Sublimation printing is a popular method for creating vibrant, all-over prints on fabric. But many of my clients ask me: what exactly is it, and why does it only work on certain materials? As a fabric supplier with over 20 years in the textile hub of Keqiao, China, I've seen this technology revolutionize sportswear, fashion, and home textiles. The key to its success lies in understanding the science behind the process and choosing the right fabric. Getting it wrong can lead to faded colors and poor durability, which is a costly mistake.
This article will demystify the sublimation printing process. We will explore how it works from a manufacturer's perspective and detail the specific fabric types that deliver the best results. You will learn why polyester is the superstar of sublimation and how blends can be a tricky compromise. We will also cover the essential quality control checks we perform to ensure your printed fabrics withstand washing and wear. Finally, we will compare sublimation to other printing methods like digital and screen printing, helping you decide when it's the right choice for your project.
How does the sublimation printing process actually work?
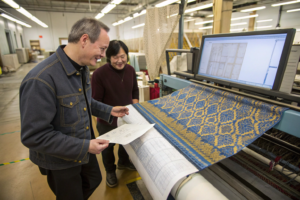
The magic of sublimation printing happens when heat and pressure are applied to special ink and fabric. Unlike traditional printing that sits on top of the material, sublimation ink turns into a gas under high heat. This gas then penetrates the fibers of the fabric and bonds with them on a molecular level. The result is a print that becomes part of the fabric itself, rather than just a layer on its surface. This process is why the prints are so durable and the colors so vibrant.
The first step involves printing a mirror image of your design onto a special transfer paper using sublimation inks. This paper is then placed precisely onto the fabric, which is typically a polyester or polyester-blend. The two layers are fed into a heat press, which applies intense heat and pressure. Inside the press, the solid ink on the paper sublimates—it transforms directly into a gas without becoming a liquid first. This gas expands and flows into the pores of the synthetic fabric fibers. As the fabric cools, the ink reverts to a solid state, permanently trapped within the fibers. This deep integration is what makes the print resistant to cracking, fading, or peeling.

Why is heat so critical in sublimation printing?
Heat is the engine of the entire sublimation process. The specific temperature range, typically between 380°F and 400°F (190°C - 205°C), is crucial. This heat provides the energy needed for the solid ink particles to vibrate so intensely that they break their bonds and become a gas. If the temperature is too low, the ink will not fully sublimate, leading to a weak, washed-out transfer. If the temperature is too high, you risk damaging or scorching the fabric. The pressure from the heat press ensures full, even contact between the paper and the fabric, allowing the gas to flow smoothly and evenly into the fabric fibers for a consistent print.
What are the advantages of this gas-based bonding method?
The gas-based bonding method offers distinct advantages over other printing techniques. Because the ink becomes part of the fabric, the print feels soft and lightweight; you don't get the plastic-like feel of a vinyl transfer. This breathability is essential for activewear. The prints are extremely durable, capable of withstanding repeated washing without cracking or fading. Furthermore, the process allows for photorealistic details and seamless all-over prints, as the ink bonds evenly across the entire surface. This method is also more environmentally friendly than some alternatives, as it produces less wastewater and doesn't require harsh chemicals for fixing the ink.
Which fabric types are best suited for sublimation printing?
The golden rule in our printing factories is that sublimation printing works best on synthetic fabrics, with polyester being the undisputed champion. This is because polyester is a thermoplastic polymer. When heated, its polymer chains open up, creating microscopic pores. The gaseous sublimation ink flows into these open pores. When the heat is removed and the fabric cools, the polymer chains close, permanently trapping the ink molecules inside. This creates a permanent, vibrant print that is part of the fabric itself.
While polyester is ideal, other synthetics like nylon can also work, but they often require specific temperature adjustments and coatings to achieve good results. The real challenge comes with natural fibers. Fabrics like cotton, linen, or silk are not thermoplastic. Their fibers do not open up under heat in the same way. If you try to sublimate directly onto 100% cotton, the ink will mostly sit on the surface and wash out easily because there is no molecular bonding. However, there are workarounds, such as using polyester-coated cotton blends or applying a special polymer spray to natural fabrics to create an artificial surface for the ink to bond to, though this is less durable than pure polyester.

Why is 100% polyester considered the ideal fabric?
100% polyester is considered the ideal fabric for sublimation for several key reasons. First, its molecular structure is perfectly designed to accept and lock in the gaseous dye. Second, white or light-colored polyester provides a brilliant, clean canvas that allows the colors to appear with maximum vibrancy. The higher the polyester content, the sharper and more durable the print will be. This is why we recommend our High-Whiteness Polyester Satin for projects requiring brilliant color saturation. Polyester's inherent properties, such as moisture-wicking and strength, also align well with the common applications for sublimated products, like sportswear and flags.
Can you use sublimation on cotton or cotton blends?
You can attempt sublimation on cotton or cotton blends, but the results are fundamentally different and often inferior. Since cotton fibers have no natural affinity for sublimation inks, the print will be very faint and will wash out completely after just a few cycles. For clients who desire a cotton feel with a sublimated print, the best solution is to use a poly-cotton blend. However, only the polyester component in the blend will absorb the ink. A 50/50 blend will yield a much softer, vintage-looking print because the cotton threads remain unprinted. For a sharper image, we advise using a blend with a higher percentage of polyester, such as an 80/20 poly-cotton. Alternatively, for pure cotton, other methods like direct-to-garment (DTG) printing are far more effective.
What quality control checks are vital for sublimated fabric?
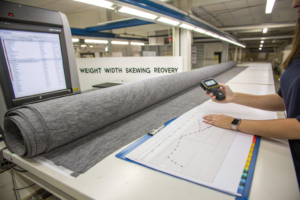
At Fumao, our quality control for sublimated fabric begins long before the design hits the heat press. It starts with verifying the composition of the raw fabric. We use specialized testing, including fiber identification methods like burning tests or microscopic analysis, to confirm the polyester content matches the supplier's claims. Even a small discrepancy can ruin an entire batch. Once we confirm the fabric base, we run a small sample print to check for color matching, using our digital colorimeter to ensure the output matches your approved lab dip exactly.
After printing, the fabric undergoes several critical tests. We check for colorfastness by subjecting swatches to simulated washing and rubbing. This ensures the print will not fade or bleed during home laundering. We also test for crocking, which is the dry or wet transfer of ink onto other surfaces. Since sublimated fabrics are often used for activewear, we frequently perform additional tests for moisture-wicking and UPF (Ultraviolet Protection Factor), as the printing process can sometimes affect these functional properties. Only fabric that passes all these checks is approved for shipment to our clients.

How do you test for colorfastness and durability?
Testing for colorfastness and durability is a systematic process in our CNAS-certified lab. For wash fastness, we use a standard launderometer machine that agitates fabric samples in a controlled solution for multiple cycles. We then compare the washed sample to an unwashed one using a grayscale to measure any color change or staining. For rubbing fastness (crocking), we use a crockmeter to rub the printed fabric with a white cotton cloth under specified pressure. The staining on the white cloth is then rated. A high rating on these tests guarantees that your printed fabric will maintain its vibrancy through many washes and uses.
What are common defects to look for in sublimated fabric?
Common defects in sublimated fabric often stem from process errors. Ghosting is a frequent issue, caused by movement between the paper and fabric during pressing, which results in a blurred or double image. Ink Bleeding happens when excessive heat or moisture causes the ink to spread beyond its intended boundaries, blurring fine lines. Uneven Coloring can occur due to inconsistent pressure or temperature across the heat press. We also meticulously check for banding, which are faint lines running across the print, caused by clogged print heads on the inkjet printer. Our inspectors examine every meter of fabric under standardized lighting to catch these defects before shipment.
How does sublimation compare to digital and screen printing?
Sublimation, digital, and screen printing each have unique strengths, making them suitable for different applications. Sublimation excels when you need vibrant, all-over patterns that are soft to the touch and highly durable on polyester fabrics. Digital printing, which includes methods like Direct-to-Film (DTF) and Direct-to-Garment (DTG), is more versatile on fabric blends and natural fibers like cotton. Screen printing is the classic choice for simple, bold designs on large quantities, offering opaque colors on both light and dark garments.
The choice often comes down to your design complexity, order volume, and target fabric. Sublimation has high setup costs for creating the transfer paper, but the per-unit cost is low, making it excellent for medium to large runs. Screen printing also requires high setup for each color separation, favoring very large orders. Digital printing, like DTG, has virtually no setup costs, making it perfect for small batches or one-off custom items. However, the feel of the print differs greatly; sublimation is seamless, screen printing has a tactile layer, and some digital prints can have a slightly rubbery feel.

When should you choose sublimation over DTG printing?
You should choose sublimation over DTG printing when your project meets specific criteria. First, the garment must be made primarily of polyester or a synthetic fiber. Second, sublimation is superior for designs that cover the entire garment (all-over-print) or have gradual color gradients and photorealistic images. DTG printing is better suited for 100% cotton t-shirts where you need to print a complex design directly onto a finished garment in small quantities. DTG inks sit on top of the cotton fibers, which can result in a softer feel on cotton than a sublimated poly-cotton blend, but the print may not be as durable over many washes.
What are the cost implications for large orders?
For large orders, the cost structure of each method becomes a major factor. Here is a simplified comparison:
| Printing Method | Best for Fabric Type | Setup Cost | Cost per Unit (Large Run) | Ideal Order Quantity |
|---|---|---|---|---|
| Sublimation | Polyester | Medium-High | Low | Medium to Large (100+ units) |
| Screen Printing | Most, especially cotton | High | Very Low | Very Large (500+ units) |
| DTG Printing | Cotton, Blends | Very Low | High | Small to Medium (1-100 units) |
As the table shows, sublimation becomes very cost-effective for medium and large runs on polyester. The initial cost of creating the transfer paper is amortized over a larger number of items. Screen printing is the most economical for massive orders of simple designs, while DTG is priced for flexibility and low-volume needs.
Conclusion
In summary, sublimation printing is a sophisticated process that uses heat to turn ink into a gas, allowing it to bond permanently with synthetic fibers like polyester. This creates exceptionally vibrant, durable, and soft prints ideal for activewear, fashion, and home textiles. The fabric choice is paramount—100% polyester delivers the best results, while natural fibers like cotton are not suitable without modification. Success also depends on rigorous quality control to prevent defects like ghosting or color bleeding. Finally, while sublimation is unbeatable for all-over prints on polyester, comparing it to digital and screen printing helps you select the most cost-effective method for your specific project's scale and fabric.
If you are looking for a reliable partner to produce high-quality sublimated fabrics for your next clothing order, we are here to help. Our integrated production chain, from weaving to printing and quality inspection, ensures a seamless and efficient process. For a consultation on your specific needs, please contact our Business Director, Elaine, at elaine@fumaoclothing.com. We look forward to helping you create stunning printed textiles.