

Let me tell you about a phone call that still makes my stomach turn. It was 2022. A client from Los Angeles—great guy, built a nice streetwear brand—called me in a panic. He had just received 8,000 yards of custom fleece from another supplier. The color was perfect. The weight was perfect. But when his cutting room spread the first roll, they found a Needle Line. A thin, vertical stripe of distorted loops running the entire 60-yard length of the roll. It was subtle. You had to hold it up to the light just right. But it was there. On every single roll. The supplier’s response? "That’s within commercial tolerance. You can cut around it." He couldn’t cut around it. It was continuous. He lost the whole shipment. $25,000 in fabric. $15,000 in lost cutting room labor. His launch was delayed by 9 weeks.
That’s the moment I decided that at Shanghai Fumao, we would never let a correctable flaw leave the mill if we could help it. Here’s the truth about fabric manufacturing: Flaws happen. Yarn breaks. Needles bend. Tension drifts. The difference between a cheap mill and a professional operation isn’t the absence of flaws. It’s the Mending and Grading process that happens before the fabric ever hits the cutting table.
A significant percentage of "substandard" fabric can be salvaged with the right techniques, the right equipment, and a trained eye. It’s not about hiding defects. It’s about repairing the structure of the textile so it meets the 4-point grading system and functions perfectly in a garment. Let me walk you through the exact mending and inspection protocols we use at Shanghai Fumao. This is the stuff that saves our clients thousands of dollars and weeks of heartache.
How Do You Identify Correctable vs Non-Correctable Fabric Defects?
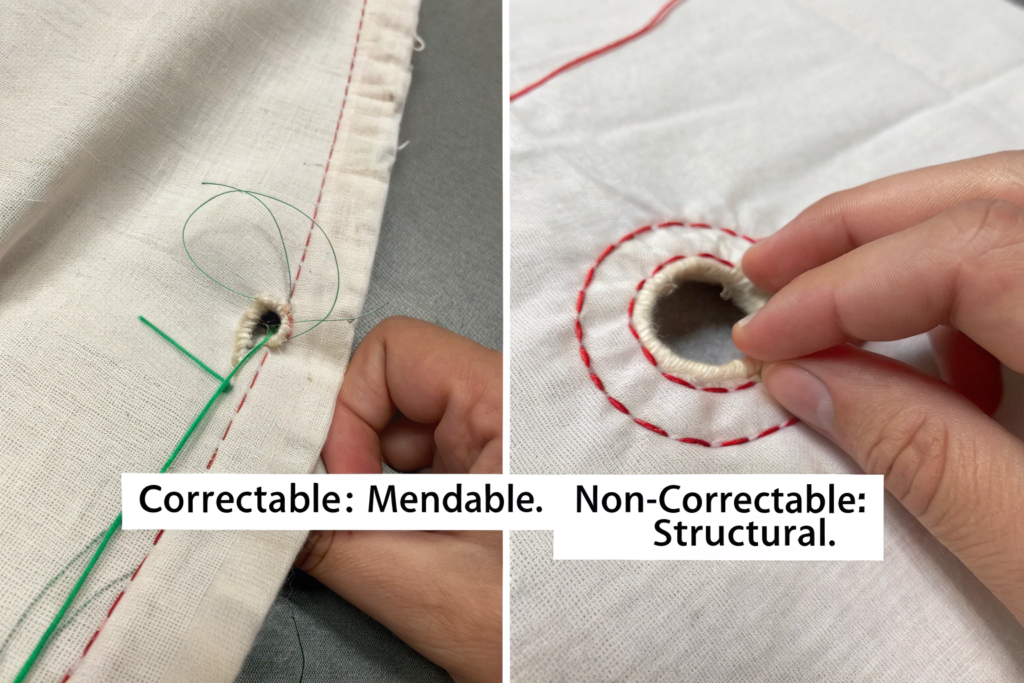
Before we fix anything, we have to decide if it’s Worth Fixing. And more importantly, if it’s Physically Possible to fix. In our CNAS-accredited lab and on our inspection tables at Shanghai Fumao, we categorize every defect that slips past the loom or knitting machine into two buckets: Surface/Yarn Defects and Structural Defects.
This is the first lesson I teach new QC inspectors. You can fix a Broken Yarn. You cannot fix a Broken Machine Setting. If the loom has a bent reed, every inch of that 2,000-meter roll will have a repeating warp line. That fabric is Condemned. You can’t mend a pattern. You can only relegate it to "B-Grade" or "Rag." But if a single shuttle of weft yarn broke and left a missing pick for 3 inches, that’s a Localized Defect. That’s a candidate for mending.
The economic decision also matters. If a roll has 20 correctable defects in 50 yards, the labor cost to mend it exceeds the value of the fabric. We cut that section out and sell the remainder as Short Lengths. Let’s look at the specific flaws where a needle and a steady hand can actually save the roll.
What Is a Mendable Float or Missing Yarn in Woven Fabric?
This is the most common and most successfully repaired defect in woven fabric. A Float happens when a warp yarn (the lengthwise yarn) fails to interlace with the weft yarn (the crosswise yarn) for a short distance. It sits on top of the fabric instead of being locked inside. A Missing Pick is a small gap where the weft yarn is completely absent for an inch or two.
The Mending Technique (The "Weaver’s Knot"):
- Locate the Ends: The inspector uses a backlit table. The float glows like a bright line. They use a Seam Ripper or a fine needle to gently lift the floating yarn.
- Thread a Needle: They take a length of Matching Yarn (pulled from the selvedge of the same roll) and thread a fine, blunt-tipped Mending Needle.
- Re-Weave the Pattern: This is the skilled part. The mender manually follows the Over/Under sequence of the specific weave (Plain, Twill, Satin). They weave the new yarn into the gap, mimicking the path of the missing thread.
- Secure the Ends: They leave a tiny tail on the backside of the fabric. It’s not cut flush—that would cause it to pull out. It’s left about 0.5cm long.
The Result: Under normal lighting and from a distance of 3 feet, the mend is Invisible. On the backside, you see a tiny loop of yarn. Does it affect the garment? No. It’s structurally sound. It washes fine. It passes the 4-point system.
At Shanghai Fumao, we allow a maximum of 3 Mended Flaws per 50 Yards on a Grade A roll. More than that, and it’s downgraded to Grade B, even if the mends are perfect. The cost of cutting around multiple mends slows down the garment factory too much. For a deeper dive into the technical side of weave structures, this is a great resource: understanding warp and weft floats and how to repair them in woven fabric. And for a visual guide, this demonstration of hand-mending techniques for missing picks and ends (a common search on textile forums) is very helpful.
Can You Repair Needle Lines and Drop Stitches in Knits?
Knits are trickier. A woven fabric is a grid. A knit fabric is a series of interconnected loops. If you cut one loop, the whole column can Run (ladder). This makes mending knits much more specialized.
Scenario 1: The Drop Stitch (Hole).
This is a hole where a needle failed to catch the yarn. There’s a visible hole surrounded by loose loops.
- Correctable? Yes, but only by a Linking Machine.
- The Fix: We don’t hand-sew knits. We use a small, specialized Linking Machine. It’s like a miniature version of the knitting machine. The operator hooks the loose loops onto the points of the machine, and it Re-Knits the missing stitch column.
- The Tell: A linked mend on a solid jersey will look like a tiny Seam on the backside. On the face, it’s nearly invisible. On a fine gauge fabric (like 28GG), it’s undetectable. On a heavy gauge (like 7GG sweater knit), you can see a slight irregularity.
Scenario 2: The Needle Line.
This is a vertical line of distorted or tight loops. It’s caused by a damaged or dirty needle.
- Correctable? No. This is the one I told you about in the intro. You cannot "unknit" a needle line. The yarn has been stretched and permanently deformed. You must cut around it or reject the roll. I have seen factories try to "stretch" the fabric on the tenter frame to hide a needle line. It works for about 10 minutes. Then the customer washes the t-shirt, the yarn relaxes, and the line comes back. This is a Latent Defect and it is the #1 cause of chargebacks in the knit industry.
I always tell my Shanghai Fumao knitting managers: "If you see a needle line, stop the machine. Change the needle. Cut the bad fabric out on the floor. Don’t let it roll up." It’s cheaper to waste 2 yards on the knitting floor than 200 yards in the customer’s cutting room. This is a technical overview of the problem: how needle lines and drop stitches occur in circular knitting and methods of prevention. And this guide to understanding knit fabric defects and their impact on garment quality is excellent.
How Does the Fabric Grading System Determine Fixable Issues?
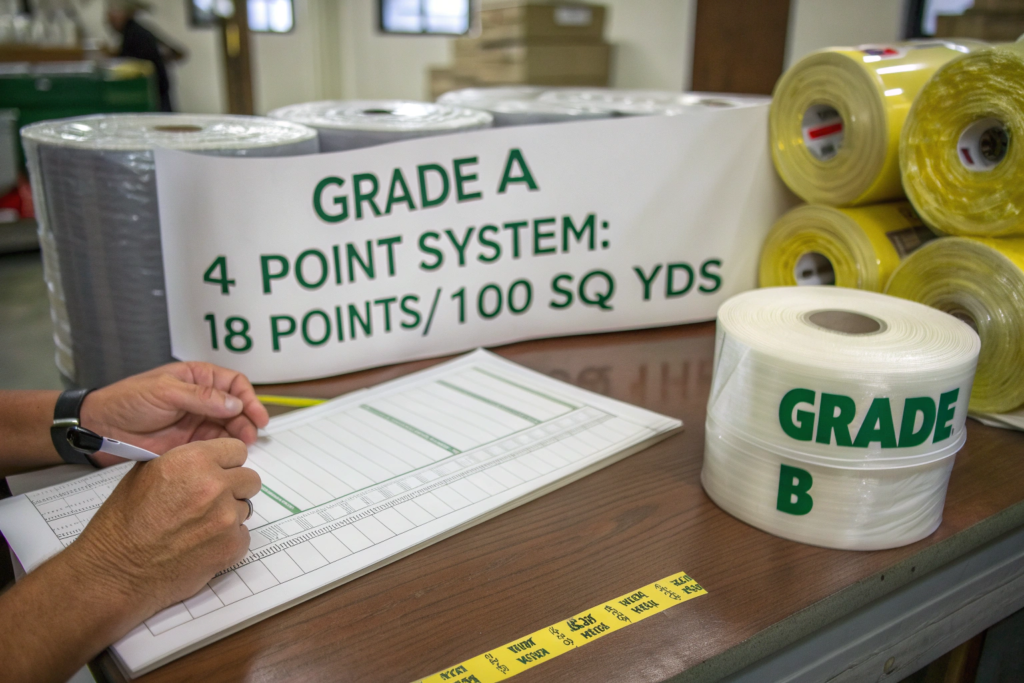
We don’t mend fabric just to be nice. We mend it to Upgrade the Grade. The global language of fabric quality is the 4-Point System (ASTM D5430). This is the standard that determines if a roll is "First Quality" (Grade A) or "Seconds" (Grade B).
Here is a quick refresher on how points are assigned:
- 1 Point: Defect up to 3 inches.
- 2 Points: Defect 3 – 6 inches.
- 3 Points: Defect 6 – 9 inches.
- 4 Points: Defect over 9 inches, or ANY Hole.
The Math of Salvage:
- Roll Length: 100 Yards.
- Acceptable Limit: 20 Points per 100 Square Yards (Standard for US Apparel).
- Scenario: A roll has one 6-inch Float (2 Points) and one 8-inch Hole (4 Points). Total = 6 Points.
- Decision: The mender spends 3 minutes fixing the float (reduces points to 0). The linking machine spends 5 minutes fixing the hole (reduces points to 0). The roll is now Zero Defect Points. It goes from "Marginal Pass" to "Premium Pass."
The labor cost of that mending was $0.25. The value difference between Grade A and Grade B fabric is 30-40% . That’s the pure economic logic of a good mending department.
What Is the 4-Point System and How Does It Guide Mending?
The 4-Point System isn’t just for final grading. At Shanghai Fumao, we use it Inline during the inspection process to decide in real-time whether to mend or scrap.
The Inspector’s Flowchart:
- Inspect 10 Yards. Count the points.
- If Points < 10 (Projected Rate): The roll is generally clean. Any isolated defects found are Mended Immediately. We put a red sticker on the selvedge at the defect, the mender fixes it, we re-inspect the spot.
- If Points > 30 (Projected Rate): The roll has a systemic issue (e.g., repeating barre, multiple holes). Stop Inspection. The roll is rejected or downgraded. We do not waste labor mending 40 individual defects in 100 yards. That fabric is sold as Jobber Goods.
- The "Hole" Rule: Any hole, regardless of size, gets 4 Points. But if we can link the hole Perfectly, it becomes a Zero Point defect. However, we must map it. We put a Silver Sticker on the selvedge. This tells the garment cutter: "There was a mended hole here. Use this 12-inch section for a collar or cuff, not a main body panel."
I had a client making high-end yoga wear. They found a silver sticker on a roll of our Supplex. They cut the sleeve out of that area. The mended hole was hidden in the seam allowance. Zero waste. Zero customer returns. That’s the power of transparent mapping. This is the official standard document: ASTM D5430 standard test method for visually inspecting and grading fabrics. And for a practical application guide, this how-to on implementing the 4-point system in a fabric warehouse is very clear.
Why Should You Specify AQL Limits for Mended Defects?
This is a nuanced conversation you need to have with your supplier. Even a "Grade A" roll can have Mended Defects. The question is: How many is too many?
You need to specify an AQL (Acceptable Quality Limit) for Mended Defects. If you don’t, the factory might send you a roll that’s technically Grade A (low point count) but looks like a patchwork quilt of mends.
The Shanghai Fumao Standard (Specify This in Your PO):
- Major Defects (Holes, Tears): Zero Tolerance. Even if mended, we do not allow more than 1 Mended Hole per 50 Yards.
- Minor Defects (Floats, Missing Yarn): AQL 2.5. In a 100-yard roll, we allow up to 3 Mended Flaws.
- Mapping Requirement: All mended defects Must Be Marked with a removable sticker on the selvedge.
The AQL Table Logic:
If you say "AQL 2.5 for Minor Defects," it means in a random sample of 200 yards, you accept finding up to 10 minor defects. If the inspector finds 11, the Entire Lot Fails, even if every single one was mended. This prevents the factory from getting lazy and saying, "Oh, we’ll just mend it later." It forces them to fix the root cause of the floats (e.g., clean the loom reeds).
I had a European client who was finding 6-7 mended floats per roll from a previous supplier. Technically the fabric was "Grade A." Practically, his cutters were spending 20 minutes per roll peeling off stickers and adjusting the marker. His labor cost went up. We adjusted our internal spec for his orders to "Max 2 Mended Flaws per 50 Yards." It made our weavers more careful. It solved his cutting room problem. This is a foundational resource: understanding AQL sampling tables and how to apply them to fabric inspection. And for the specific issue of mapping, this guide to communicating defect mapping requirements to textile suppliers is essential.
What Inline Adjustments Prevent Flaws During Weaving and Knitting?
The best way to fix a fabric flaw is to prevent it from ever happening. Mending is a band-aid. Inline Process Control is the immune system. At Shanghai Fumao, we invest heavily in two specific technologies on our looms and knitting machines: Yarn Clearers and Tension Monitoring. These devices stop the machine the millisecond something goes wrong.
I want you to understand these technologies because they directly impact the quality of the fabric you receive. A mill without yarn clearers is a mill that produces fabric full of Slubs (thick lumps) and Thin Places. And those defects are almost impossible to mend invisibly. They require cutting out sections of fabric, which reduces your yield.

How Do Yarn Clearers and Tension Sensors Stop Defects?
A Yarn Clearer is an electronic eye. As the yarn flies from the cone into the knitting machine at 600 meters per minute, it passes through a sensor. That sensor measures the Diameter of the yarn 10,000 times per second.
The Reaction:
- If a Slub is Detected: The sensor says: "This yarn is 30% thicker than normal." Within 0.001 seconds, a Blade cuts the yarn. The machine stops. A red light flashes. The operator walks over, removes the bad 2-inch section of yarn with the slub, ties the ends together with a Weaver’s Knot, and restarts the machine.
- If a Thin Place is Detected: The sensor says: "This yarn is 20% thinner than normal." It cuts the yarn. It stops the machine.
Without a Yarn Clearer: That slub and that thin place get knitted into the fabric. The slub looks like a bump. The thin place looks like a weak, translucent spot. The fabric makes it all the way to your cutting table. You see the bump. You can’t fix it. You have to cut it out.
Tension Sensors do the same thing for Stretch. If the yarn is being pulled too tight (causing a needle line or tight stripe), the sensor alerts the operator to adjust the feed rate.
We have these on every single knitting machine at Shanghai Fumao. Yes, it slows down production slightly (the machines stop more often). But the First Quality Yield goes up by 8-10%. That’s a massive saving in wasted fabric and labor. For a technical look at the equipment, this is a good overview: how electronic yarn clearers work to improve knitted fabric quality. And this explanation of yarn tension control systems in weaving and knitting is very informative.
Why Does Loom Speed Affect the Rate of Fabric Flaws?
(This is where I have to be honest about a dirty industry secret.) You want your fabric fast. The factory wants to make money fast. So they Crank Up the Speed on the looms and knitting machines.
- Standard Loom Speed (Air Jet): 600 RPM (Revolutions per Minute).
- "Rush Order" Speed: 750 RPM.
That 25% increase in speed makes a huge difference in output per shift. But it also makes a huge difference in Yarn Breakage. At 750 RPM, the stress on the warp yarns is significantly higher. The yarn snaps more often. When it snaps, the machine stops. The operator has to re-thread it. And every time the machine stops and starts, there’s a Start-Up Mark in the fabric. A thin, visible line.
A mill pushing for speed will produce a roll with 15 start-up marks. A mill focused on quality will produce a roll with 4 start-up marks.
My Policy at Shanghai Fumao:
We have a Speed Limit for specific yarns.
- Fine Count Yarns (60s+): Slow Speed. These yarns are delicate. Rushing them causes massive hairiness and breaks.
- Slub Yarns: Slow Speed. The thick-thin variation causes tension spikes at high speed.
- Standard Poly/Cotton: Standard Speed.
I’ve had clients ask me, "Why does the fabric from Mill X feel ‘rougher’ than yours, even though it’s the same yarn spec?" It’s because Mill X ran the loom too fast and abraded the yarn surface. Speed kills quality. It’s that simple. This is a technical analysis of the relationship: the effect of loom speed on yarn breakage rate and fabric quality. And this discussion on optimizing weaving parameters for quality vs productivity touches on the same trade-offs.
How to Fix Shading and Dyeing Inconsistencies Before Cutting?
We’ve talked a lot about physical structure—holes and floats. But what about Color? You can mend a hole. You can’t "mend" a shade variation. If the fabric comes out of the dye machine 5% lighter than the Lab Dip, or if the end of the roll is darker than the beginning, you have a Chemical Problem.
The time to fix shading is Before the Fabric Leaves the Dye House. Once it’s rolled on the tube and wrapped in plastic, it’s too late. The options at your warehouse are limited to Shade Sorting (grouping similar shades) or Return to Mill.
At Shanghai Fumao, we use a process called Shade Banding and Spectrophotometric Correction. We catch the shade drift during the drying process and correct the next batch before it’s dyed.
What Is Shade Banding and How Is It Corrected in Finishing?
Shade Banding is a defect specific to piece-dyed knits. It looks like a horizontal stripe of lighter or darker color. It’s not a weave defect. It’s a Dye Uptake defect. It happens in the dye machine when the fabric rope is not circulating evenly. One part of the rope sits against the cold metal wall of the machine for too long; the dye doesn’t penetrate as deeply.
The Fix (In the Finishing Plant):
You cannot remove shade banding without re-dyeing the fabric (which costs time and money). But you can Mask it.
- The Compacting Process: We run the fabric through a Compactor. This machine uses steam and pressure to shrink the fabric lengthwise.
- The Optical Effect: By compressing the fabric, we increase the Stitch Density (GSM goes up slightly). The fabric becomes thicker. The light has a harder time passing through the fabric. The shade banding, which was visible when the fabric was stretched thin, becomes Much Less Visible when the fabric is dense and relaxed.
- Napping/Brushing: For fleece, we run it through a Napper. The brushed surface raises a fuzzy nap that Obscures the underlying color variations.
I had a batch of "Heather Grey" fleece that had a subtle shade band. We compacted it to max density and gave it a heavy brush. The banding disappeared under the fuzzy surface. The client never knew there was an issue. If we had shipped it as a flat, open-width jersey, they would have rejected it. This is the technical art of finishing. For more detail on the process, this is a good explanation: how compacting and finishing can minimize the appearance of dyeing defects. And for a look at the root cause, this analysis of common piece dyeing defects and their remedies is helpful.
How to Use a Spectrophotometer to Avoid Off-Shade Batches?
This is the high-tech solution that has revolutionized dyeing. In the old days, the dye master looked at the fabric with his eyes and said, "Needs a little more red." It was an art. It was inconsistent.
Today, we use a Spectrophotometer. It’s a camera that sees color as Mathematical Data (Lab Values). (L=Lightness, a=Red/Green, b=Blue/Yellow).
The Shanghai Fumao Color Control Protocol:
- Lab Dip Target: The client approves Lab Dip #3. We scan it. We record the Target Lab Values.
- Bulk Dye Sampling: The fabric comes out of the dryer. We cut a swatch from the Beginning, Middle, and End of the batch.
- The Measurement: We scan the swatch. The computer compares it to the Target Lab Values.
- Delta E CMC: The computer calculates the Delta E. This is the mathematical distance between the target color and the bulk color.
- Delta E < 1.0: Pass. Imperceptible difference. Ship it.
- Delta E 1.0 – 1.5: Warning. We check under the lightbox. If it’s a dark color (Navy, Black), it’s probably okay. If it’s a pastel (Pink, Mint), we might Shade Sort it or ask the client for a concession.
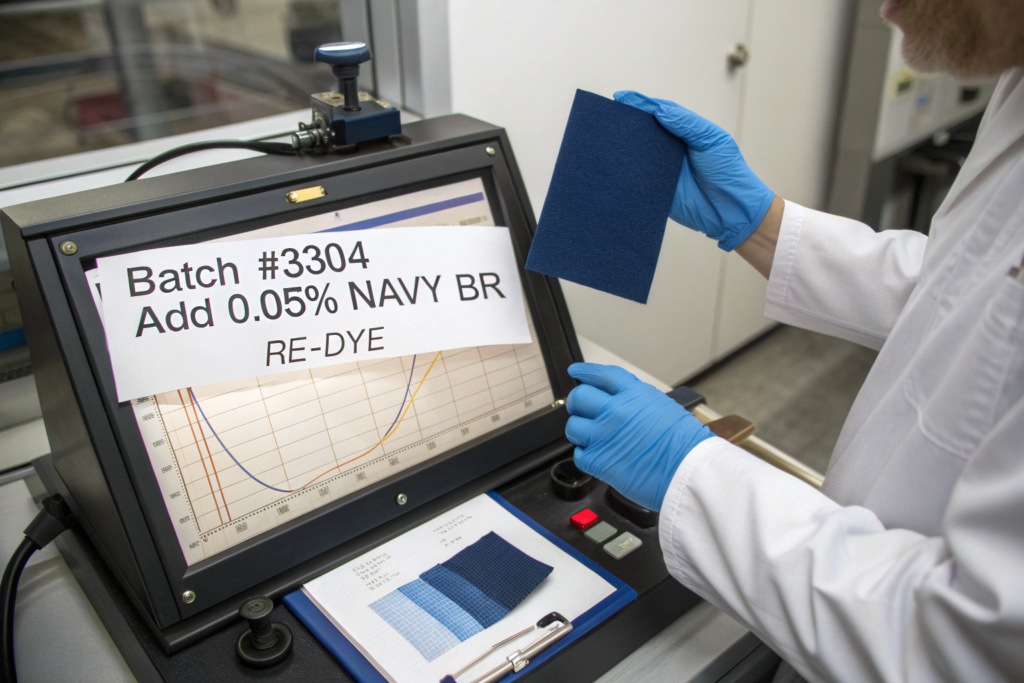
- Delta E > 1.5: Fail. We Do Not Ship. We add a corrective dye formula and Re-Dye the batch. Yes, it costs us $500 in chemicals and time. But it saves you a $5,000 chargeback.
I had a client who ordered a specific "Kelly Green" for a sports team. The spectro showed a Delta E of 1.4—just on the edge. The dye house manager wanted to ship it. I overruled him. "It’s for a team logo. They’ll be under stadium lights. The green will look yellow." We re-dyed it. It added 3 days. The client received perfect fabric. They re-ordered 10,000 yards for the next season. That’s the long game. This is a deep dive into the technology: how spectrophotometers are used for color quality control in textile dyeing. And this explanation of Delta E color tolerances and how to set them for different fabric types is essential reading.
Conclusion
Fixing fabric flaws before mass production is a blend of artisanal skill and industrial discipline. It’s the mender with the steady hand re-weaving a float on a backlit table. It’s the yarn clearer slicing out a slub at 600 meters per minute. It’s the spectro catching a 1.5 Delta E shift that the human eye might miss. And it’s the honest decision to downgrade a roll to Grade B rather than try to hide a needle line with bad finishing.
This process costs money. It requires skilled labor (a good mender is worth their weight in yarn). It requires expensive equipment. It requires a factory culture that values First Quality Yield over Maximum Machine Speed. But this investment pays for itself ten times over in the reduction of returns, chargebacks, and lost cutting room time.
At Shanghai Fumao, we’ve built our reputation on this "Fix It Before It Ships" mentality. We don’t just inspect fabric; we triage it. We decide what can be saved and what must be scrapped. And we’re transparent about both. If a roll has a silver sticker on it, we want you to know why, and we want you to know exactly how to use that section of fabric to avoid waste.
If you’re tired of receiving shipments with surprises hidden in the roll, let’s talk about a quality plan that catches these issues in Keqiao, not in your cutting room. Reach out to our Business Director, Elaine, at elaine@fumaoclothing.com. Let’s make sure your next batch of fabric is as flawless as it can be, before it ever hits the water.








