Let me tell you the most common lie in the textile industry. It's not about fiber content. It's not about tariffs. It's about Time. A buyer asks, "How long for custom dyed fabric?" And the sales rep—eager to close the deal—says, "Oh, about 3 to 4 weeks." And the buyer thinks, "Great, I'll have it by the end of the month." And then the end of the month comes. And the fabric is still a white roll of greige goods sitting in a queue in a humid warehouse in Keqiao. And the emails start. And the panic sets in.
I'm Elaine from Shanghai Fumao. I've been managing the dyeing and finishing supply chain in China's textile capital for over two decades. I'm going to give you the Real Numbers. Not the optimistic ones. The realistic ones. Because if you understand where the time goes, you can plan for it. And a predictable 8-week lead time is infinitely more valuable than a promised 4-week lead time that turns into 12 weeks of stress and missed launch dates.
Custom dyeing isn't like ordering a coffee. You can't just pick "Navy" off a menu and watch it pour out. You're dealing with chemistry, physics, and the sheer volume of the world's largest textile cluster. Let's break down the exact timeline, the bottlenecks, and the tricks to shaving days off the process without sacrificing the quality of that perfect shade.
How Long Does Lab Dip Approval Actually Take for New Colors?
This is Step Zero. And it's the step that most buyers grossly underestimate. You can't just say "Dye this Pantone 19-4052 Classic Blue" and walk away. The dye house needs to create a Lab Dip. This is a small swatch of your actual fabric quality dyed in the exact formula intended for bulk.
Here is the process that happens behind the scenes at Shanghai Fumao when you request a new custom color:
- Recipe Formulation (1 Day): The colorist looks at your Pantone or physical swatch. They check their database of 10,000+ existing formulas. They use a spectrophotometer to read the target color. The computer spits out a predicted recipe of dyes (e.g., 0.5% Red BF, 1.2% Navy BR, 0.1% Yellow).
- Lab Dyeing (1-2 Days): A technician weighs out the tiny amounts of dye powder. They dye a 10-gram swatch of your fabric in a small beaker. They rinse it, dry it, and press it.
- Quality Check (1 Day): We check the Lab Dip under three light sources (D65 Daylight, TL84 Store Light, A Incandescent). We check the Metamerism. Does the color match in daylight but shift wildly under store lights? If yes, we reject it and reformulate.
- Shipping to You (3-5 Days): We put the swatch in a DHL envelope. It goes from Keqiao to your office in LA, New York, or London.
The Total Minimum Time for Round 1: 7-10 Days.
And that's if the First Shot Hits. About 40% of the time, the first Lab Dip is off. Maybe it's too red. Maybe it's too light. You send us an email: "Please make it 10% darker and slightly greener." That's Round 2. Another 7-10 days. I have seen Lab Dip approval for a tricky color like Olive Green or Dusty Pink take 4-5 Rounds. That's 4-5 weeks just on a 2-inch square of fabric.

Why Do Multiple Lab Dip Revisions Delay Bulk Production?
This is the hidden time sink that kills project timelines. Every revision resets the clock. And it's not just the dyeing time. It's the Communication Lag.
Let's map out a typical scenario with a client in the US (12-15 hour time difference from China).
- Monday 10 AM (US Time): You receive Lab Dip #2 via DHL. You look at it under office lights. It looks good. You email me: "Approved!"
- Monday 10 PM (China Time): I'm asleep. I see your email at 8:00 AM Tuesday morning. I forward it to the dye house.
- Tuesday 9:00 AM (China Time): The dye house receives the approval. But their dyeing schedule for the day is already full. They put your bulk order in the queue for Wednesday.
- Wednesday: They start preparing the bulk dye bath.
That 24-hour "dead time" from the time you email approval to the time the dye house actually starts work is Real. It adds up. If you have 3 revisions, that's 3 days of lost time just in hand-offs.
The Shanghai Fumao Solution:
For critical timelines, we offer a "Live Approval" option.
- We send the Lab Dip via express, but we also keep an Identical Copy in our office.
- The moment you receive the package, we schedule a Video Call.
- You open the package on camera. You look at the swatch under your lightbox.
- You say, "This Dip B is good, but can we boost the yellow by 5%?"
- I turn to my colorist (who is standing next to me in the Keqiao lab) and say, "Adjust Dip B: +5% Yellow."
- They run the correction Immediately. We can get a revised Lab Dip in 4 hours instead of 4 days.
This requires a bit more coordination and a flexible client, but it can shave 2 weeks off the Lab Dip phase. For a deeper look into the technical process, this is an excellent resource: how the lab dip process works in textile dyeing and why it takes time. And for the specific issue of metamerism (colors shifting under different lights), this guide to understanding metamerism in textile color matching is essential reading.
How to Expedite Lab Dip Approval for Faster Turnaround?
If you're reading this and thinking, "I don't have 3 weeks for Lab Dips," here is my best advice. Limit the Variables.
The more specific you are upfront, the faster we hit the target on the first shot. Here is the checklist I send to new Shanghai Fumao clients before we start a custom color:
- Provide a Physical Standard. Do NOT rely on a Pantone number alone. Pantone chips are printed on Paper. Fabric dyes on Cotton/Poly. The texture is different. If you can send a swatch of fabric from a previous season or a competitor's garment, we can match it Exactly using the spectrophotometer. This eliminates the "It looks different on screen" problem.
- Specify the Light Source for Approval. Tell us: "We check color under D65 Daylight." Or "We check color under TL84 (Store Light) ." If we optimize the formula for the wrong light, the color will look off in your office.
- Accept a Slightly "Off" Commercial Match. If you demand a Delta E (color difference) of < 0.5, you will wait longer. That's a lab standard. A commercial standard of Delta E < 1.0 is imperceptible to 95% of consumers and much faster to achieve.
I had a client making chef coats. They needed a specific "Bistro Red." They sent us a snipping of fabric from their best-selling apron. We scanned it. First Lab Dip was a Delta E of 0.7. They approved it immediately. From request to bulk dye start: 8 Days. That's the power of a physical standard. For more practical tips, this article on how to speed up the custom textile color approval process is full of good advice. And this explanation of Delta E color tolerances in the textile industry helps you understand what "close enough" really means.
What Are the Stages of Bulk Fabric Dyeing and Finishing?
Alright, Lab Dip is approved. The clock is now ticking on the bulk production. This is where the rubber meets the road. And this is where most buyers have zero visibility. They think "Dyeing" is one step. It's not. It's a Relay Race with multiple hand-offs.
Here is the actual flow for a typical Reactive Dyed Cotton fabric at Shanghai Fumao. I'm going to give you the Realistic Durations for a 5,000-meter order, assuming no major machine breakdowns.
Stage 1: Greige Preparation (1-2 Days)
The white fabric rolls arrive from the weaving mill. They are inspected for weaving defects. The ends are sewn together to make one continuous loop for the dyeing machine. If we skip this, the fabric tangles in the machine (a nightmare).
Stage 2: Scouring & Bleaching (1 Day)
We wash the fabric at near-boiling temperatures with caustic soda and hydrogen peroxide. This removes spinning oils, dirt, and natural waxes from the cotton. If the fabric isn't Absorbent, the dye won't take evenly. This is a Non-Negotiable Step.
Stage 3: Dyeing (1-2 Days)
The fabric circulates in a high-pressure "Jet Dyeing" machine. The dye liquor is pumped through the fabric rope at 90°F to 200°F depending on the dye type. This is Chemistry Time. You cannot rush this. Rushing it causes Unlevel Dyeing (cloudy patches).
Stage 4: Washing Off (1 Day)
After dyeing, the fabric is full of Unfixed Dye. If we don't wash it out thoroughly, the color will Bleed all over your customer's washing machine. We run it through a series of rinse baths with soaping agents.
Stage 5: Drying & Finishing (2-3 Days)
The wet fabric is squeezed and then run through a Tenter Frame. This is a massive oven that dries the fabric and sets the final Width and Shrinkage. We apply softeners or other finishes here. This is the biggest bottleneck in the industry.
Stage 6: Final Inspection & Packing (2 Days)
The fabric is rolled, inspected under light tables, and packed.
Total Bulk Processing Time: 8-12 Days (Minimum).

How Does Fabric Construction Impact Dyeing Lead Time?
Not all fabrics dye at the same speed. The Weight (GSM) and Density of the fabric have a huge impact on how long the dye bath takes and how long the drying takes.
- Lightweight Challis (100 GSM): Dyes fast (1 cycle). Dries fast (runs through tenter at 40 meters/min). Faster.
- Heavy Fleece (400 GSM): Dyes slow (needs longer to penetrate the thick yarn). Dries very slow (runs through tenter at 15 meters/min). Slower.
- Tightly Woven Poplin: The water has a hard time penetrating the dense weave. We have to run the dyeing cycle slower to avoid "rope marks" (creases). Slower.
- Spandex Blends: Spandex is sensitive to heat. We have to dye at a lower temperature (usually 105°C instead of 130°C). This increases the dyeing cycle time by about 20% .
I had a client who switched from a 180 GSM Jersey to a 400 GSM French Terry mid-season. They didn't understand why the lead time jumped from 4 weeks to 6 weeks. The fabric simply takes twice as long to dry. There's only so much space on the tenter frame. This is a technical deep dive into the process: how fabric weight and construction affect dyeing and finishing cycle times. And for the specific impact on drying, this explanation of tenter frame operations and bottleneck management is very informative.
Why Is Finishing the Biggest Bottleneck in Textile Production?
(Let me step on my soapbox for a minute.) In the entire textile supply chain of Keqiao, the Finishing Plant is the choke point. There are plenty of looms. There are plenty of dye machines. But the Stenter Frames (Tenter Frames) are the most expensive and energy-intensive machines in the industry. They are Always the Bottleneck.
Why? Because Every Single Meter of Fabric must pass through a stenter frame. Knits. Wovens. Dyed. Printed. White. Everything. It's the only way to set the width and control the shrinkage.
During peak season (March-May, Aug-Oct), the wait time to get onto a stenter frame can be 3-5 Days. Your fabric is dyed. It's sitting in a wet bin on a pallet. It's ready to go. But there are 50 other batches ahead of you waiting for the same machine.
What We Do at Shanghai Fumao to Manage This:
- Book Stenter Time in Advance. When we schedule the dye lot, we immediately reserve a window on the finishing calendar. It's like booking a table at a busy restaurant.
- Use Partner Networks. We have relationships with multiple finishing plants. If Plant A is jammed, we can truck the wet fabric to Plant B. This costs us extra in logistics, but it keeps your timeline intact.
- Off-Peak Scheduling. If your timeline is flexible, we schedule the heavy finishing work for June/July or November. The stenter queues are half as long, and the work is often better quality because the operators aren't rushed.
Understanding this bottleneck is crucial to understanding why "4 week lead time" is often a fantasy. The fabric might be dyed in 3 days, but it waits 5 days to be dried. This is the reality of manufacturing. This article explains the physics and economics: why the stenter frame is the bottleneck in textile finishing operations. And for a look at how mills manage this, this case study on production scheduling in textile finishing is a good read.
How Do Quantity and Color Matching Affect the Schedule?
The length of your order (the meterage) has a non-linear effect on lead time. A 500-meter order is not simply 1/10th the time of a 5,000-meter order. There are Fixed Setup Costs in time.
The Time Math of Dyeing:
- Setup/Cleaning: 2 hours (Fixed)
- Dye Cycle: 6 hours (Fixed)
- Wash/Dry: 4 hours (Fixed)
- Total Machine Time: 12 hours.
Whether you put 100 meters in that machine or 1,000 meters, it takes 12 hours. So the "Time per Meter" is much higher for small orders.
And then there is Color Matching. Dyeing 5,000 meters of a single color is straightforward. One dye bath. One check. But what if you need 5,000 meters of the same "Navy" but across Three Different Fabrics (e.g., Cotton Jersey, Cotton Fleece, and Polyester Lining)? That's Three Separate Dye Batches. Each with its own lab dip and its own machine time.

What Is the Minimum Order Quantity for a Single Custom Dye Lot?
This is where the math gets real for small brands. At Shanghai Fumao, our standard MOQ for custom dyeing is 500 Meters per Color per Fabric Quality.
Why 500 Meters?
Because the dyeing machine has a Minimum Liquid Ratio. The machine needs a certain amount of water to circulate the fabric. If we put in too little fabric (e.g., 100 meters), the fabric floats loosely and Tangles. It also wastes a huge amount of water and energy. The cost per meter becomes astronomical.
Can we do 300 Meters? Sometimes. But we have to charge a Small Batch Surcharge of about $150 - $200 to cover the inefficient use of the machine. And we usually have to wait until we have another small order of a similar color to "piggyback" the production. This adds 1-2 Weeks to the timeline.
I always advise startups: If you're doing your first run, pick One Fabric and One Color and maximize the meterage. Instead of 5 colors of 200 meters each (which will take 8 weeks and cost a fortune in surcharges), do 1,000 meters of your Hero Color. You'll get the fabric faster and cheaper. For a practical guide to the economics, this article on understanding minimum order quantities for custom textile dyeing is very helpful. And this explanation of why dye houses have minimums based on machine capacity is clear.
How Long Does Re-Dyeing Take If the Shade Is Off?
This is the "Oh No" scenario that every production manager dreads. The fabric comes out of the dryer. We cut a sample. We put it in the lightbox next to the approved Lab Dip. The color is Off. Maybe it's 10% lighter. Maybe it has a red cast.
Option 1: Re-Dye (Add 3-5 Days)
If the fabric is Too Light, we can add more dye. This is called Topping.
- Stripping (If needed): If the shade is just wrong, we might need to use a reducing agent to strip out some of the color. This takes 4-6 hours.
- Re-Dye: We run a new dye cycle with the corrective formula. (6-8 hours).
- Re-Wash & Re-Dry: (8-12 hours).
Total added time: 3-5 Days.
Option 2: Shade Sorting (Add 1 Day)
If the batch is just slightly variable (one roll is a hair darker than another), we can do Shade Sorting. We unroll every roll, check it under the light, and group them into A, B, and C shades. We then pack them with Shade Continuity (e.g., Carton 1-10 are Shade A, Carton 11-15 are Shade B). This is faster than re-dyeing but requires you, the buyer, to track the shades in your cutting room.
I had a large order of "Dusty Rose" modal that came out 5% too light. The client couldn't wait 5 days for a re-dye. We agreed on a Price Discount of 8% . They took the fabric as-is. They marketed it as "Vintage Rose" instead of "Dusty Rose." It sold out. Sometimes, the best fix is a marketing pivot, not a chemical one. This is a technical overview of the process: how to correct off-shade fabric in textile dyeing through stripping and topping. And for a quality control perspective, this guide to shade sorting and managing off-shade fabric inventory is very useful.
How to Plan Your Production Calendar Around Chinese Holidays?
I've said it before, and I'll keep saying it until I retire: The Calendar is the Invisible Cost Driver in Textiles. You can have the best Lab Dip, the fastest dyer, and the most efficient tenter frame. But if you place your order on January 15th, none of that matters. You are not getting your fabric until March.
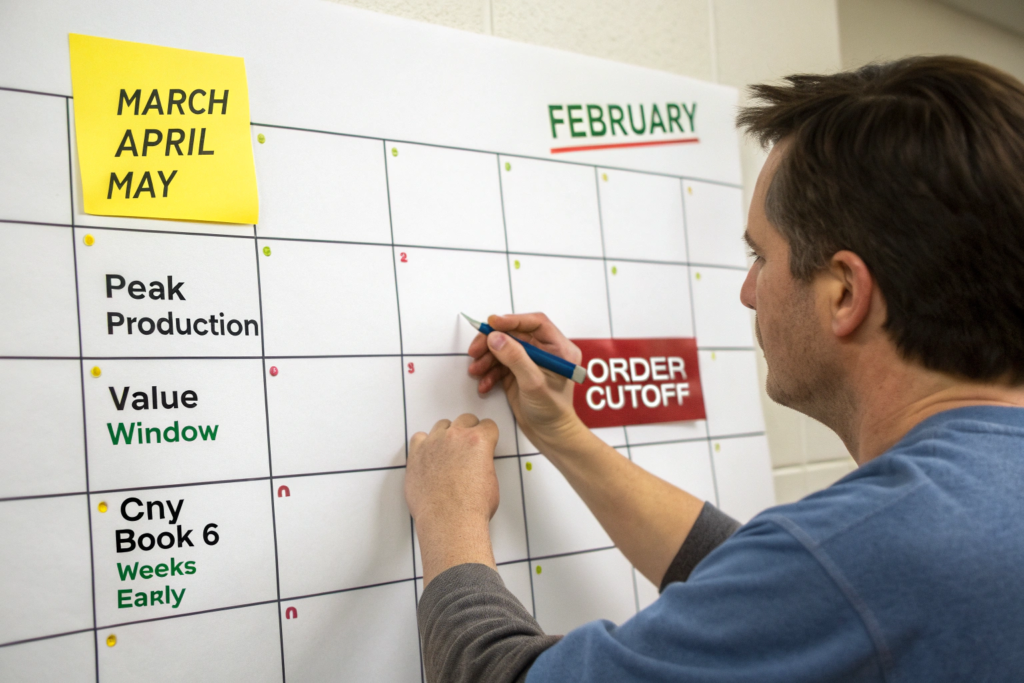
Let's overlay the Real Lead Time (8-10 weeks for custom dye) onto the Chinese Manufacturing Calendar. This is the matrix I use with my Shanghai Fumao clients to plan their year.
The Shanghai Fumao Production Calendar Guide:
| Order Placement Window | Expected Shipment Window | Notes & Risks |
|---|---|---|
| Jan 1 - Jan 20 | Mid-March | Avoid if possible. You are fighting the CNY pre-rush. Quality is rushed. |
| Feb 15 - Mar 15 | Late April | Post-CNY backlog. Dye lots are inconsistent. Expect delays. |
| Apr 1 - May 15 | Late June | Peak Season. Good quality, but full capacity. Lead times stretch +1 week. |
| Jun 1 - Jul 31 | Late August | Value Window. Off-peak. Faster drying times. Better attention from mills. |
| Aug 15 - Sep 30 | Early November | Second Peak. Back-to-School/Holiday rush. Expect surcharges and delays. |
| Oct 15 - Nov 30 | Mid-January | Last Call. You must ship before the CNY pre-rush in late Jan. |
Why Is June and July the Best Time for Custom Dyeing Projects?
This is the industry's best-kept secret. June and July in Keqiao are Hot. Humid. Uncomfortable. The domestic Chinese fashion market is in a lull between spring and fall. European buyers are on vacation.
The Benefits of a Summer Dye Lot:
- Faster Stenter Access: The queues for the finishing machines are 50-70% shorter. That 5-day wait for the tenter becomes a 1-day wait.
- Better Labor Attention: The dye house manager isn't juggling 50 urgent orders from Zara. He has time to supervise your specific batch. The chance of a "rushed" error (like a crease mark) goes way down.
- Stable Utility Supply: In peak season, the government sometimes rations electricity to factories ("Power Cuts"). This rarely happens in summer because domestic manufacturing is slower.
I actively encourage my US clients who have flexible inventory to do their Core Color Replenishment in June and July. The lead time is often 1-2 Weeks Shorter and the quality is more consistent. It's a smarter way to work. This is a good overview of the seasonal rhythm: understanding the seasonal production calendar for Chinese textile mills. And for the specific issue of power cuts, this explainer on energy rationing in Chinese textile hubs and its impact on production is relevant.
How to Use "Greige Stock" to Cut Lead Time by 50 Percent?
I'm going to give you the single most powerful strategy for beating the calendar. It's what separates the professional brands from the amateurs. It's called Greige Inventory.
The Concept:
You know you need 10,000 yards of 180 GSM Cotton Jersey every season. You don't know the exact colors yet, but you know the Fabric Construction.
- Weave the Greige in Advance: We run the looms in February (a slow month for weaving). We produce 10,000 yards of white, unfinished jersey.
- Store It: It sits in our warehouse. It's Ready to Dye.
- Dye to Order: In May, you get your POs. You need 3,000 yards of Navy, 2,000 yards of Olive. We pull the greige from the shelf. We dye it.
The Timeline Impact:
- Normal Lead Time (Weave + Dye): 9-10 Weeks.
- Greige Stock Lead Time (Dye Only): 3-4 Weeks.
You just cut your lead time in half. You eliminated the weaving bottleneck. You only have to wait for dyeing and finishing. This is how Zara and H&M react so fast to trends. They don't wait for the yarn to be spun and woven. They have Un-Dyed Fabric Banks sitting in warehouses all over the world.
We set this up for a US uniform brand. They use the same Twill fabric year after year, just in different colors for different companies. We hold 50,000 Meters of Greige Twill for them in Keqiao. When they get a contract for a new hospital system needing "Teal" scrubs, we ship the dyed fabric in 25 Days. Their competitors quote 70 days. They win the contract every time. This is a strategic look at the model: how greige fabric inventory programs reduce lead times for apparel brands. And for a practical guide to setting it up, this article on managing greige goods for just-in-time dyeing is useful.
Conclusion
The lead time for wholesale custom dyed fabric is not a single number. It's a calculation. It's Lab Dip Approval (2-4 weeks) + Bulk Processing (1-2 weeks) + Finishing Queue (3-7 days) + Shipping (3-5 weeks) . And that calculation is constantly being nudged and squeezed by the Chinese holiday calendar, the weight of your fabric, and the size of your order.
If a supplier quotes you "3 weeks" for a custom dyed color from scratch, you should be skeptical. Either they are cutting corners on quality (skipping proper wash-off or colorfastness testing), or they are just telling you what you want to hear and planning to apologize later. A realistic, transparent timeline is 8-10 weeks from Lab Dip approval to FOB Shanghai.
But you can bend that timeline. You can use the Summer Lull for faster service. You can use Greige Stock to slash lead times to under a month. And you can use Video Approval to speed up the Lab Dip phase. The key is to plan backward from your In-Store Date, not forward from the day you place the PO.
At Shanghai Fumao, we build these calendars with our clients every day. We map out the year, we flag the danger zones (Chinese New Year), and we find the windows of opportunity. If you want a partner who tells you the truth about time so you can actually meet your deadlines, let's talk. Reach out to our Business Director, Elaine, at elaine@fumaoclothing.com. Let's build a production schedule that works in the real world, not just on a spreadsheet.