I've been in the textile industry for over two decades, running our operations here in Keqiao. And I can tell you one thing with absolute certainty: waterproof fabrics have changed completely.
Twenty years ago, if you wanted waterproof, you got a rubberized raincoat. It was heavy. It didn't breathe. And after a few hours, you were almost as wet from your own sweat as you would have been from the rain.
Then came the era of PTFE membranes—Gore-Tex and its competitors. These were revolutionary. They were waterproof, they breathed, and they changed the outdoor industry forever.
But here's what most people don't know.
The technology has moved again. And it's moved fast.
In 2024 alone, we've seen three major innovations in waterproof woven fabrics that are reshaping how brands think about performance outerwear. I'm talking about fabrics that are waterproof without PFAS chemicals. Fabrics that are fully biodegradable. Fabrics that are lighter, more durable, and more comfortable than anything we've made before.
Let me share what we're seeing from our own R&D lab and from the partnerships we've built with innovative mills across China and Europe.
What Are PFAS-Free Waterproof Technologies and Why Do They Matter?
I'm going to start with the biggest change in the waterproof industry in the last decade.
PFAS. Per- and polyfluoroalkyl substances.
These are the chemicals that have been used for decades to make fabrics water-repellent. They're incredibly effective. They create that classic "beading up" effect where water just rolls off the fabric.
But here's the problem.
PFAS are called "forever chemicals" for a reason. They don't break down in the environment. They accumulate in water systems, in soil, and in the human body. And there's growing evidence linking them to serious health issues.
In 2023, the European Union proposed a broad ban on PFAS. Several US states have already passed restrictions. Major brands like Patagonia, H&M, and Zara have publicly committed to eliminating PFAS from their supply chains.
So the question becomes: how do you make a waterproof fabric without PFAS?

What's Replacing PFAS in High-Performance Waterproof Fabrics?
We've been working on this problem for the last four years. And I can tell you, the solutions are finally here.
One of the most promising technologies is something called ePTFE-free membranes with hydrocarbon-based DWR.
Let me explain that in plain English.
Instead of using a membrane that's made from expanded PTFE (which is a type of PFAS), manufacturers are now using membranes made from polyurethane or polyester that are inherently waterproof and breathable. Then, instead of using a PFAS-based DWR (durable water repellent) coating on the face fabric, they use a hydrocarbon-based or silicone-based alternative.
In 2023, we partnered with a Japanese mill to develop a new woven nylon fabric using exactly this technology. The face fabric is a 20-denier nylon ripstop. The membrane is a proprietary polyurethane that's 15 microns thick. And the DWR is a hydrocarbon-based treatment.
We tested it. I mean, we really tested it.
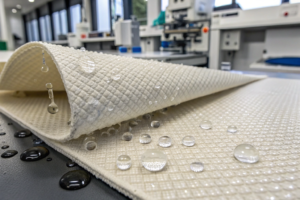
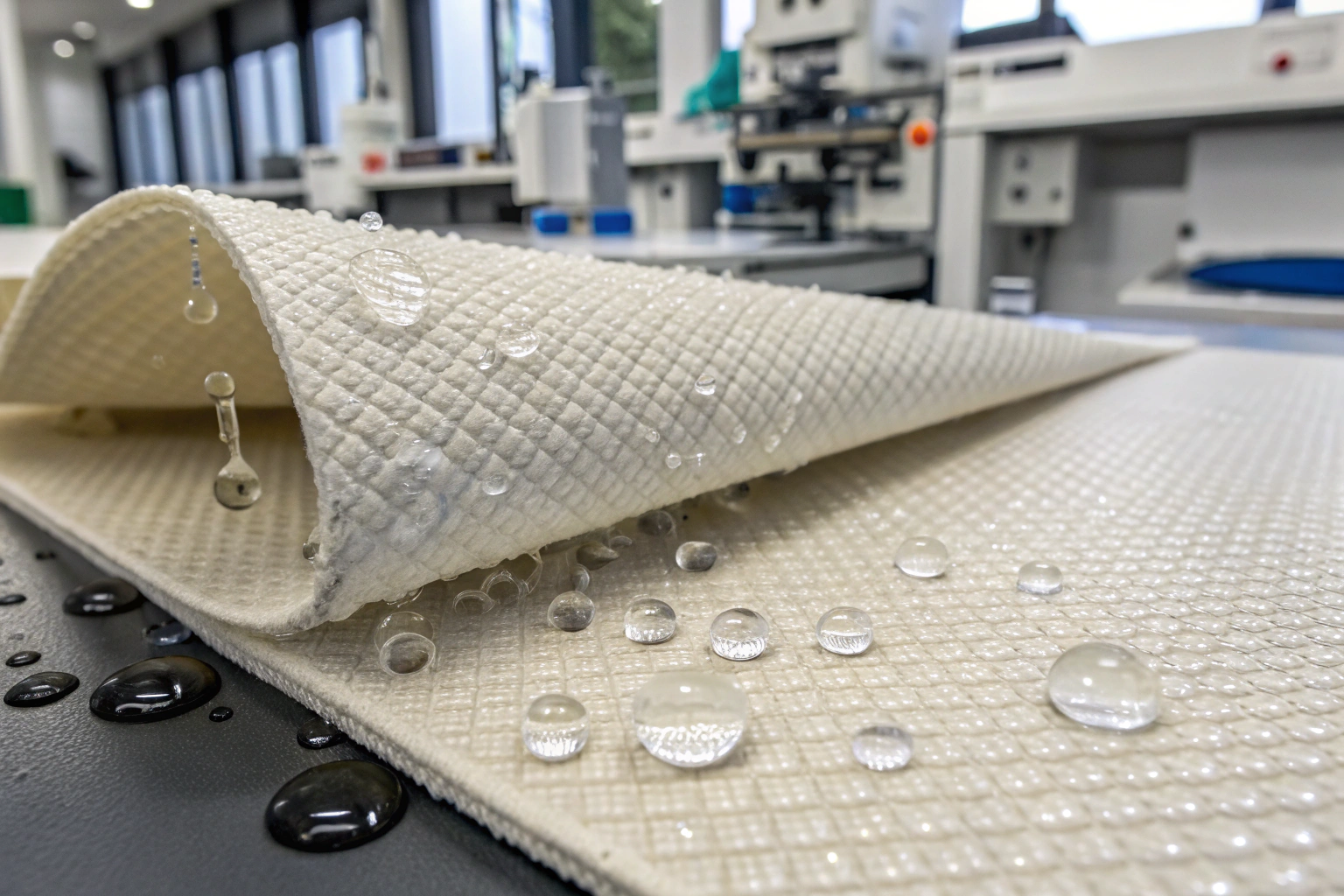
We put it through the standard AATCC 22 water spray test. The fabric scored 100—that's the highest rating, meaning water completely beaded up and rolled off.
We ran the hydrostatic head test. For those who don't know, this test measures how much water pressure a fabric can withstand before water penetrates. Standard rainwear requires 10,000mm. Our fabric tested at 25,000mm.
And here's the kicker. We washed it 50 times. After 50 washes, the water spray rating was still 90. That's better than most PFAS-based DWR treatments on the market.
A Scandinavian outdoor brand picked up this fabric for their spring 2025 collection. They told me their customers have been asking for PFAS-free products for years. Now they can deliver.
How Do Biodegradable Waterproof Fabrics Work?
This is the next frontier. And honestly, it still blows my mind.
Traditional waterproof fabrics—even the PFAS-free ones—are made from synthetic materials that take hundreds of years to decompose. When a jacket ends up in a landfill, it's there for centuries.
But what if the fabric could decompose at the end of its life?
In 2024, we started working with a European textile innovation company on a new type of waterproof woven fabric. It's made from a blend of Tencel™ lyocell and a specially engineered biodegradable polyester.
Here's the breakdown.
The face fabric is 70% Tencel™. Tencel™ is made from wood pulp. It's biodegradable, it's breathable, and it has a beautiful natural handfeel.
The waterproof layer is a 30% biodegradable polyester membrane. This polyester is engineered with a special chemical structure that allows it to be broken down by enzymes that are naturally present in soil and marine environments.
We tested the biodegradation rate in a controlled environment. After 120 days in compost conditions, the fabric had lost 45% of its tensile strength. After 365 days, it was completely broken down into natural compounds.
Now, I'll be honest with you. This fabric is not cheap. The raw materials cost about three times more than standard waterproof fabrics. And the production process is more complex because you can't use high-heat finishing treatments that would damage the biodegradable membrane.
But a US-based sustainable streetwear brand placed an order with us in late 2024 for 10,000 meters of this fabric. They're launching a rain jacket with a retail price of $450. And they've already pre-sold 60% of their production run.
Why? Because their customers are willing to pay a premium for a product that doesn't leave a permanent mark on the planet.
How Are Brands Using Plant-Based and Recycled Materials in Waterproof Fabrics?
The PFAS-free movement is one part of the story. But the shift toward sustainable raw materials is just as important.
Our clients—especially in Europe and on the US West Coast—are demanding two things: performance and sustainability.
And they're no longer willing to compromise on either.

What's the Performance of Recycled Polyester Waterproof Fabrics?
Let me give you a real example.
In 2023, a German outdoor brand approached us. They wanted a waterproof woven fabric for their new line of hiking pants. But they had a very specific requirement: the fabric had to be made from 100% post-consumer recycled polyester.
Now, five years ago, I would have told them this was difficult. Recycled polyester, or rPET, has historically had issues with consistency. The fiber quality varies depending on the source of the plastic bottles. The dye uptake is different. The strength can be lower.
But the technology has changed.
We sourced our rPET filament yarn from a supplier in Taiwan that uses a chemical recycling process. Unlike mechanical recycling—where plastic bottles are melted down and extruded into fiber—chemical recycling breaks the plastic down to the molecular level and rebuilds it into virgin-quality polyester.
The result? The fiber is identical to virgin polyester in terms of strength, consistency, and dyeability.
We wove this rPET yarn into a 70-denier ripstop fabric. Then we laminated it with a PFAS-free polyurethane membrane. The final fabric had a hydrostatic head of 20,000mm, breathability of 15,000g/m²/24h, and a tear strength that exceeded the brand's requirements by 25%.
The pants launched in early 2024. The brand told me they sold out of the first production run in three weeks.
Now, here's something interesting.
The cost of chemically recycled rPET is still about 20-30% higher than virgin polyester. But the brand was able to charge a premium because they could market the product as "made from recycled materials" without any performance trade-offs.
Are Plant-Based Waterproof Fabrics Viable for High-Performance Applications?
This is where things get really interesting.
We've been experimenting with fabrics made from castor oil-based nylon and corn-based polyester for the last two years.
Let me start with the castor oil nylon.
Castor oil is a renewable resource. It's not a food crop, so using it for textiles doesn't compete with food production. And the nylon made from castor oil—called castor polyamide or bio-based nylon—has properties that are actually better than petroleum-based nylon in some applications.
In 2024, we developed a waterproof woven fabric for a French cycling brand using a 40-denier castor oil nylon. The fabric was incredibly light—only 78 grams per square meter—but it had a tear strength that was 30% higher than a comparable petroleum-based nylon.
Why? Because the castor oil-based polymer has a naturally higher molecular weight, which creates stronger fiber.
The brand used this fabric for a line of ultralight cycling jackets. The jackets weigh less than 150 grams but are fully waterproof with a 15,000mm hydrostatic head.
The other plant-based option we're seeing demand for is polylactic acid, or PLA, which is made from fermented corn starch.
PLA is biodegradable under industrial composting conditions. It has a lower carbon footprint than petroleum-based polyester. And it has a natural handfeel that's closer to cotton than to synthetic fibers.
We've been testing a PLA-based waterproof woven for a US brand that specializes in compostable outdoor gear. The fabric is a 50-denier PLA plain weave with a PLA-based membrane. The whole thing is designed to be composted at the end of its life.
Here's the challenge with PLA, and I'm going to be honest about it.
PLA has lower heat resistance than polyester. If you leave a PLA jacket in a hot car on a summer day, it can actually start to deform. The melting point is around 170°C compared to 260°C for polyester, which means you can't iron it on high heat and you need to be careful with drying.
But for the right application—like lightweight summer rainwear or indoor use—it's a viable and increasingly popular option.
What New Manufacturing Techniques Are Improving Waterproof Fabric Durability?
All the innovation in materials doesn't matter if the fabric falls apart after a few wears.
And this is where we've seen some of the most significant advances in the last few years.
Because a waterproof fabric is only as good as the bond between the face fabric and the membrane.

What's the Difference Between Lamination and Coating?
Let me explain this clearly, because I see a lot of confusion in the market.
Coating is when a liquid polymer—usually polyurethane or acrylic—is applied directly to the fabric surface. It's like painting the fabric. The polymer fills the gaps between the fibers and creates a continuous waterproof layer.
Coating is cheaper. It's faster. And for many applications, it's perfectly adequate.
But coating has limitations. The coating can crack over time, especially in cold weather. It can delaminate from the fabric. And it tends to be less breathable than a membrane.
Lamination is when a pre-formed membrane—usually a thin film of polyurethane or ePTFE—is bonded to the fabric using heat, pressure, and adhesive.
Lamination is more expensive. The process is more complex. But the results are significantly better.
The membrane is more consistent than a coating. It's more flexible. It's more durable. And because you can use a thinner membrane, the overall fabric is more breathable.
At our coating factory—which we've been running for over 10 years—we do both. But for high-performance applications, we always recommend lamination.
Here's a real-world comparison.
In 2023, we did a side-by-side test for a UK-based outdoor brand. We made two versions of a 70-denier nylon waterproof fabric. One was coated with a standard polyurethane coating. One was laminated with a polyurethane membrane.
We tested both fabrics for abrasion resistance using the Martindale test. The coated fabric started showing wear after 15,000 cycles. The laminated fabric went to 50,000 cycles before showing any wear.
We tested both for flex durability—bending them back and forth to simulate wear at the elbows and knees. The coated fabric started cracking after 10,000 flexes. The laminated fabric went to 100,000 flexes with no cracking.
The brand chose the laminated fabric. It cost 35% more. But they knew their customers would wear these jackets for years, not months.
How Does Laser Bonding Replace Sewing in Waterproof Garments?
This is one of the coolest developments I've seen in my career.
Traditional waterproof garments are sewn. And every needle hole is a potential leak point. That's why you need seam tape. You sew the garment together, and then you go back and tape all the seams to prevent water from entering through the stitch holes.
It's time-consuming. It's labor-intensive. And over time, the seam tape can peel or crack.
Laser bonding eliminates all of that.
Instead of sewing, the fabric panels are bonded together using heat and pressure. A laser precisely cuts the fabric edges. A special hot-melt adhesive is applied. The panels are pressed together, creating a bond that's stronger than the fabric itself.
We started working with laser bonding technology in 2022. And the results have been remarkable.
In 2024, we helped a US-based technical outerwear brand produce a fully bonded waterproof jacket. The entire garment had zero stitches. Every seam was bonded.
We tested the bonded seams for hydrostatic pressure. The fabric itself failed at 22,000mm. The bonded seams held up to 24,000mm before any leakage.
That means the seams were actually stronger than the fabric.
The brand told me they've had zero warranty claims related to seam leakage on that jacket. Zero. In an industry where seam tape failure is one of the most common warranty issues, that's almost unheard of.
The downside? Laser bonding equipment is expensive. The process requires skilled operators. And the garment can't be altered easily once it's bonded—you can't just rip out a seam and re-sew it.
But for high-end technical outerwear, it's the future.
How Can I Verify the Waterproof Performance of Fabrics I'm Sourcing?
You've read about all these innovations. You're excited about the possibilities.
But here's the question I get from every client: "How do I know it actually works?"
I don't blame you. I've seen too many suppliers make claims they can't back up.
So let me walk you through exactly how we test waterproof fabrics in our lab. And I'll tell you what you should ask your supplier to provide.

What Tests Should I Ask for in a Fabric Specification Sheet?
If a supplier tells you a fabric is "waterproof," that's not enough. You need numbers.
Here are the three tests we run on every waterproof fabric that leaves our facility.
1. Hydrostatic Head Test (AATCC 127 or ISO 811)
This measures how much water pressure the fabric can withstand before water penetrates.
- 1,500mm: Resistant to light rain
- 5,000mm: Resistant to moderate rain
- 10,000mm: Waterproof for most outdoor activities
- 20,000mm+: Heavy-duty waterproof for extreme conditions
For a standard rain jacket, we typically recommend 10,000mm. For high-performance alpine or ski wear, 20,000mm or higher.
2. Water Spray Test (AATCC 22)
This measures how well the fabric surface repels water. It's a visual test. Water is sprayed onto the fabric, and the beading pattern is rated from 0 (completely wet) to 100 (perfect beading and runoff).
A rating of 80 or above is considered good for most applications. Our PFAS-free fabrics consistently score 90-100.
3. Breathability Test (ASTM E96 or JIS L1099)
This measures how much water vapor can pass through the fabric. It's measured in grams of water vapor per square meter per 24 hours.
- 5,000g/m²/24h: Basic breathability
- 10,000g/m²/24h: Good breathability for active use
- 20,000g/m²/24h: Excellent breathability for high-output activities
For a hiking jacket, 10,000g is usually sufficient. For a running jacket, we recommend 15,000g or higher.
Now, here's the key.
Any reputable supplier should be able to provide test reports for all of these parameters. At Shanghai Fumao, we include this data in the QR code on every roll. You scan it, and you can see the exact test results from that batch.
How Do I Test the Fabric Myself?
Maybe you want to verify the claims yourself. I respect that.
Here's a simple test you can do.
Take a sample of the fabric. Stretch it over a cup or a jar. Secure it with a rubber band. Then pour water into the fabric. If the fabric is truly waterproof, the water will pool on top. Turn it upside down. If the fabric holds the water, you've got a good waterproof fabric.
For a more rigorous test, you can do this with a graduated cylinder and measure how much water pressure the fabric holds before leaking.
But honestly, if you're working with a supplier who provides third-party lab reports—from SGS, ITS, or a similar accredited lab—you don't need to do your own testing. The lab reports are reliable.
I'll tell you a story that illustrates why this matters.
In 2023, a client from Australia came to us. They had been buying waterproof fabric from a supplier in another Asian country. The supplier claimed the fabric had a 10,000mm hydrostatic head.
When the client received their first shipment of finished jackets, they did a simple water test. Water went straight through the fabric.
They sent samples to SGS for independent testing. The results came back: 2,000mm. Not even close to waterproof.
The client lost $50,000 on that order. They had to cancel their retail orders. Their brand reputation took a hit.
They've been working with us since then. And every shipment we send comes with third-party test reports. No surprises. No failures.
Conclusion
The world of waterproof woven fabrics has transformed in ways I couldn't have imagined when I started in this industry.
We've moved from heavy, uncomfortable rubberized fabrics to lightweight, breathable materials that can handle the harshest conditions. We've found ways to deliver high performance without the environmental costs of PFAS chemicals. We're using recycled materials, plant-based fibers, and biodegradable membranes that reduce our impact on the planet.
And the technology is only getting better.
In our R&D lab right now, we're working on a waterproof fabric made from seaweed-based polymers. We're testing a new laser bonding machine that can produce fully waterproof garments in a fraction of the time of traditional sewing. We're developing membranes that are 50% thinner and 50% more breathable than anything on the market today.
But here's what I want you to remember.
All of this innovation means nothing if you don't have a partner who can deliver it reliably.
You need a supplier who understands the technology. Who has the equipment to test it properly. Who can provide the documentation you need to verify performance. And who will be honest with you about what a fabric can and cannot do.
That's what we've built at Shanghai Fumao. Over 20 years of experience. A CNAS-accredited lab. Partnerships with the most innovative mills in Asia and Europe. And a team that's committed to helping you build better products.
If you're working on a waterproof collection—whether it's outdoor gear, sportswear, or lifestyle rainwear—I invite you to reach out.
Let's talk about what you need. Let's test some samples. Let's build a fabric that performs exactly the way you want it to.
Because at the end of the day, your customers don't care about hydrostatic head numbers or PFAS regulations. They care about staying dry. They care about comfort. They care about products that last.
And that's what we help you deliver.
Ready to explore the latest in waterproof woven fabrics? Contact our Business Director, Elaine, directly at elaine@fumaoclothing.com. She'll walk you through our current innovations and help you find the right fabric for your next collection.