
I still remember the morning in 2019 when a long-time client from Australia called me, and I could hear the panic in his voice. He'd shipped 50,000 meters of beautifully printed cotton fabric to a major retailer in Sydney. Three months later, the retailer started getting complaints. The vibrant blues and reds on their outdoor furniture cushions had faded to dull, washed-out versions of themselves. The retailer was threatening to pull the entire line and charge my client for the losses. "We tested everything," he kept saying. "We tested crocking, we tested washing, we tested perspiration. We never tested lightfastness. We didn't think it mattered for outdoor use." That call cost him $200,000 in replacements and lost future business. It also taught me something I'll never forget: lightfastness isn't just another test—it's the difference between a product that lasts and a product that fails when your customer puts it in their window.
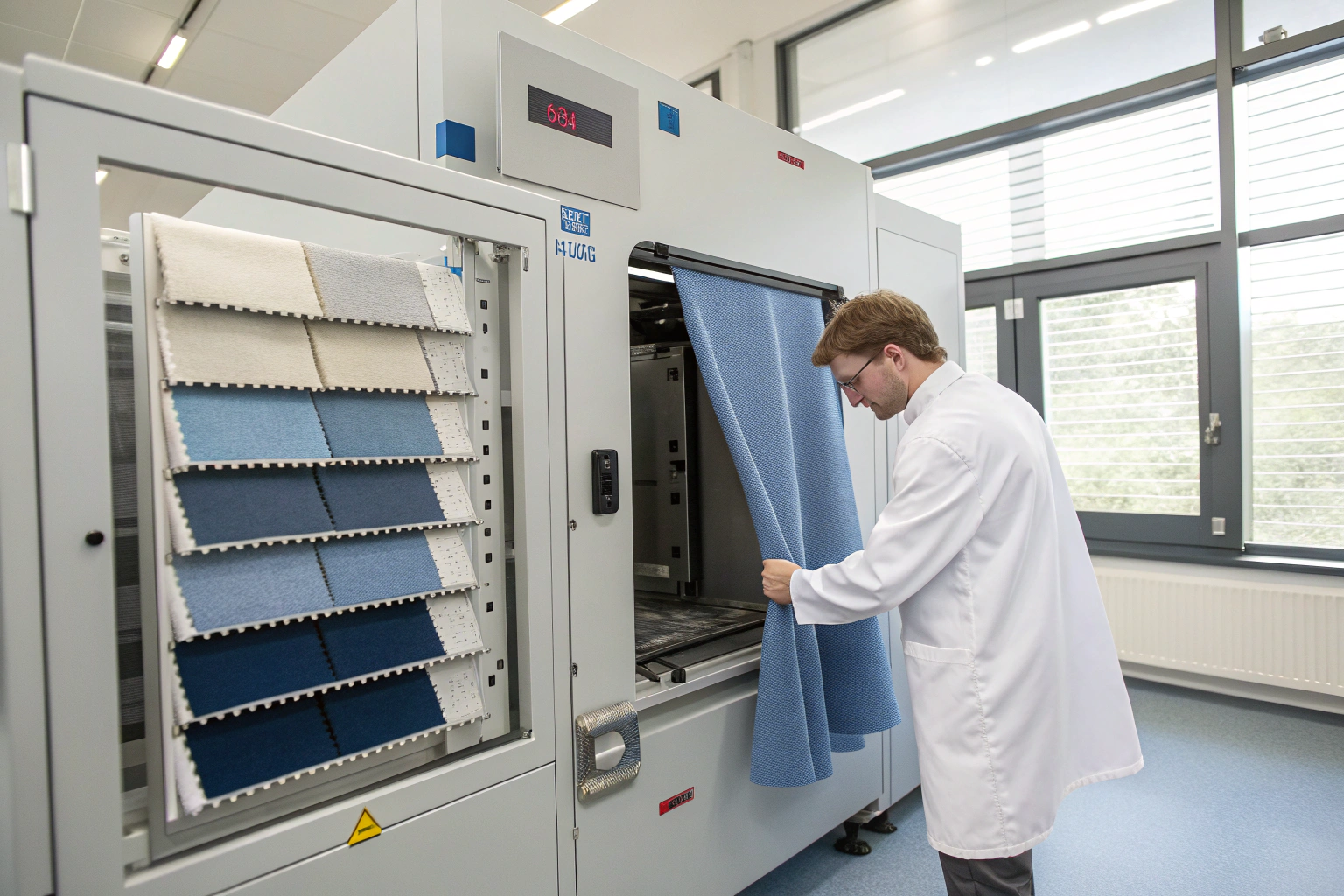
Testing fabric for lightfastness according to AATCC 16 involves exposing fabric samples to a controlled light source—typically a xenon arc lamp that simulates natural sunlight—for a specified period, then evaluating the color change against the AATCC Gray Scale for Color Change or using instrumental color measurement. The test duration depends on the intended end use, ranging from 20 hours for interior applications to 100+ hours for automotive or outdoor products. Results are reported as a rating from 1 (severe fading) to 5 (negligible fading), often with reference to the Blue Wool Standards that provide calibrated benchmarks. Proper testing requires careful sample preparation, precise control of temperature and humidity, and trained evaluators who can distinguish subtle color differences. The test method varies by region—AATCC 16 is the North American standard, while ISO 105-B02 is common in Europe and ISO 105-B06 for automotive—but the principles are similar across all systems.
That Australian client now requires lightfastness testing on every order, whether it's for indoor curtains or outdoor cushions. He sends me a note every year thanking me for the tough conversation we had about why testing matters. Let me walk you through everything I've learned about lightfastness testing in the last two decades—the equipment, the procedures, the interpretation, and the practical implications for your products.
What is lightfastness and why does it matter for your fabrics?
Lightfastness sounds technical, but the concept is simple: how well does your fabric resist fading when exposed to light? Every fabric fades eventually—it's a question of how quickly and how much. Lightfastness testing tells you the answer before your customer discovers it the hard way.

What actually happens when fabric fades in sunlight?
The physics and chemistry of fading are complex, but the basic mechanism is straightforward. Light energy—particularly ultraviolet and visible light—breaks chemical bonds in dye molecules. When those bonds break, the molecule can no longer absorb and reflect light the same way. The color changes. It might become lighter, shift hue, or lose saturation entirely.
Different dyes have different resistance to this process. Some dye classes—like vat dyes on cotton or disperse dyes on polyester—form very stable chemical structures that resist light energy. Others—like some direct dyes or basic dyes—are more vulnerable. The fiber itself matters too. Wool and silk are more sensitive to light damage than polyester or acrylic. Even the depth of shade affects lightfastness: pale pastels typically fade faster than deep, rich colors because there's less dye present to begin with.
A Mexican home textile manufacturer learned this lesson when they switched from vat dyes to a cheaper direct dye for their cotton curtain fabric. The initial colors looked identical. But after three months in display windows, the direct-dyed curtains had faded noticeably while the vat-dyed samples remained vibrant. They lost a major hotel contract because of it. The American Association of Textile Chemists and Colorists (AATCC) technical papers on dye chemistry explain why different dye classes perform so differently.
Which products absolutely require lightfastness testing?
Honestly, everything benefits from lightfastness testing, but some applications are critical:
Outdoor products: Awnings, outdoor furniture, marine upholstery, flags, banners. These face direct sunlight for hours daily. Without excellent lightfastness (ratings of 4-5), they'll fail within months.
Automotive interiors: Car seats, headliners, dash covers. The combination of sunlight through windows and high temperatures creates extreme conditions. Automotive standards (like ISO 105-B06) are among the most demanding.
Window treatments: Curtains, drapes, blinds. Even behind glass, UV exposure causes fading. Sheer fabrics are particularly vulnerable because more light passes through.
Retail displays: Garments and fabrics displayed in shop windows. Nothing kills a sale faster than a faded display item.
Apparel for sunny climates: Swimwear, resort wear, outdoor sportswear. Customers expect these to survive beach vacations.
A Canadian outdoor gear company specifies lightfastness testing for every tent fabric, backpack material, and sun shirt they source from us. They've built their brand reputation on durability, and they know that color fading is the first thing customers notice. Their testing protocol requires 100 hours of xenon exposure with less than Gray Scale 4 change—that's about twice the standard for general apparel. The Canadian General Standards Board standards for outdoor textiles informed their specifications.
How does the AATCC 16 test method actually work?
AATCC 16 isn't one test—it's a family of test methods with different options. The most common is AATCC 16.3, which uses a xenon arc lamp to simulate sunlight. Here's how we actually do it in our lab.
What equipment is required for proper lightfastness testing?
The heart of the test is the xenon arc fadeometer. This machine generates light that closely matches the spectral distribution of natural daylight. Unlike simple UV lamps, xenon arcs produce visible light and infrared heat, just like the sun. The best machines allow precise control of irradiance (light intensity), temperature, and humidity.
We use an Atlas Ci3000+ Xenon Fadeometer in our CNAS-accredited lab. It cost over $50,000, but it's essential for reliable results. The machine continuously monitors light output and adjusts automatically to maintain consistent exposure. It also controls black panel temperature (typically 63°C for AATCC 16) and relative humidity (typically 40-50%).
The other critical component is the Blue Wool Reference Standards. These are specially dyed wool fabrics with known lightfastness ratings from 1 (very poor) to 8 (excellent). By exposing Blue Wool standards alongside your test samples, you can calibrate the exposure and ensure consistency between tests. If the Blue Wool L4 standard shows a specific level of fade, you know you've delivered a specific amount of light energy.
We also use the AATCC Gray Scale for Color Change for visual evaluation. This is a physical card with pairs of gray chips ranging from no difference (rating 5) to extreme difference (rating 1). Evaluators compare the exposed sample to the unexposed original and find the closest match on the Gray Scale. For more precise, objective measurement, we use a spectrophotometer that quantifies color difference numerically (ΔE values).
A Thai textile exporter once asked us to validate their own lightfastness testing before a major EU contract. We sent our technicians to audit their lab and found their fadeometer hadn't been calibrated in three years. The results they were reporting were essentially meaningless. We helped them develop a calibration and maintenance schedule based on ISO 17025 standards, which they now follow religiously.
What's the actual procedure step by step?
Here's how we run a standard AATCC 16.3 test:
Step 1: Sample preparation. We cut specimens approximately 70mm x 120mm. For each fabric, we prepare at least three specimens—one for exposure, one unexposed control, and one spare. If the fabric has multiple colors (like stripes or prints), we test each color separately because they may fade differently.
Step 2: Mounting. We mount the specimens on white cardboard holders, covering part of each specimen with an opaque cover. This creates an exposed area and an unexposed area on the same piece of fabric—essential for direct comparison after testing. We also mount Blue Wool standards L2 through L6 alongside the specimens.
Step 3: Exposure. The mounted specimens go into the fadeometer. For standard testing, we expose for 20 AFU (AATCC Fading Units), which is roughly equivalent to 20 hours of xenon exposure under specified conditions. For higher durability requirements, we might expose for 40 or 60 AFU. The machine runs continuously until the prescribed exposure is complete.
Step 4: Evaluation. After exposure, we remove the specimens and condition them in standard atmosphere (21°C, 65% RH) for at least 4 hours. Then we compare the exposed area to the unexposed area. Using the Gray Scale, we assign a rating from 1 to 5. Alternatively, we use the spectrophotometer to measure ΔE (total color difference). A ΔE of 4.0 or less typically corresponds to a Gray Scale rating of 3-4 or better.
Step 5: Reporting. The test report includes the exposure conditions (temperature, humidity, irradiance), the exposure duration, the Gray Scale or ΔE rating for each specimen, and any observations about color change (hue shift, darkening, etc.).
A Brazilian swimwear brand sends us monthly test samples to verify their production consistency. We've tested over 200 batches for them in the last three years, and our database shows their lightfastness ratings have improved from an average of 3.0 to 4.2 as they've refined their dye formulas. That's the power of consistent testing. The AATCC Technical Manual provides the complete, detailed procedure for Method 16, which we follow precisely for every test.
How do you interpret lightfastness results and what do the numbers mean?
Numbers without context are meaningless. Here's how we translate lightfastness ratings into real-world expectations.

What's the difference between Gray Scale ratings and Blue Wool ratings?
This confuses many buyers, so let me clarify. The Gray Scale for Color Change rates the amount of fade on a 1-5 scale, with half-point increments allowed. Rating 5 means no visible difference between exposed and unexposed. Rating 4 means a slight difference—noticeable but not severe. Rating 3 means moderate difference. Rating 2 means significant difference. Rating 1 means extreme difference.
The Blue Wool Standards are different. They're reference materials with known lightfastness ratings from L1 (lowest) to L8 (highest). Each standard fades at a predictable rate. L2 will show noticeable fade after relatively low exposure; L6 requires much longer exposure to show the same degree of fade. By exposing Blue Wool standards alongside your samples, you can verify that the test conditions were correct and that your exposure duration was appropriate.
In practice, we use both. The Blue Wool standards tell us the test ran correctly. The Gray Scale tells us how your fabric performed. A typical specification might require "Gray Scale rating of 4 or better after 20 AFU exposure with L4 Blue Wool showing a contrast equal to Gray Scale 4."
A US military contractor once sent us a specification requiring "lightfastness of L5 minimum." That's actually a misstatement—L5 is a Blue Wool standard, not a fabric rating. We clarified that they wanted performance equivalent to Blue Wool L5, which means the fabric should fade no more than the L5 standard does under the same exposure. We tested accordingly and passed. Clear communication about these terms prevents costly misunderstandings. The SDC (Society of Dyers and Colourists) guide to Blue Wool Standards explains the history and proper use of these references.
What rating do you need for different applications?
Here's our practical guidance based on decades of testing and client feedback:
Rating 1-2 (Poor to Very Poor): Acceptable only for disposable items or products with extremely short lifespans. Not recommended for anything that will see daylight.
Rating 3 (Fair): Suitable for interior apparel that won't see much light—undergarments, linings, items stored in closets. Not suitable for window displays, outdoor use, or anything exposed to regular sunlight.
Rating 4 (Good): The minimum standard for most apparel and interior furnishings. A fabric rated 4 will maintain acceptable appearance through normal use, though some fading may become noticeable after extended exposure (years). Most of our commercial clients specify 4 as their minimum.
Rating 5 (Excellent): Required for outdoor products, automotive interiors, and high-end furnishings expected to last for years without visible fade. Fabrics rated 5 are typically dyed with premium colorants (vat dyes on cotton, disperse dyes on polyester) and may cost more.
A UK-based luxury curtain manufacturer specifies rating 4-5 minimum for all their fabrics. They guarantee their curtains against fading for five years, and they've rarely had claims because they test rigorously. For a recent hotel project in Dubai—where sunlight is intense—they required rating 5 and tested at 80 AFU instead of the standard 20. The curtains have been in place for three years with no visible fade. The British Standards Institution (BSI) guidelines for textile end-use performance informed their specifications.
What factors affect a fabric's lightfastness performance?
Lightfastness isn't just about the dye—it's about the entire system: fiber, dye, application method, and finishing. Understanding these factors helps you make better sourcing decisions.

How does dye selection impact lightfastness?
This is the biggest factor by far. Different dye classes have inherently different lightfastness potential:
Vat dyes (on cotton, linen, rayon): Excellent lightfastness, typically 4-5. These dyes form large, insoluble molecules within the fiber that resist photodegradation. They're expensive and require complex application, but for products requiring maximum durability, they're worth it.
Reactive dyes (on cotton, viscose): Good to excellent, typically 3-4. Modern reactive dyes can achieve rating 4 with proper selection and application. They're the standard for most quality apparel.
Disperse dyes (on polyester, nylon): Excellent, typically 4-5. Polyester's hydrophobic nature and disperse dyes' chemistry create very stable color. This is why polyester outdoor fabrics perform so well.
Acid dyes (on wool, silk, nylon): Variable, typically 3-4 on wool, 3-5 on nylon depending on molecular structure. Some acid dyes have excellent lightfastness; others fade quickly.
Direct dyes (on cotton): Poor to fair, typically 2-3. Direct dyes are economical and easy to apply but generally have poor lightfastness. Not recommended for any product that will see light.
Basic dyes (on acrylic, modified polyester): Variable. On acrylic, basic dyes can achieve excellent lightfastness (4-5). On other fibers, they're often poor.
A Vietnamese garment factory once asked us to troubleshoot why their supposedly identical fabrics from two suppliers performed differently. Both were reactive-dyed cotton, but one batch rated 4 and the other rated 2.5. Investigation revealed the poor-performing batch used a low-cost red dye known for poor lightfastness. The factory hadn't specified which reactive dyes to use—they just said "reactive." We helped them develop specifications that require approved dye lists from their suppliers, preventing this problem going forward.
How do fiber and fabric construction affect fading?
The fiber itself matters because it influences how dye molecules are held and how light penetrates. Cotton and other cellulosic fibers hold dye throughout the fiber cross-section. If the surface fades, there's more dye beneath to maintain color. Polyester is similar. Wool and silk, however, hold dye primarily in the fiber's outer layers. Surface fading is more visible because there's less dye depth to draw from.
Fabric construction affects light exposure. Loosely woven fabrics let more light pass through, potentially exposing more fiber surface to light. Tightly woven or knitted fabrics protect some fibers within the structure. Textured surfaces with shadows and highlights can mask fading better than smooth surfaces.
Color depth matters enormously. Pastel shades use less dye, so any dye destruction is immediately visible. Deep shades have more dye molecules, so even after significant destruction, enough remain to maintain color. A navy blue might still look navy after fading that would turn a sky blue to gray.
A South African resort wear brand learned this when their pale yellow and pale blue garments faded visibly after one season, while their deep purples and forest greens from the same dye chemistry remained vibrant. They now specify minimum 3% dye depth for light colors and test all pastels at extended exposure. The Textile Institute's monograph on color physics explains the relationship between dye concentration and perceived fading.
How does Fumao Fabric ensure consistent lightfastness across production?
Testing once isn't enough. Dye lots vary. Chemical concentrations shift. Process conditions fluctuate. Consistent lightfastness requires systematic quality control.

How do we test incoming dyes and chemicals?
Our lightfastness control starts before any fabric is produced. We test every batch of dye that enters our facility—not just for color, but for lightfastness potential. Using a standardized cotton substrate, we apply each dye batch at standard concentration and run a rapid lightfastness test. If the dye batch varies from the reference standard by more than 0.5 Gray Scale units, we reject it.
This saved us from disaster in 2022. A shipment of reactive blue dye from a new supplier passed color matching tests but failed our lightfastness screening—it was 1.5 ratings lower than our standard. We rejected the batch and notified our client, who would have received fabric dyed with that inferior dye. They later learned that the supplier had changed their manufacturing process without disclosure. Our testing caught it before any fabric was made.
We also test the water quality in our dyehouse. Dissolved minerals can affect dye-fiber bonding and reduce lightfastness. Our water treatment system maintains consistent quality, and we test weekly to verify. The AATCC monograph on water quality in textile processing provides the standards we follow.
What's our sampling and testing frequency for production?
For production orders, we test lightfastness at multiple points:
Pre-production samples: Before any bulk production, we dye a small batch and test full specifications. Client approves before we proceed.
First production batch: We test samples from the first production run. If results match pre-production, we continue.
Ongoing production: For long runs, we test every 5,000 meters or every 48 hours, whichever comes first. This catches any drift in conditions.
Final shipment: Random samples from finished rolls are tested as final verification.
A Japanese automotive supplier requires testing from every dye lot, even if it's only 500 meters. For their seat fabric, they need absolute consistency because slight color differences would be visible in the finished vehicle. We've set up dedicated production lines for their orders with testing at every stage. In five years, we've never had a lightfastness rejection. Their quality manual references ISO 9001 and IATF 16949 automotive standards, which we've integrated into our processes.
What are the common mistakes in lightfastness testing and interpretation?
After two decades of testing, I've seen every mistake possible. Here are the ones that cost clients the most money.

Why do some labs report inconsistent results?
Inconsistent results usually come from one of several problems:
Improper calibration: Fadeometers drift over time. If irradiance sensors aren't calibrated annually, the actual light dose varies. We send our instruments to the manufacturer for calibration every 12 months without fail.
Incorrect humidity control: Humidity affects fading rates for many dyes. If the lab doesn't control humidity precisely, results vary seasonally. AATCC 16 specifies 40±5% RH for most options.
Poor specimen mounting: If specimens aren't mounted flat and secure, shadows or movement during exposure creates uneven fading.
Evaluator variation: Visual evaluation is subjective. Different people see color differently. That's why we use multiple evaluators and spectrophotometric confirmation for critical decisions.
A Turkish home textile company sent us samples that had failed at their lab but passed at their customer's lab. We tested blind and found their lab was using outdated Blue Wool standards that had themselves faded over time. Once they replaced their standards, results aligned. The ISO guidance on proficiency testing for textile labs helps labs maintain consistency.
How can you avoid over-specifying lightfastness?
Sometimes clients ask for lightfastness that's higher than necessary, driving up cost without adding value. Lightfastness 5 fabric typically costs 20-40% more than lightfastness 4 fabric because of the dye and process requirements. If your product doesn't need it, don't pay for it.
Ask yourself: Where will this fabric actually be used? A child's party dress worn indoors for special occasions doesn't need automotive-grade lightfastness. A beach cover-up worn for one season doesn't need rating 5. Match the specification to the real use.
We help clients right-size their specifications by asking about their customer's expectations, the product's intended lifespan, and the competitive landscape. A Canadian workwear brand initially specified lightfastness 5 for all their uniforms. We suggested rating 4 for indoor workers, saving them 15% on fabric cost without affecting customer satisfaction. They reinvested the savings in better pocket construction, which their customers appreciated even more. This kind of value engineering in textile specifications is covered by ASTM International standards, which we reference in our recommendations.
Conclusion
Lightfastness testing isn't just a technical formality—it's your insurance policy against customer disappointment. That Australian client who lost $200,000? He's still in business, but he learned a lesson I hope you won't have to learn the hard way. A simple test, costing maybe $100, would have saved him everything. The fabric he shipped faded because the reactive dyes his supplier used weren't specified for lightfastness. They looked beautiful fresh from the factory, but they couldn't survive three months in an Australian outdoor setting.
At Shanghai Fumao, we've built our reputation on catching problems before they become your problems. Our CNAS-accredited lab tests lightfastness according to AATCC 16, ISO 105, and customer-specific protocols. We test incoming dyes, monitor production continuously, and verify every shipment. We've helped clients avoid recalls, protect their brand reputation, and deliver products that perform as promised.
But testing is only valuable if you use the results. We don't just send you a test report and move on. We discuss the implications. If your fabric rates 3.5 and your application requires 4, we work with you to understand why and how to improve it. Maybe it's dye selection. Maybe it's application temperature. Maybe it's the fiber itself. We'll figure it out together.
Whether you're sourcing for outdoor furniture, automotive interiors, children's wear, or high-end fashion, we have the expertise to ensure your colors last as long as your customers expect. We'll help you specify appropriately, test rigorously, and produce consistently.
Ready to ensure your fabrics stand the test of light? Let's talk about your testing needs. Contact our Business Director, Elaine, directly at elaine@fumaoclothing.com. Tell her about your products, your target markets, and your quality requirements. She'll connect you with our laboratory team, who can discuss your specific testing needs, provide reference samples, and develop a quality assurance plan that gives you confidence in every shipment. Don't learn the hard way like my Australian friend—test first, produce second, succeed always.








