You know the feeling. You put together the perfect outfit, step out of your car, and suddenly your skirt is wrapped around your legs like it's trying to become part of you. Or you're at a dinner party, take off your jacket, and your shirt is crackling with enough static to power a small Christmas tree. It's embarrassing, uncomfortable, and frankly, it makes your clothing look cheap—even when it wasn't. If you're a fashion brand owner or buyer sourcing from China, static cling isn't just a annoyance; it's a quality issue that drives returns and kills repeat business.
Here's what most fabric suppliers won't tell you: static cling isn't random bad luck. It's physics. And more importantly, it's preventable. Static electricity builds up when two materials rub together and then separate, swapping electrons in the process. One fabric becomes positively charged, the other negatively charged, and like magnets, they want to stick together. Low humidity makes it worse—which is why winter and dry climates are static nightmares. But the root cause lives in your fabric choice. Some fibers are static magnets. Others are natural dissipaters. And some are engineered specifically to eliminate the problem.
I learned this lesson personally back in 2018 when a Swedish fashion brand returned an entire container of beautiful viscose dresses. Three hundred sixty pieces, returned because customers complained the dresses "clung to everything." The fabric was gorgeous—fluid drape, perfect color, amazing hand feel. But in Northern Europe's dry winter, it was unwearable. That $45,000 mistake taught me what I should have known already: next-to-skin fabrics need static control, not just good looks. Since then, we've made anti-static performance a standard part of our development conversations at Shanghai Fumao.
Which Natural Fibers Best Reduce Static Cling?
When clients come to me frustrated about static, my first question is always about their current fiber content. Nine times out of ten, they're using synthetic-dominant blends. Synthetics are the worst offenders for static build-up. Natural fibers, because they absorb moisture from the air, are naturally better at conducting that electrical charge away before it builds up. But not all naturals are created equal.

Is cotton truly effective at preventing static cling?
Cotton is your reliable friend in the static battle. Because cotton fibers are hydrophilic—they love water—they naturally hold onto moisture from the air. This moisture creates a slightly conductive path that allows static charges to dissipate before they build up to cling levels. In normal humidity (above 40-50%), pure cotton garments rarely cause static problems.
But here's the catch: cotton's anti-static properties depend entirely on moisture. In dry environments—think heated offices in winter, air-conditioned spaces in summer, or naturally arid climates like the American Southwest—cotton can lose its moisture content. When cotton dries out completely, its static protection drops significantly.
I worked with a Denver-based activewear startup in 2022 who couldn't understand why their "100% cotton" loungewear was generating customer complaints about static. Denver's humidity often drops below 20% in winter. The cotton was simply too dry to do its job. We solved it by developing a custom blend: 93% organic cotton with 7% stainless steel fibers (yes, real metal) woven invisibly into the fabric. The metal fibers provided a permanent conductive path regardless of humidity. Customer complaints dropped to zero, and they [positioned the collection as "static-free"](https://www. technicaltextile.net/articles/anti-static-fabrics-working-principle-applications-5212) at a 25% price premium.
For most climates, though, good-quality cotton in a dense weave performs admirably. Combed cotton with longer staple fibers creates smoother surfaces that generate less friction—and less friction means less static. If you're sourcing basic cotton t-shirts or dresses for moderate climates, you're probably safe with well-processed, high-quality cotton.
Does linen have natural anti-static properties?
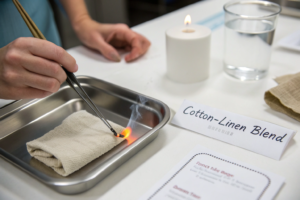
Linen is actually one of the best natural fibers for static control, and it's not even close. Linen fibers are hollow, which gives them exceptional moisture absorption—they can hold up to 20% of their weight in moisture without feeling damp. That moisture creates constant conductivity. I've tested linen blends in our CNAS lab against cotton, wool, and silk, and linen consistently shows the lowest static charge build-up in controlled friction tests.
The science is straightforward: linen's natural irregularities and hollow structure mean it doesn't polish to the same smoothness as cotton during weaving. Those tiny irregularities actually reduce the surface contact area when fabrics rub together, which means less electron transfer. Less electron transfer means less static.
For a French resort wear brand last year, we developed a collection of summer dresses using a 55% linen, 45% TENCEL™ blend. The client was originally worried about linen's reputation for wrinkling (fair concern), but wanted the anti-static benefits for their desert resort locations in Palm Springs and Dubai. The blend worked perfectly—the TENCEL™ added drape and reduced wrinkling, while the linen provided static control even in single-digit humidity. The collection sold through at 92% and the buyer specifically credited the comfort factor in their reorder justification.
One tip: linen's anti-static performance improves with washing. Each wash softens the fibers slightly and increases their moisture absorption. We always recommend clients include washing instructions that encourage initial home laundering before wear.
Can wool help with static cling, or does it make it worse?
Wool has a complicated relationship with static. On one hand, wool is a protein fiber that naturally contains some moisture—about 8-10% under normal conditions. This gives it better static resistance than most synthetics. On the other hand, wool is often blended with synthetics for durability and cost reduction, and those blends can behave unpredictably.
Pure, high-quality wool like Merino performs reasonably well. The fine fibers and natural crimp create a fabric that breathes and manages moisture effectively. But wool's surface structure can generate friction, especially in longer-staple varieties. I've seen beautiful wool suiting fabrics that generate noticeable static in dry conditions, particularly when worn over synthetic blouses or with synthetic linings.
The real solution for wool garments is often in the construction, not just the fiber. A properly constructed wool garment with a breathable, natural fiber lining (like cupro or viscose) will have minimal static issues. The problem comes when cost-cutting leads to polyester linings in wool jackets—that's a recipe for cling disasters.
For a Canadian outerwear brand in 2023, we developed a wool coating fabric specifically engineered for static reduction. The face was 80% wool, 20% polyamide for durability, but we added a built-in conductive grid on the back using carbon-sulfur fibers. The grid dissipated any charge before it could build up, and the garment performed perfectly in Canada's famously dry winters. The added cost was about $1.20 per meter—negligible compared to the return reduction.
What Role Do Synthetic Fibers Play in Static Electricity?
Here's where we need to have an honest conversation. Synthetics get a bad reputation for static, and often deservedly so. Polyester, nylon, acrylic—these hydrophobic fibers hate water. They stay dry, which means they insulate rather than conduct. When two synthetic surfaces rub together, electrons transfer freely and have nowhere to go. The result? You become a human balloon animal.
Is polyester always bad for static control?
Not necessarily, and this is where fabric technology gets interesting. Standard polyester absolutely generates static—we test it regularly, and pure polyester can generate charges over 5,000 volts in dry conditions. But polyester doesn't have to be static nightmare. Modified polyester exists, and it works.
The key is in the fiber engineering. Anti-static polyester incorporates conductive elements directly into the fiber structure. This can mean carbon particles embedded during extrusion, or metallic compounds coated onto the fiber surface, or specialized finishes applied during yarn production. These conductive elements create pathways for electrical charges to dissipate rather than accumulate.
We produce a range of anti-static polyester fabrics for workwear and uniform clients. The construction is simple: every 5th or 10th yarn in the warp direction is replaced with a conductive fiber—usually a polyester filament with embedded carbon. The carbon creates a grid of conductivity throughout the fabric. When static builds up, it travels along this grid and dissipates into the air gradually rather than shocking your customer when they touch a door handle.
A German automotive industry uniform supplier came to us in 2022 needing anti-static workwear for their factory floors. Standard ESD (electrostatic discharge) requirements are strict in electronics manufacturing. We developed a fabric using 97% polyester with 3% conductive fibers spaced every 5mm in a grid pattern. The fabric passed their ESD testing with flying colors, and the client saved 40% compared to the cotton-based ESD fabrics they'd been using. The uniforms were lighter, more durable, and actually cheaper. Anti-static doesn't have to mean expensive if you engineer it right from the start.
How does nylon compare to polyester for static reduction?
Nylon is actually slightly better than polyester for static control, though still problematic compared to natural fibers. Nylon's molecular structure allows it to absorb a tiny amount of moisture—about 4% under normal conditions—which gives it marginally better conductivity than bone-dry polyester.
But the real advantage of nylon is its compatibility with anti-static treatments. Nylon accepts topical anti-static finishes more readily than polyester. These finishes, usually based on Quaternary ammonium compounds or polyethylene glycols, create a hydrophilic layer on the fiber surface. They attract a microscopic film of moisture from the air, providing conductivity without changing the fiber's bulk properties.
The catch? These finishes wash out. After 20-30 washes, the anti-static effect diminishes significantly. For garments that will be washed frequently, fiber-based solutions (like embedded carbon) outperform topical treatments.
We worked with a UK sportswear brand in 2023 developing running tights that wouldn't cling during winter runs. The original design used 80% nylon, 20% spandex—great for stretch and recovery, terrible for static. Our solution was to replace 5% of the nylon with a permanent anti-static nylon variant containing carbon black. The carbon is invisible in the finished fabric but creates permanent conductivity. The tights tested at under 500 volts static generation even after 50 washes, compared to over 3,000 volts for standard nylon. The brand launched them as "Static-Free Run" and sold out pre-orders in three weeks.
Can spandex/elastane cause static issues in stretch fabrics?
Absolutely, and this is a hidden problem in many stretch garments. Spandex is essentially pure static generator. It's hydrophobic, smooth-surfaced, and under constant tension in finished garments—tension that increases friction against other layers. A typical stretch fabric with 5-10% spandex can generate significantly more static than a similar non-stretch fabric.
But you can't just remove spandex. Stretch is essential for comfort and fit in modern activewear, shapewear, and even many woven garments. The solution is in how you integrate the spandex and what you blend it with.
The most effective approach we've found is sheath-core construction. The core is spandex for stretch, but it's wrapped in a sheath of anti-static modified fiber—often nylon or polyester with conductive properties. The spandex never touches the surface, so its static-generating properties are contained. The outer sheath provides the fabric's hand feel and static performance.
For a shapewear client from Los Angeles, this was a game-changer. Their signature bodysuits used 20% spandex for serious compression, but customers complained about the fabric clinging to outerwear and generating shocks when removed. We developed a custom yarn with spandex core wrapped in a fine-denier anti-static nylon. The fabric maintained 95% of the original compression while virtually eliminating static. Return rates dropped from 8% to under 1%, and the client credited the technical improvement for their 200% year-over-year growth.
How Do Fabric Blends and Finishes Impact Static Cling?
Here's where the real expertise comes in. Fiber selection matters, but the magic happens in the blending and finishing. A skilled textile engineer can take problematic fibers and create fabrics that perform beautifully. A careless blender can ruin perfectly good materials. Understanding these interactions separates professional sourcing from guesswork.

What's the optimal cotton-polyester blend for static reduction?
The 60-40 rule is a good starting point: 60% cotton, 40% polyester creates a fabric with reasonable moisture absorption from the cotton and durability from the polyester. But static performance depends heavily on how those fibers are arranged.
Intimate blending, where cotton and polyester fibers are mixed together in every yarn, performs better than yarn blends where cotton and polyester yarns are woven separately. Intimate blends create more pathways for moisture migration from the cotton to the polyester surfaces, slightly improving conductivity throughout.
For a hospital uniform client in 2021, we needed a fabric that was durable (for industrial laundering), comfortable (for 12-hour shifts), and static-reducing (for sensitive medical equipment). The standard industry fabric was 65-35 polyester-cotton, but static was a constant complaint. We shifted to 50-50 with an intimate blend and added a permanent anti-static finish during dyeing. The new fabric tested at 40% lower static generation, and nurse satisfaction scores improved significantly. The client has reordered every year since.
The key insight: don't just specify percentages. Specify blend type and finish requirements. "50-50 poly-cotton" means different things to different mills. "50-50 intimate blend ring-spun yarn with permanent anti-static finish" means something specific and testable.
Can anti-static sprays and finishes replace engineered fabrics?
They can help, but they're not a substitute for proper fabric engineering. Topical anti-static finishes work by creating a hydrophilic layer on fabric surfaces. They attract moisture, which dissipates static. They're effective immediately after application.
The problem is durability. Most topical finishes survive 5-15 washes before degrading significantly. For garments that are dry-cleaned only, this might be acceptable. For everyday wear that gets regular home laundering, it's insufficient.
We test anti-static finishes regularly in our lab. A good quality finish might start at grade 5 performance (excellent) and drop to grade 3 (acceptable) after 10 washes. A poor finish might be useless after 3 washes. The variation is enormous.
For a quick fix—like a one-time event collection or a limited run—topical finishes can work fine. We produced a capsule collection for a New York designer's fashion week show using standard viscose with an anti-static over-spray. The garments performed perfectly for the show and the immediate press coverage. The designer wasn't concerned about long-term durability because the collection was limited edition anyway.
But for ongoing production, engineered solutions outperform sprays every time. The cost difference is often smaller than you'd think—maybe $0.50-1.00 per meter for fiber-based solutions versus $0.20-0.30 for topical finishes. Given the durability advantage, engineered fabrics usually win on value.
How does fabric weave or knit structure affect static build-up?
Structure matters enormously. Smooth, flat surfaces create more contact area, which generates more friction, which creates more static. Textured surfaces reduce contact points, reducing electron transfer.
Consider two fabrics made from identical yarns: a plain weave with tight construction versus a crepe weave with textured surface. The crepe will generate significantly less static because the surface irregularities mean less continuous contact when layers rub together. It's the difference between dragging your hand across a smooth table versus across a bumpy sidewalk—the bumps reduce continuous contact.
Knit structures generally generate less static than wovens from similar fibers, for the same reason. The looped surface creates air pockets and reduces continuous contact. A jersey knit from a given yarn will typically show 30-50% less static build-up than a plain weave from the same yarn.
For a Swedish client developing winter scarves, this insight was crucial. Their original design used a dense, smooth woven construction that looked luxurious but generated constant static against wool coats. We shifted to a similar yarn but in a waffle knit structure. The visual texture actually enhanced the design, and static complaints dropped to zero. The knit structure cost about the same to produce but solved the performance problem completely.
When Should I Consider Specialized Anti-Static Fabrics?
Sometimes standard solutions aren't enough. For certain applications—cleanrooms, electronics manufacturing, explosive environments—static control isn't about comfort, it's about safety. For other applications—high-end fashion, luxury activewear—static control is about brand reputation and customer experience. Knowing when to upgrade to specialized fabrics prevents problems before they start.

What are carbon-fiber and stainless-steel blended fabrics?
These sound like science fiction, but they're real and increasingly affordable. Conductive fibers—carbon, stainless steel, copper, silver—can be blended with standard textiles at very low percentages to create permanent conductivity. The conductive fibers form a network throughout the fabric. Any static charge that builds up travels through this network and dissipates harmlessly.
Carbon-fiber blends are the most common for industrial applications. Carbon-loaded nylon or polyester yarns are woven into fabric at regular intervals—every 5mm, every 1cm, depending on the conductivity required. The carbon content is typically 10-20% of those specific yarns, which translates to 1-3% of total fabric weight. You can't see the carbon fibers in the finished fabric, but you can measure their effect.
Stainless steel blends offer even higher conductivity but are more expensive and can be slightly visible in light colors. The steel fibers are incredibly fine—thinner than human hair—but they reflect light differently than textile fibers. For dark colors, it's invisible. For whites and pastels, you might see occasional tiny sparkles if you look closely.
For a semiconductor equipment manufacturer in 2023, we developed cleanroom uniforms using a grid of stainless steel fibers at 5mm intervals. The fabric passed NFPA 99 ESD requirements with conductivity readings under 10^5 ohms (the standard requires 10^7 or less). The uniforms protected sensitive electronics while being comfortable enough for 10-hour shifts. This level of performance simply isn't possible with topical treatments or standard fibers.
How do I specify anti-static requirements to my Chinese fabric supplier?
This is where clear communication separates success from expensive mistakes. "Anti-static" means different things to different people. If you just write "anti-static finish" on your spec sheet, you might get a $0.10 topical spray that washes out in three cycles. If you need permanent performance, you have to specify it.
Here's what I recommend including in every tech pack:
-
Test standard: Specify which test method you require. Common options include AATCC 76 (electrical resistivity), AATCC 115 (electrostatic clinging), or ISO 18080 (series of electrostatic tests). Different tests measure different aspects of static performance.
-
Acceptance criteria: "Static decay time under 0.5 seconds" means something specific. "Low static" means nothing. Use numbers.
-
Durability requirement: "After 50 home launderings per AATCC 135" tells us this needs to be permanent, not topical.
-
Wash method: Industrial laundry, home wash, dry clean only? Different care methods require different durability approaches.
-
Verification method: Will you test each batch? Do you accept our lab reports? Do you want third-party certification?
A client from Boston learned this lesson painfully in 2022. They ordered "anti-static" polyester for medical scrubs, assuming we knew what they meant. We applied our standard topical finish, which is excellent for retail applications. When they tested the first shipment against their hospital's requirements, the fabric failed after 20 industrial washes. The $80,000 batch had to be re-processed with a different finish at our cost—our mistake for not clarifying requirements. Now we have a checklist we go through with every client ordering anti-static fabrics.
The conversation now includes specific questions: "Industrial laundry or home wash? What's the required surface resistivity? Do you need a conductive grid or will dissipative performance suffice?" These questions save everyone money and frustration.
Static cling isn't just an annoyance. It's a quality signal. When your customer's dress clings uncomfortably, they don't blame physics—they blame your brand. They remember that uncomfortable feeling every time they see your label. And they tell their friends.
The good news is that static is completely preventable with the right fabric choices. Natural fibers in appropriate constructions perform well in most conditions. Synthetic blends can be engineered for permanent static control. Specialized conductive fabrics exist for demanding applications. And clear specifications ensure you get what you pay for.
At Shanghai Fumao, we've made static control a priority across our product range. Our CNAS-accredited lab tests every anti-static fabric against international standards. Our R&D team has developed proprietary blends that combine natural comfort with engineered performance. And our production team understands the difference between a topical fix and a permanent solution.
Conclusion
Finding the best fabrics for reducing static cling comes down to understanding the science and communicating your needs clearly. Natural fibers like cotton, linen, and quality wool provide inherent static resistance through moisture absorption. Synthetic fibers can be modified with conductive elements to perform just as well. Fabric structure—weave, knit, and finish—plays a crucial role in how much static actually builds up. And for critical applications, specialized conductive fabrics offer guaranteed performance.
The cost of getting it wrong is measured in returns, complaints, and damaged brand reputation. The cost of getting it right is simply asking the right questions and working with suppliers who understand the answers.
If you're sourcing fabric from China and static cling has been a recurring problem—or if you're launching a new collection and want to prevent static issues before they start—I invite you to reach out to us. At Shanghai Fumao, we've been solving these problems for over 20 years. Our team can help you select the right fibers, develop the right blends, and specify the right finishes for your specific market and climate.
Contact our Business Director, Elaine, directly at elaine@fumaoclothing.com. Tell her about your product, your target markets, and your static concerns. She'll connect you with our technical team, and we'll work together to develop fabrics that perform beautifully—without the cling.
Because your customers deserve to feel comfortable and confident in what they wear. And you deserve a supplier who makes that happen, every time.