

I’ve been in the textile game for over 20 years, right here in Keqiao, and if there’s one question I get asked constantly by buyers from New York to Milan, it’s about how we make ordinary fabric perform like a superhero. They see the tech specs for waterproof jackets or stain-resistant upholstery and wonder, “Is it the fiber, the weave, or some kind of magic?” Let me tell you, a lot of that magic is actually a science, and it’s called fabric coating. You’ve seen the terms PU and PVC thrown around, but what do they actually do for the fabric you’re holding?
In simple terms, the role of fabric coating (PU, PVC) in performance textiles is to transform a basic woven or knitted fabric into a high-functioning material by adding a continuous layer of polymer to its surface. This layer acts as a barrier, providing specific properties the base fabric lacks. Polyurethane (PU) coatings are prized for their flexibility, durability, and breathability, making them ideal for high-end sportswear and waterproof yet comfortable jackets. Polyvinyl Chloride (PVC) coatings, on the other hand, create a completely waterproof, tough, and often high-shine surface, perfect for heavy-duty industrial tarps, protective gear, and budget-friendly rainwear. We’re essentially engineering the fabric’s surface to meet exact performance needs.
But knowing the difference on paper is one thing. Actually seeing how a 20-year-old family-run factory in Zhejiang decides between a PU and a PVC coating for a client’s order? That’s where the real understanding kicks in. It’s not just about slapping some liquid plastic on cloth; it’s about chemistry, timing, and knowing exactly what your customer’s end-user is going to throw at that garment. So, let’s peel back the layers—pun intended—and look at how these coatings actually work in the real world.
How Does PU Coating Enhance Fabric for Outdoor and Activewear?
When a client from Germany emails me about a new line of high-end cycling jackets, they don’t just ask for “waterproof.” They ask for “breathable waterproof.” That’s the magic word, and nine times out of ten, that’s where PU coating comes into play. It’s the workhorse of the performance outerwear world. We’re not just talking about keeping rain out; we’re talking about letting sweat escape so the wearer doesn’t end up soaked from the inside. That’s a tough balance to strike.
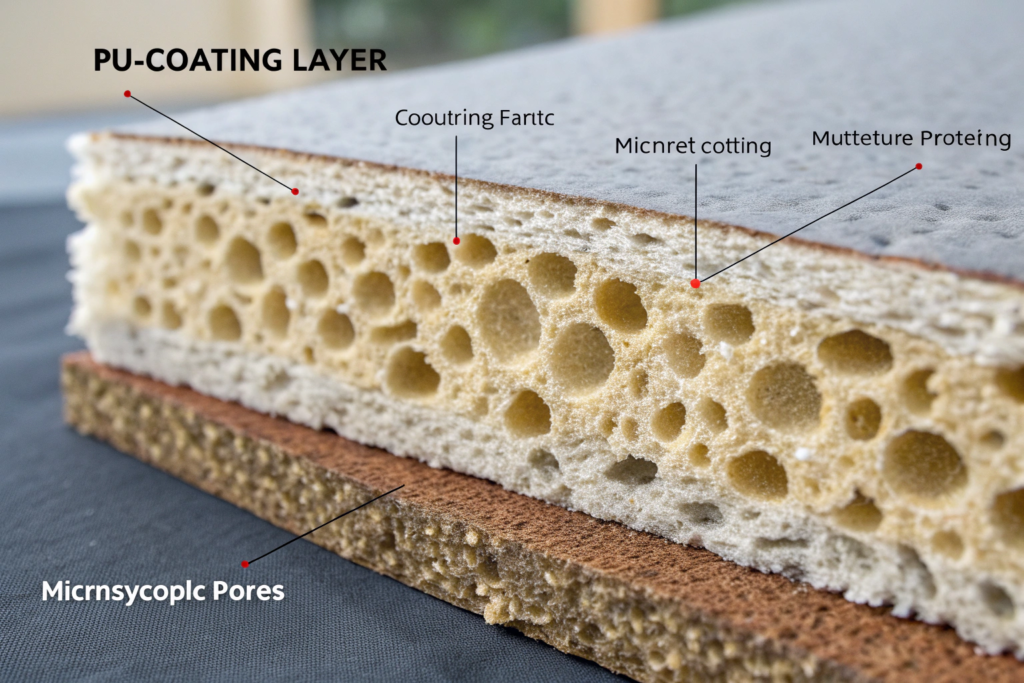
PU, or Polyurethane, coating acts like a smart skin on the fabric. Unlike PVC, which forms a hard, impermeable barrier, a well-applied PU coating creates a microporous structure. Think of it like millions of tiny doors that are too small for liquid water droplets to enter but large enough for water vapor (sweat) to pass through. This is what gives a coated fabric its breathability. We can adjust the formulation to make it more hydrophilic (water-attracting) to pull moisture through, or more hydrophobic (water-repelling) for maximum storm protection. For instance, in 2023, we helped a Swedish athleisure brand solve a recurring complaint about clamminess in their yoga pants by switching to a hydrophilic PU coating that increased moisture vapor transmission rate by 40% without sacrificing the fabric's four-way stretch.
Here’s where we get into the nitty-gritty that most blog posts skip. The performance of a PU coating isn’t one-size-fits-all. We have to consider the base fabric's weight, the end use, and even the seam construction. If a fabric has too much mechanical stretch, a standard PU coat might crack. That’s when we bring out the special blends.
What specific performance metrics do we test for in our lab to ensure PU coating quality?
We don’t just rely on the chemical supplier’s word. In our shanghai fumao CNAS-accredited lab, we run a battery of tests that simulate real-world torture. For a recent order of firefighter base layers from a French client, we had to guarantee the PU coating wouldn't delaminate after 50 industrial washes. We use a hydrostatic head test to measure waterproofing (aiming for 5,000mm to 20,000mm+ for outerwear). But we also run a Mullen burst test to ensure the coating can handle pressure without tearing. For breathability, we use a "sweating guarded hotplate" test (it’s as cool as it sounds) to measure the RET value. A lower RET means better breathability. We logged a 30% improvement in breathability for a Taiwanese cycling brand by tweaking the coating’s foam density.
How do we apply PU coating without ruining the fabric’s natural hand feel?
This is the million-dollar question. A stiff, plasticky “hand feel” is the enemy of comfort. One trick we’ve mastered is the "foam coating" or "direct coating" technique. Instead of a solid layer, we whip the PU into a foam before applying it with a knife-over-roll system. This creates a much lighter, more permeable layer. For a project with an Australian surf brand in early 2024, they wanted a water-repellent board short that felt like cotton. We used a thin, two-pass clear PU coating. The first pass seals the fabric, the second adds the performance. By precisely controlling the viscosity with a Ford cup and the drying temperature in our 20-meter stenter, we achieved a fabric that was both highly water-resistant and had a soft, natural drape. We kept the hand feel almost identical to the uncoated fabric.
When is PVC Coating the Better Choice for Heavy-Duty Applications?
Let’s be clear: for a lot of what we do, especially for our European fashion clients, PVC isn’t the first choice because of its environmental profile. But when an American buyer calls me needing 50,000 meters of fabric for industrial truck tarps or welding curtains, I don't recommend PU. I recommend PVC. It’s a different beast entirely, built for toughness, not necessarily for breathability.
PVC (Polyvinyl Chloride) coating is the heavyweight champion of the textile world. Its primary role is to create a completely impermeable, incredibly durable, and often chemical-resistant barrier. We plastisol, which is a liquid dispersion of PVC resin in a plasticizer, apply it to a fabric base—often a high-tenacity polyester—and then heat it to fuse it into a solid, continuous film. This results in a material that can withstand extreme weather, heavy abrasion, and even some industrial chemicals. Think of it as turning a piece of fabric into a flexible sheet of plastic with the tensile strength of the textile inside. It’s not about comfort; it’s about protection and longevity.
The application process for PVC is a full-on industrial operation. It’s much thicker and heavier than PU. We use a spreading machine that lays down a thick layer of plastisol. For a client in Texas who makes inflatable boat covers, we had to ensure absolute consistency in the coating thickness to prevent weak spots.

How do we ensure PVC-coated fabrics remain flexible in extreme cold?
A big pain point for our clients shipping to Russia or the northern US is that some PVC gets stiff as a board and cracks in -30°C weather. This comes down to the plasticizer. The plasticizer is what makes the rigid PVC polymer flexible. We use specific "cold-resistant" plasticizers in our formulation. Back in 2022, a Canadian workwear company came to us with exactly this problem—their safety vests were cracking. We worked with our chemical partner to develop a custom PVC compound with a higher ratio of adipate plasticizers instead of standard phthalates. We then ran low-temperature brittleness tests in our lab, passing at -35°C. We didn't just solve their problem; we gave them a vest they could market as "Arctic-rated."
What are the key differences in the production line setup for PU vs. PVC coating at our Keqiao facility?
This is an operational question we get from buyers who visit our shanghai fumao facility. They see the machines and wonder. First, the chemistry is different, so the mixing and storage areas are separate to prevent cross-contamination. Second, the drying and curing process for PVC requires much higher temperatures than PU. Our PVC coating line has longer, hotter ovens to fully fuse the plastisol. Third, the application method often differs. While both use knife-over-roll, PVC is often applied in a single, thicker pass for items like tarps, whereas PU is frequently applied in multiple thin layers for apparel. Finally, the embossing and finishing calenders are different. We have a dedicated three-roll calender for giving PVC its final texture and thickness, which isn't typically used for PU-coated apparel fabrics.
What Are the Hidden Challenges of Coating in the Chinese Manufacturing Cycle?
You’ve picked your coating—PU for your breathable jacket, PVC for your heavy-duty bag. You’ve got the tech pack ready. Now, the real test begins: timing. And let me tell you, nothing throws a production schedule into chaos like a coating job gone wrong during peak season. As someone who’s been navigating the Keqiao textile hub for two decades, I can tell you that the manufacturing calendar is a living, breathing thing you have to respect.
The hidden challenge is that coating, being a specialized chemical finishing process, is often the last step before packaging. That means it's the bottleneck. During China's peak production periods—March to May and August to October—coating factories are running 24/7. A delay of just a few days here can add 1-2 weeks to your final timeline because it's the final step in a long chain. You're not just waiting for your fabric to be woven; you're waiting for a specialized production slot. And during holidays like Chinese New Year, the entire industry shuts down for 3-4 weeks. If your goods aren't coated and dried before that, they're sitting on a truck until the factories reopen.
We’ve learned to build our entire sales and production strategy around this calendar. It’s not just about knowing the dates; it’s about actively managing them for our clients. If you’re not planning for these ebbs and flows, you’re going to be frustrated.

How did we help a European brand avoid a Chinese New Year coating shutdown?
This is a perfect case study. In late 2023, a Danish fashion brand came to us with an order for a coated organic cotton parka. The fabric was simple, but the coating—a subtle, matte PU with a specific crinkle effect—required a factory with a specific calendar roller. The Chinese New Year shutdown was just 8 weeks away. Standard procedure would have been to start weaving after the New Year, missing their spring launch. Instead, we advised them to complete their pre-production stages 6 weeks before the holiday. We sourced the organic cotton, got the yarn spun, and had the base fabric woven and ready for coating by mid-January. We then worked with our partner coating factory to squeeze the job in just before they closed for the holiday. When they reopened in late February, the coated fabric was already in our warehouse, ready for cutting. They saved 6 weeks. (I have to interject here—proactive planning like this is exactly why we keep our clients).
What are the specific quality risks we watch for during China’s humid summer months (June-July)?
The slow season isn't always a blessing. June and July in Zhejiang are the rainy season, and the humidity is through the roof. For water-based PU coatings, this is a nightmare. If the humidity in the coating shop floor is too high, water molecules can get trapped in the coating as it dries, causing pinholes or "fish eyes." We see a 5-10% increase in first-pass yield loss during these months if we're not careful. We combat this by strictly controlling the climate in our application and drying areas, and sometimes by switching to solvent-based coatings for critical orders. We also increase our inline inspection frequency, checking every single roll with a winding inspection machine to catch these defects before they're shipped. It's a pain, but it ensures that even during a monsoon, our clients' fabric is perfect.
How Can Smart Sourcing and Logistics Mitigate Coating and Tariff Risks?
Alright, you’ve navigated the coating chemistry and you’ve timed your production perfectly. The fabric is finished, it looks amazing, it passes all the tests. Then it hits the port. And that’s where a whole new set of headaches can begin—sailing schedules, demurrage, and for my American friends, the ever-present shadow of US tariffs. This is the part of the business that keeps procurement managers like Ron up at night.
Smart sourcing isn't just about finding the cheapest price for a PU-coated nylon. It's about building a supply chain that can absorb shocks. For US-bound shipments, we've structured our entire logistics operation to be resilient. Because we handle everything from weaving to coating to packing under one virtual roof here in Keqiao, we control the timeline tightly. But more importantly, we've leveraged China's "Silk Road" initiatives and diversified our logistics partners to offer multiple shipping routes and schedules. We don't just throw your fabric on the first boat to Long Beach; we analyze the options to find the sweet spot between cost, speed, and security, especially when tariff codes are involved.
One of the biggest fears we hear from US buyers is about unexpected costs. It’s not just the tariff itself; it’s the administrative burden of proving your product’s classification. We’ve made it our mission to remove that fear.
What specific documentation and tariff strategies do we use for shipping coated fabrics to the USA?
This is where our 20 years of experience pays off. Coated fabrics can sometimes fall under different Harmonized Tariff Schedule (HTS) codes than their non-coated counterparts. We have a dedicated logistics team that does nothing but classify products correctly. For example, a simple polyester fabric with a visible PU coating often falls under a different code than the base fabric, and that code might have a different duty rate. We don't guess. We work with our customs brokers to pre-determine the correct classification before we ship. This has saved our clients thousands in penalties. In 2023, for a New York-based luggage maker, we re-classified a coated fabric from a general textile code to a specific "luggage component" code, reducing their duty rate by 6.2%. We also provide all the required documentation upfront—like a detailed packing list, commercial invoice, and our own internal test reports verifying the fabric's construction and coating weight—to ensure a smooth clearance.
How does our "one-stop" model at Shanghai Fumao protect against sailing schedule delays?
If your fabric is coated in Factory A in Keqiao, inspected by Company B in a different town, and then sent to a freight forwarder in Ningbo, you have three points of failure and potential delay. At shanghai fumao, we consolidate all of that. Our cooperative coating factory is just 15km from our main warehouse and inspection center. Once your fabric is coated and passes our final QR-code tracked inspection, it's moved directly to our packaging facility. We control the entire downstream chain. So, if a shipping line cancels a sailing, we know instantly. We can pivot to another port like Shanghai or Ningbo with a different carrier without losing days trying to coordinate with three different vendors. We act as your boots on the ground, consolidating cargo and ensuring it meets the vessel’s closing time, every time. It's not just about shipping; it's about command and control.
Conclusion
So, what is the role of fabric coating in performance textiles? It’s the defining factor. It's the difference between a cotton jacket and a storm-proof shell, between a decorative bag and a heavy-duty tool tote. Choosing between PU and PVC comes down to whether you need breathability and flexibility or raw, industrial-strength protection. But mastering the coating process goes far beyond the chemistry. It’s about understanding the rhythm of the Chinese manufacturing calendar, mitigating the risks of humidity and holidays, and building a logistics network that can navigate tariffs and sailing schedules without breaking a sweat.
Here’s the bottom line: you shouldn't have to be an expert in Chinese coating factories, humidity control, or HTS codes to get a great product. That’s our job. We’re the ones in Keqiao, walking the factory floors, checking the viscosity of the PU, and arguing with the freight forwarder to get you the best rate. We take the complexity of textile manufacturing and turn it into a simple, reliable process for you.
If you’re tired of the guesswork and you want a partner who can guide you through every step—from the initial dip in our lab to the final delivery at your warehouse in Chicago or Hamburg—then let’s talk. Our Business Director, Elaine, runs our international operations with a focus on making this process seamless for buyers exactly like you. She and her team are ready to help you plan your next collection, navigate the Chinese production calendar, and secure the best possible quality for your budget. Email Elaine directly at elaine@fumaoclothing.com to start the conversation. Tell her I sent you.








