time.
If you’re tired of playing the guessing game with pilling and want to develop a fabric that actually looks as good on month twelve as it does on day one, let’s talk specifics. You can reach out directly to our Business Director, Elaine, to discuss your current projects or get a quote on a new development. She’s been in this industry long enough to know exactly what questions to ask you to make sure we nail the quality.
Drop Elaine an email at: elaine@fumaoclothing.com. Let’s build something that lasts.








