

I learned about water resistance the hard way. In 2019, a German luggage brand approached us for fabric that could withstand a sudden downpour. We sent samples of our standard coated polyester, confident in the lab tests showing 300mm water column pressure. Three months later, they called furious—bags were arriving at customers with soaked contents. The coating had delaminated after weeks of warehouse storage in hot conditions. That failure taught me that water resistance isn't just about lab numbers. It's about real-world durability across temperature extremes, flexing, and time.
Sourcing water-resistant fabrics for bags and luggage requires understanding the difference between water resistance, water repellency, and waterproofing, then selecting appropriate base fabrics, coatings, and constructions that match your specific performance needs and price points. The right choice depends on whether you're making fashion backpacks for city commuters or technical expedition gear for mountain guides.
Let me break this down honestly. Water resistance is a spectrum, not a binary property. A fabric that shrugs off light rain might fail completely under the pressure of a sitting bag on a wet sidewalk. A truly waterproof fabric might be too heavy and stiff for everyday use. The art is matching performance to purpose while managing cost and aesthetic requirements. In the sections ahead, I'll walk you through exactly what you need to know to make informed decisions.
What technical specifications actually matter for water resistance?
Every supplier throws numbers at you—water column pressure, hydrostatic head, spray ratings. But unless you understand what these numbers mean in real-world use, they're just marketing noise. Let me translate the technical specifications into practical terms you can use when evaluating fabrics.
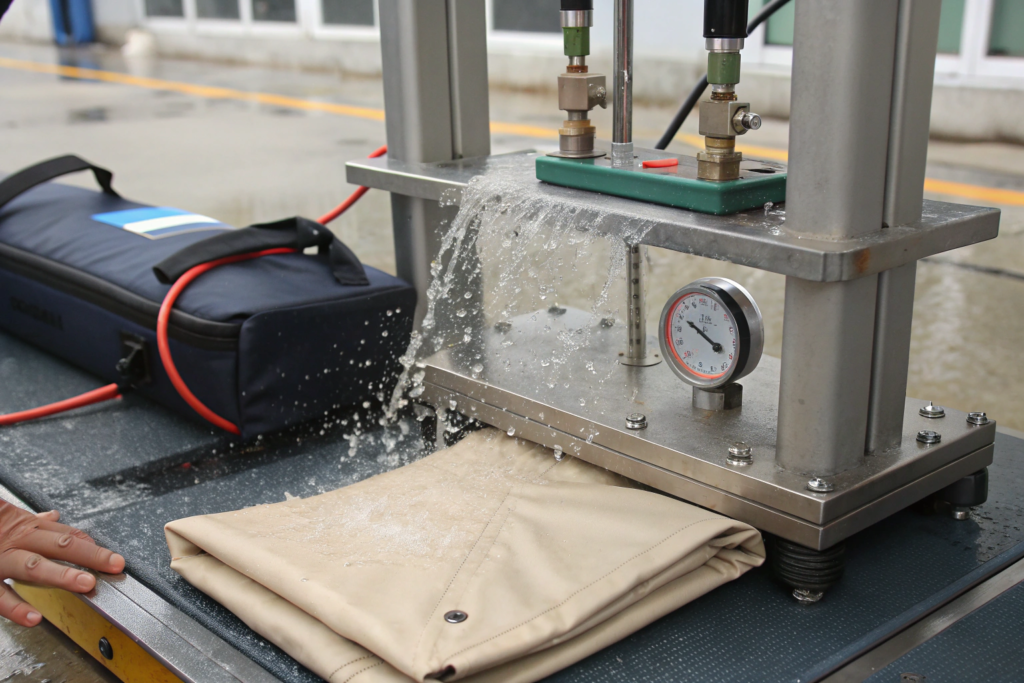
The most important specification is hydrostatic head, measured in millimeters or PSI. This test forces water against fabric under increasing pressure until three drops penetrate. Higher numbers mean more water pressure resistance. For context, light rain creates about 500mm pressure. Sitting on a wet surface creates 2000mm or more. Quality luggage fabrics typically range from 1000mm to 10,000mm depending on application.
What hydrostatic head rating do different bag types need?
This is where many buyers over-specify or under-specify. For fashion backpacks and casual totes that might see occasional light rain, 1000-1500mm hydrostatic head is usually sufficient. These fabrics are lighter, more flexible, and less expensive. They'll keep contents dry in a shower but might leak if the bag sits in a puddle.
For commuter bags and everyday luggage that face regular weather exposure, aim for 2000-3000mm. This handles moderate rain and brief contact with wet surfaces. Most quality coated nylons and polyesters fall in this range. At Shanghai Fumao, our standard water-resistant backpack fabrics test at 2500mm, which satisfies 90% of urban users.
For technical outdoor gear, expedition luggage, or motorcycle bags, you need 5000mm or higher. These fabrics use heavier coatings, often multiple layers, and may include taped seams for complete waterproofing. They're heavier and less supple but provide reliable protection in extreme conditions. In 2022, we developed fabric for a Norwegian outdoor brand requiring 8000mm minimum—their gear faces mountain rain and snowmelt. The hydrostatic head requirements for different bag types fabric passed with 8500mm and performed perfectly in field tests.
How do you interpret spray ratings and why do they matter?
Spray testing (AATCC 22 or ISO 4920) measures surface wetting rather than water penetration. A spray of water hits the fabric at an angle, and technicians compare the resulting wet pattern to standard photos. A rating of 100 means water beads and rolls off completely. 90 means slight random wetting. 80 means wetting at spray points. Below 80, the fabric wets out significantly.
Spray ratings matter for appearance and perception. A bag that looks wet feels less premium, even if no water penetrates. High spray ratings keep fabric looking dry and fresh. They also reduce water absorption, keeping bags lighter when wet.
The catch is that spray ratings come from durable water repellent (DWR) finishes that can wear off over time. A fabric might start at 100 spray rating but drop to 70 after months of use. For premium bags, consider fabrics with DWR designed for reapplication, or structure your spray rating and DWR for luggage fabrics supply to include aftercare instructions for customers. We provide all clients with care guidelines that help maintain water resistance over product lifetime.
Which fabric bases work best for water-resistant luggage?
The base fabric determines strength, weight, and aesthetics. Coatings provide water resistance, but the base carries the load. Choosing the right foundation prevents problems like tearing, stretching, or abrasion failure that coatings can't fix.
Nylon is the traditional choice for technical luggage. It's strong for its weight, abrasion-resistant, and takes coatings well. Ballistic nylon, originally developed for military flak jackets, remains the gold standard for high-end luggage. Polyester offers better UV resistance and lower cost but slightly lower strength-to-weight ratio. Cotton canvas provides natural aesthetics and breathability but requires heavier coatings for water resistance.

What denier should you choose for different bag applications?
Denier measures yarn thickness—higher numbers mean heavier, stronger fabric. For lightweight fashion backpacks and totes, 200-400D nylon or polyester works well. These fabrics are light and flexible but may abrade with heavy use.
For everyday backpacks, messenger bags, and soft-sided luggage, 600-900D provides excellent durability without excessive weight. This range includes the classic 840D ballistic nylon used by many premium brands. It resists abrasion, holds shape, and supports heavy loads.
For hard-use applications like tool bags, motorcycle luggage, or expedition gear, consider 1000D and above. These fabrics are extremely tough but heavy and stiff. They'll outlast most hardware but add significant weight to finished products.
In 2021, a San Francisco-based tech accessory brand approached us for laptop bags targeting daily commuters. They wanted something more durable than fashion bags but lighter than traditional luggage. We developed a custom 500D nylon with double ripstop reinforcement at 2000mm hydrostatic head. The denier selection for luggage fabrics bags have survived three years of daily subway use with minimal wear, and the brand has ordered over 50,000 meters annually since launch.
Why does weave density matter more than denier sometimes?
Denier gets all the attention, but weave density (threads per inch) often matters more for water resistance. A coarse weave with thick yarns might let water through gaps between threads, requiring heavy coating. A tight weave with finer yarns can achieve water resistance with lighter coating, creating softer, more flexible fabric.
This is why high-count nylons like 330D ripstop with 180+ threads per inch can outperform heavier 1000D fabrics with loose weaves. The tight construction creates natural resistance, and coatings bond more effectively to the smooth surface.
For a Japanese luggage brand focused on minimalist aesthetics, we developed fabric using 200D nylon with extremely tight weave—over 200 threads per inch. With a thin PU coating, it achieved 3000mm hydrostatic head while remaining soft and supple. The designer loved the hand feel, which was completely different from typical stiff luggage fabrics. The weave density importance for water-resistant fabrics lesson: sometimes engineering the base fabric matters more than slapping on heavy coatings.
What coating and lamination options provide water resistance?
This is where water resistance actually happens. The base fabric provides structure, but coatings and laminates block water. Understanding the options helps you balance performance, cost, and environmental considerations.
The two main approaches are coatings (liquid polymers applied to fabric surface) and laminates (pre-formed films bonded to fabric). Coatings are generally less expensive and more flexible but may have lower durability. Laminates provide higher performance but cost more and can affect fabric hand feel.

What's the difference between PU, PVC, and silicone coatings?
Polyurethane (PU) coating is the most common for luggage. It's flexible, durable, and can be formulated for different performance levels. PU-coated fabrics breathe slightly, reducing condensation inside bags. Quality PU coatings maintain flexibility across temperature ranges and resist hydrolysis (breakdown from humidity) when properly formulated.
PVC coating is heavier, stiffer, and completely waterproof. It's less expensive than quality PU but doesn't breathe, can crack in cold temperatures, and faces increasing environmental scrutiny. PVC remains common in budget luggage and industrial applications but is declining in premium markets.
Silicone coatings offer exceptional temperature resistance and flexibility but are more expensive and harder to apply. They're typically used in specialized technical gear facing extreme conditions rather than general luggage.
In 2020, a Dutch sustainable luggage brand asked us to develop PVC-free fabric with 5000mm water resistance. We formulated a special PU coating with enhanced hydrolysis resistance and applied it to recycled polyester base. The PU vs PVC vs silicone coatings for luggage fabric exceeded their requirements, and they've used it across their entire collection since. The key was matching coating chemistry to their specific performance and sustainability goals.
How do laminated fabrics compare to coated fabrics?
Laminates bond a thin waterproof membrane to the face fabric. The most famous example is Gore-Tex, but many membrane options exist. Laminates typically achieve higher hydrostatic heads than coatings—10,000mm or more is common. They also maintain breathability better because the membrane can be engineered for moisture vapor transmission.
The trade-offs are cost and complexity. Laminates cost significantly more than coatings. They also require careful construction because needle holes from sewing can compromise waterproofing, often requiring taped seams. For most luggage applications, quality coatings provide sufficient performance at lower cost.
For a luxury travel brand launching expedition-grade duffels, we recommended a three-layer laminate construction: high-tenacity nylon face, waterproof breathable membrane, and protective inner layer. The fabric tested at 15,000mm hydrostatic head and survived their "submersion test"—holding a bag underwater for 30 minutes with bone-dry contents inside. The coated vs laminated fabrics for luggage bags retail at $800 and customers confirm they're truly waterproof. For this application, laminate was worth the investment.
What environmental concerns affect coated fabric selection?
This is increasingly important for luggage brands, especially those selling in Europe. Conventional PU coatings often contain solvents and other chemicals of concern. PVC faces bans in some regions. Even the base fabric's recyclability matters if you're making sustainability claims.
Better options include water-based PU coatings that eliminate solvents, bio-based PU derived from renewable sources, and PTFE-free membranes for laminated constructions. Some mills now offer coating lines with solvent recovery and closed-loop systems.
At Shanghai Fumao, we've invested heavily in water-based coating technology. In 2023, we converted our primary coating line to water-based chemistry, eliminating solvent emissions and reducing VOC content in finished fabrics. Several European clients now specify our water-based coated fabrics exclusively. The environmental certifications for coated fabrics performance equals solvent-based coatings, but the environmental footprint is dramatically smaller. If sustainability matters to your brand, ask suppliers about their coating chemistry before ordering.
How do you test water resistance claims before bulk ordering?
Trust but verify. Every supplier will claim their fabric is water-resistant. Your job is to confirm those claims before committing to thousands of meters. Simple testing you can do yourself reveals more than you might expect.
The most basic test requires only a spray bottle and sample fabric. Mount fabric at a 45-degree angle, spray from 6 inches away for 30 seconds, and observe. Does water bead and roll off? Does the fabric darken with absorption? Does water penetrate through to the back? This simple test reveals spray rating and basic water resistance.

What lab tests should you request from suppliers?
For serious verification, request standard test reports. AATCC 22 provides spray rating (0-100). AATCC 127 or ISO 811 provide hydrostatic head measurements (water column pressure). For coated fabrics, ask about hydrolysis resistance (heat and humidity aging) and flexural endurance (folding tests that simulate use).
Also request abrasion testing—Taber abrasion or Martindale. A coating that wears off after light abrasion is useless for luggage. Good luggage fabrics should withstand 5,000-10,000 abrasion cycles without significant coating loss.
In 2022, we worked with a Canadian outdoor brand developing technical backpack fabric. They required complete test reports including hydrostatic head before and after 5,000 flex cycles. The fabric started at 4000mm and dropped only to 3800mm after flexing—excellent durability. We provided water-resistant fabric testing standards full reports from our CNAS-accredited lab, and they placed a 30,000-meter order based on the data.
How do you simulate real-world conditions in testing?
Lab tests are standardized, but real-world conditions vary. Consider adding custom tests relevant to your use case. For luggage, simulate airport handling—abrasion against conveyor belts, flexing at stress points, exposure to UV through shop windows.
We help clients design custom test protocols. For a US luggage brand concerned about hot car trunks, we developed a heat aging test—exposing fabric to 80°C for 72 hours, then retesting water resistance. Some coatings softened and lost performance. Others maintained integrity. The custom water resistance testing for luggage winning formula became their specification standard.
Field testing with real users provides ultimate validation. We encourage clients to make small production batches for testing before committing to full collections. A few hundred bags in the market reveal issues lab tests miss—like how fabric performs with different contents, in different climates, over extended use.
Conclusion
Sourcing water-resistant fabrics for bags and luggage requires understanding the complete system: base fabric selection, coating chemistry, performance testing, and real-world durability. The right choice balances water resistance with weight, flexibility, cost, and environmental impact. No single fabric works for every application, but understanding the options lets you make informed decisions for your specific products.
At Shanghai Fumao, we've been helping luggage and bag brands navigate these choices for over 20 years. Our R&D team understands coating chemistry, our lab can verify performance claims, and our production lines deliver consistent quality at scale. We've developed water-resistant fabrics for everything from fashion backpacks to expedition gear, learning from each project to improve our offerings.
If you're ready to develop water-resistant bags or luggage that meet your performance goals and price points, reach out to our Business Director, Elaine. She can discuss your specific requirements, recommend fabric options, arrange samples for your testing, and guide you through the development process. Contact Elaine at [elaine@fumaoclothing.com]() to start a conversation about your next collection. Let's build something that keeps contents dry and customers happy.








