A few years back, I got a call from a supplier in Texas who outfits private security teams. He was frustrated. His usual source for heavy-duty nylon was backordered for six months, and he had a contract to deliver 500 tactical vests in 10 weeks. He asked me: "Can you make a fabric that stops a tear, resists water, and doesn't weigh a ton?" I told him, "That's what we do every day." But the truth is, military and tactical gear is the hardest segment we work in. The standards are brutal.
The bar for tactical fabrics isn't "does this look good?" It's "will this save someone's life?" We're talking about tear strength measured in pounds, not grams. Flame resistance that self-extinguishes. Coatings that hold up to weeks in the field without peeling. At Shanghai Fumao, we've been supplying specialized mills and gear brands for over a decade. We make the fabric for plate carriers, duty belts, backpacks, and combat uniforms that end up in the hands of NATO forces and law enforcement agencies.
Here's what I've learned: you can't just pick a fabric off a shelf and hope it works. You have to match the fiber to the threat. A soldier in a desert needs different properties than a police officer on city patrol. And the supply chain has to be bulletproof—literally, you can't have a batch fail ballistic testing because of a bad weave.
In this post, I'm going to break down the specific fabrics we use, the test standards we have to pass, and the common pitfalls I see buyers make. Whether you're sourcing for government contracts or designing your own tactical gear brand, this is the reality check you need.
What Makes Nylon 6,6 the Gold Standard for Tactical Gear?
If you look at high-end tactical gear—like what Crye Precision or LBT makes—chances are the main fabric is Nylon 6,6. Not regular Nylon 6. There's a big difference. Nylon 6,6 has a higher melting point and a more crystalline structure, which translates to better abrasion resistance and strength retention when wet. It's the backbone of the industry.
We buy our Nylon 6,6 yarn from specific suppliers in the US and Germany because the quality control is tighter. A bad batch of yarn can mean a 20% drop in tensile strength, and that's not acceptable when the gear is holding a ceramic plate.

Why is Cordura® the name everyone trusts?
Cordura® isn't a fiber; it's a brand of fabric that uses high-tenacity nylon yarns, often 6,6, with a specialized air-jet texturing. This texturing creates a slightly uneven surface that increases the surface area, which helps the durable water repellent (DWR) coating stick better. We've made equivalent fabrics, but the real value of Cordura is the certification. If you spec Cordura® 1000D, your customer knows it's been tested to a standard. We had a client from Brazil in 2023 who wanted a knock-off version to save money. We made it, and it tested fine in the lab. But when they did real-world drag tests on asphalt, the knock-off wore through 30% faster than the genuine Cordura. The difference was the proprietary finish. We now recommend our clients use the real thing for high-wear areas like knee patches and pack bottoms. You can see the official Cordura fabric specifications on their site to understand the testing.
What denier is right for a plate carrier vs. a backpack?
This is where experience matters. A plate carrier holds a heavy ceramic plate. It needs to be rigid and abrasion-resistant. We usually spec 500D to 1000D Cordura for the body. 1000D is tough, but it's heavy and can chafe through a uniform. 500D is lighter and more flexible, but it might wear out faster if you're crawling on concrete. For a US Marine unit, we did a hybrid: 1000D on the shoulder straps and cumberbund (high wear areas), and 500D on the front and back panels to save weight. For backpacks, 500D is the sweet spot. It's durable enough for years of use, but not so stiff that the bag stands up empty. For hydration pack bladders, we use a coated 210D nylon ripstop—it's lightweight and waterproof. There's a great breakdown of denier choices for different gear types that aligns with our experience.
How Do You Engineer Fabric to Pass the NFPA 1971 Flame Standard?
Flame resistance is non-negotiable for military and first responders. If a firefighter or a soldier is caught in a blast or a fire, their gear can't melt onto their skin. That means we can't use standard polyester or nylon in the outer shell. We have to use inherently flame-resistant fibers, or apply topical treatments that last the life of the garment.
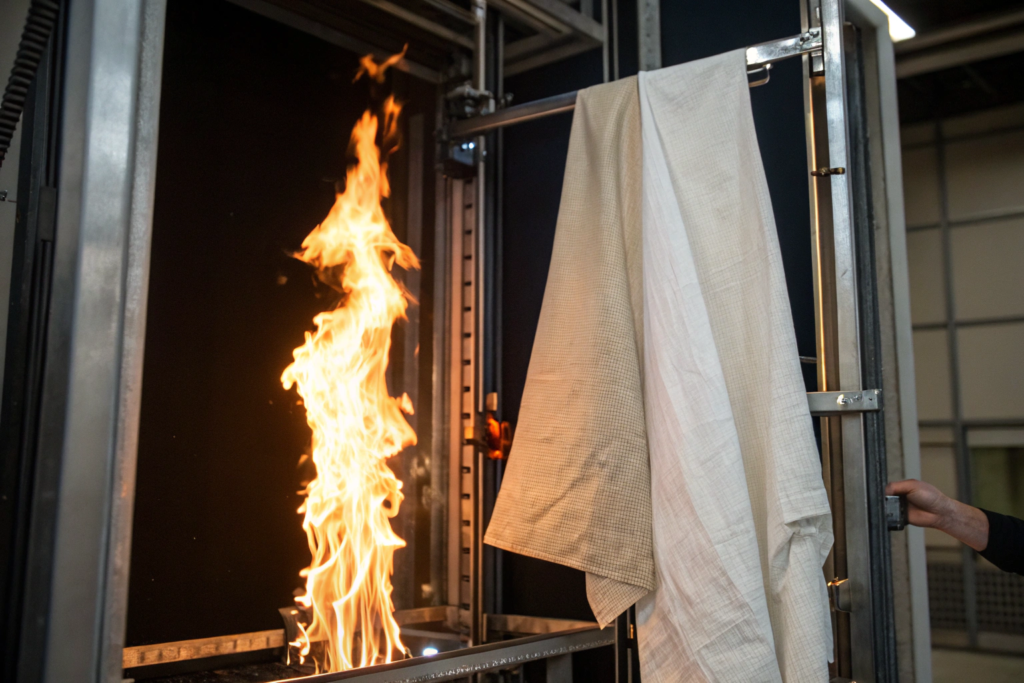
We run the vertical flame test (ASTM D6413) on every batch we ship for tactical clients. The fabric is held over a flame for 12 seconds. After the flame is removed, the material must self-extinguish within 2 seconds and not have a char length longer than 4 inches. It's a tough test, and we've seen plenty of fabrics fail.
What is the difference between treated FR and inherently FR fabrics?
Treated FR fabrics are usually cotton or nylon that has been soaked in a flame-retardant chemical. They work, but the chemical can wash out over time. Inherently FR fabrics—like Meta-Aramid (Nomex®), Para-Aramid (Kevlar®), or Polybenzimidazole (PBI)—have the flame resistance built into the molecular structure. It never washes out. For a wildland firefighting client in California last year, we supplied a fabric blend of 60% Meta-Aramid and 40% Lenzing FR (a flame-resistant rayon). The rayon adds comfort and moisture absorption, while the Aramid provides the thermal protection. The blend passed NFPA 1971 with a char length of just 2.5 inches. The downside? Cost. Aramid blends are 5-8 times more expensive than treated cotton. For budget-conscious contracts, a high-quality treated cotton like Proban® or Pyrovatex® can still pass the test, but we always warn clients about the washing instructions. You can't use bleach, or you kill the treatment. The NFPA's official standards page has the full details on testing protocols.
Why do we use Kevlar® stitching in load-bearing seams?
The fabric might be strong, but if the thread fails, the gear falls apart. For tactical pouches and slings, we mandate using Nomex® or Kevlar® thread. Regular polyester thread will melt at around 250°C. Kevlar thread can withstand over 400°C. More importantly, it has incredible cut resistance. In 2022, we had a reclamation from a European special forces unit. Their pack's shoulder strap ripped at the seam. We traced it back to the factory using a standard bonded nylon thread to save $0.03 per meter. The friction from the heavy load, combined with some heat, had weakened the nylon. We replaced the whole batch with Kevlar stitching at our cost. Now, we have a rule: any seam that holds weight gets fire-resistant, high-tenacity thread. For understanding thread strength, the military standard MIL-DTL-32078 is the reference for thread used in tactical gear.
Can Tactical Gear Be Both Lightweight and Tear-Resistant?
This is the holy grail of modern tactical design. Soldiers already carry 60-100 pounds of gear. Adding heavy fabric just makes it worse. So we use two main tricks: ripstop weaves and high-tenacity yarns. The goal is to stop a tear from spreading if the fabric gets punctured.
A ripstop weave has a thicker, stronger thread woven into the fabric at regular intervals—usually every 5 to 8 millimeters. If a sharp object pokes a hole, the tear hits that thick grid line and stops. It's like a seatbelt for your fabric.

What is the advantage of UHMWPE (Dyneema®) in tactical textiles?
UHMWPE stands for Ultra-High Molecular Weight Polyethylene. The most common brand is Dyneema®. It's famous for being "lighter than water, stronger than steel." We use it in composite fabrics for ballistic protection, like the inner lining of a plate carrier that stops fragmentation. The challenge? It has a low melting point (around 145°C). You can't weld it or hot-cut it easily. We worked with a Dutch company making bomb disposal suits. They needed a fabric that was cut-resistant for the sleeves but still flexible. We laminated a thin layer of Dyneema® fabric between two layers of lightweight Cordura. The result was a composite that stopped sharp edges but moved with the arm. It was expensive—about $45 per yard—but it stopped a knife blade in testing. For technical data on Dyneema in ballistics, the manufacturer's site has the hard numbers.
How does the US Military's ECWCS system use fabric layering?
The Extended Cold Weather Clothing System (ECWCS) is a perfect example of using different fabrics for different jobs. Level 1 is a polyester grid fleece for moisture wicking. Level 3 is a microfleece midlayer. Level 7 is the outer shell, which for the current generation is often a nylon ripstop with a waterproof/breathable membrane like Gore-Tex. We make a version of the Level 7 fabric for commercial brands. It's a 30D nylon ripstop that weighs almost nothing—about 1.5 ounces per square yard—but because of the tight weave and the DWR coating, it blocks wind and sheds snow. The key is the membrane lamination. If you don't bond it perfectly, you get delamination after a few washes. We use a dot adhesive system instead of a full glue layer to maintain breathability. For more on the ECWCS layering system specifications, the US Army's publishing directorate is the source.
What Hidden Coatings Make Gear Waterproof and Silent?
Waterproofing is obvious. But "silent" fabric? That's a specific request we get from hunters and special operators. They don't want the "swish, swish" sound of a nylon jacket when they move. So we have to use coatings and weaves that dampen sound while still repelling water.
Standard PU (polyurethane) coatings are cheap and waterproof, but they can get stiff and noisy in the cold. We often use a combination of a silicone coating on the face and a thin acrylic on the back for quieter gear.

What is the difference between PU, PVC, and Silicone coatings?
PVC (Polyvinyl Chloride) is tough and cheap. You see it on load-carrying equipment from the 80s. But it's heavy, cracks in the cold, and isn't environmentally friendly. PU (Polyurethane) is more flexible and can be made breathable. We use it on the inside of waterproof jackets. Silicone coatings are the most expensive, but they are incredibly durable and stay flexible in sub-zero temperatures. For a Norwegian military client, we coated a 330D Cordura with a silicone layer on both sides. It was completely waterproof, but the silicone also reduced the friction, so the fabric didn't snag on branches. The downside? Silicone-coated fabrics are hard to glue or tape seams on. You have to sew and then apply a separate seam-sealing tape. There's a good technical explanation of textile coating types on Textile Learner.
How do you make a "quiet" fabric for hunting gear?
The noise comes from fibers rubbing against each other. To stop it, we use a "cire" finish, which is a French word for "waxed." We run the fabric through heated rollers under high pressure. This partially melts the surface fibers (for synthetics) or flattens them (for cotton), creating a smoother, slightly shiny surface that reduces rustling. We also use a foam-backing lamination. By laminating a thin layer of open-cell polyurethane foam to the back of the fabric, we absorb sound and also add insulation. We did this for a US bowhunter brand last year. Their quiet jacket was a three-layer laminate: a quiet polyester face, a waterproof breathable membrane, and a micro-fleece backing. It was silent, waterproof, and warm. But the breathability was lower than a standard shell because of the foam. It's always a trade-off. For more on acoustic properties of textiles, acoustical engineering sites have the science.
Conclusion
The best fabric for military and tactical gear isn't one fabric. It's the right fabric for the specific threat. For abrasion, you pick high-tenacity Nylon 6,6. For fire, you pick Aramid blends. For weight savings, you pick ripstop weaves and exotic materials like Dyneema. And for the field, you pick the coating that balances waterproofing with noise and breathability.
At Shanghai Fumao, we've spent 20 years learning these trade-offs. We've watched fabrics fail flame tests. We've reinforced seams that ripped. We've helped clients reclassify their goods to save on tariffs. We know that when you're sourcing for people who put their lives on the line, there's no room for "good enough." It has to pass the spec, every time, batch after batch.
If you're sourcing for a government tender, outfitting a law enforcement team, or building a new tactical gear brand, let's talk. We can help you navigate the technical standards, source the certified yarns, and manufacture the fabric with the precise coating and finish you need.
Get in touch with our Business Director, Elaine. She manages our technical and military contracts and can connect you with our R&D team to review your specific requirements. Her email is elaine@fumaoclothing.com. Let's build gear that performs when it counts.