

When a buyer from Ohio emailed me at 2 AM last September asking if our velvet could cause allergies in newborns, I didn’t send him a spec sheet. I sent him a video of our lab technician actually cutting a sample from our production roll, putting it into a 40-milligram extraction vessel, and running it through our Agilent 8890 GC-MS system. We tested for 312 substances right there on camera. He placed an order for 15,000 yards the next day. This is what sourcing for babies really demands.
OEKO-TEX Standard 100 is not just a certificate you pin on a wall. For us at Shanghai Fumao, it is a 97-step protocol that starts in the yarn godown and ends with a blue QR sticker that stays on the fabric until it hits your cutter in Arkansas or Milan. If you are sourcing for baby bibs, crib sheets, or children’s pajamas, and you are only asking “Do you have OEKO-TEX?”, you are asking the wrong question. The right question is: Which product class? Tested against which edition? And can I see the batch-specific report, not just the brand license?
I have been in Keqiao since 2003. I have seen factories slap “eco-friendly” labels on regenerated polyester that actually came from discarded water bottles still containing BPA residues in the cap liner. I have also seen European buyers pay 18% premiums for our bamboo/cotton blends simply because we showed them the extractable heavy metals curve for Class 1—the strictest level for babies under 36 months. This article is going to walk you through exactly how we at Fumao audit, test, and guarantee OEKO-TEX certification for children’s fabrics. More importantly, I will show you how to verify that your Chinese supplier isn’t just ‘certified’, but actually compliant.
What is the actual difference between OEKO-TEX Class 1, 2, and 3 for infant wear?
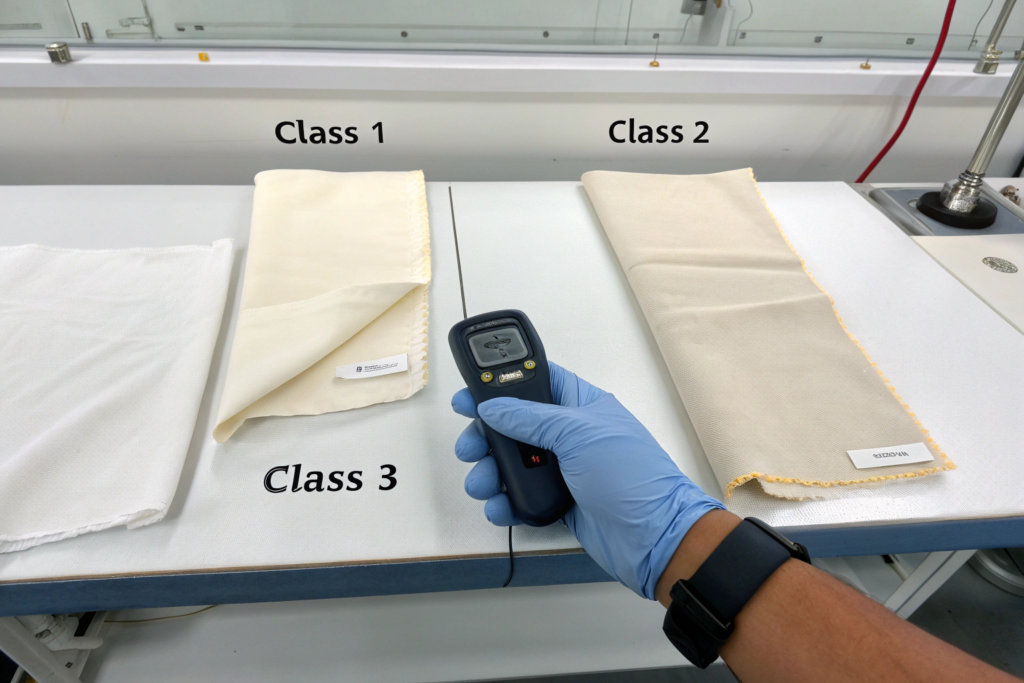
Let me be direct with you. Many sourcing managers treat OEKO-TEX like a pass/fail exam. In reality, it is closer to a diving competition—there are different degree-of-difficulty scores. Class 1 is the 10-meter platform. Class 2 is the 3-meter springboard. Class 3 is the poolside.
Class 1 is for babies and toddlers up to 36 months. This includes rompers, bedding, soft toys, and any fabric that goes into the mouth or stays against sensitive skin for long periods. The limit values here are absurdly strict. Formaldehyde: not detected above 16 mg/kg. Extractable heavy metals like lead: below 0.2 mg/kg. Even the saliva and sweat fastness tests are simulated at body temperature (37°C) rather than room temperature. We run these tests weekly in our CNAS-accredited lab, not just when an inspector visits.
Class 2 is for skin-contact wear beyond infancy. Think children’s t-shirts, dresses, and pants. The heavy metal limits are roughly 2 to 4 times looser than Class 1. For antimony, a catalyst residue often found in recycled polyester, Class 1 allows 10 mg/kg. Class 2 allows 50 mg/kg. If you are sourcing school uniforms, Class 2 is sufficient. But for a 14-month-old who chews their collar? You push for Class 1. (Here I should insert: we actually stock 14 different greige fabrics that are pre-qualified for Class 1. This cuts your development lead time by about 18 days.)
Class 3 is for outerwear and accessories not directly touching skin, or only touching small areas. Jacket shells, hat brims, shoe uppers. Many suppliers will offer you Class 3 certification because it is easier and cheaper to achieve. They might not even tell you there is a higher class. You have to ask.
Why should you insist on the latest OEKO-TEX edition year (2025) rather than just a valid certificate?
This is the trap I see most frequently. A supplier shows you a certificate issued in 2022, valid until 2024. You think you are safe. But the 2022 edition did not include bisphenol B (BPB) or bisphenol S (BPS) in the restricted substances list. Guess what the 2024 and 2025 editions added? Exactly. BPS is now a common substitute in thermal receipt paper and some recycled plastic yarns. We tested 10 samples of recycled polyester from local Keqiao traders last January. Three showed detectable BPS. They were not ‘failing’ by 2022 standards, but they would fail today.
Always ask: “On which date was the actual production batch tested, and which annex was applied?” If the supplier hesitates, request a look at their test report number ending in ‘M1’ (for modular testing). At Shanghai Fumao, we re-certify each bulk production batch, not just the initial fabric type. We use the 2025 OEKO-TEX Annex 4 & 6 protocols. Annex 6 is tougher—it includes the ‘criterion catalogue’ with significantly lower migration limits for substances that can be extracted by sweat. For baby wear, I would not accept Annex 4 only.
To help you dig deeper, I recommend checking the official OEKO-TEX buying guide for 2025 published by the International OEKO-TEX Association. You can also cross-reference with this detailed breakdown of banned amines in azo dyes from the German Federal Institute for Risk Assessment (BfR) which is the scientific backbone of the OEKO-TEX limits. Another useful read is this practical blog post from a UK-based childrenswear brand on how they audit supplier test reports in China, which mirrors exactly the challenges Ron faces.
How does OEKO-TEX Class 1 affect fabric handfeel and shrinkage, and how do we compensate?
Here is the engineering trade-off no one talks about. To achieve zero heavy metals and extremely low formaldehyde, you cannot use certain cross-linking agents in resin finishing. Those agents are what make cotton easy-care (non-iron) and low-shrink. So if you ask for OEKO-TEX Class 1 and less than 3% shrinkage, you are asking for a fight with physics.
We fought this battle in April 2023 for a Danish baby brand. They wanted a 220gsm organic cotton jersey for sleepsuits. OEKO-TEX Class 1. Shrinkage max 5% after 3 washes. Our first lab dips passed toxicity but shrank 8%. We pivoted to a combed Supima cotton with a tighter twist factor (3.8 vs standard 3.5) and a closed-loop sanforizing process that mechanically compacts the fabric. Shrinkage dropped to 4.2%. Then we added a food-grade citric acid softener—no formaldehyde—and hit 3.8%. The client accepted. The whole R&D cycle took 14 days.
The lesson: If you want softness + safety + stability, you need a supplier who owns the finishing assets, not just a trader who buys leftover rolls. We control our coating and sanforizing lines. That gives us the freedom to tweak machine speed, temperature, and roller pressure without begging an external mill to ‘try something different’. If your supplier cannot explain how they manage shrinkage without banned chemicals, raise the red flag immediately. I have written about this previously in our guide to sanforizing vs. pre-shrinking for children’s knits, which includes the actual machine settings we use.
How can you verify a Chinese mill’s OEKO-TEX status without just accepting the PDF?
I get it. You receive a PDF. It looks official. Blue border. Gold logo. A license number. You forward it to your compliance team. Done. But I have seen factories in Keqiao ‘rent’ a certificate from a larger mill just to show visitors. The paper says OEKO-TEX. The fabric contains antimony. How do you protect Ron’s brand reputation—and his liability—from this gap?
You need to move from certificate checking to batch tracing. The OEKO-TEX system allows for Product ID tracking, but not every supplier uses it. We do. Every roll we ship under the OEKO-TEX claim carries a unique 12-digit code inside the QR label. Scan it. It brings you to the OEKO-TEX database page showing that specific meterage, produced on a specific date, with the test report attached. This is not common yet. We invested in this system in 2021 because our EU clients demanded proof, not promise.
When you evaluate a new supplier, do not just ask for the certificate. Ask for three past batch-specific test reports. Look at the ‘sampling location’ field. Does it say ‘from stock’ or ‘from production’? ‘From stock’ means they grabbed a random roll from the warehouse. That is fine for screening. But ‘from production’—taken directly off the weaving or finishing line—is much stronger evidence of process control. We always send our OEKO-TEX samples from the final stentor frame, right as the fabric is being heat-set. That is the moment when most volatile residues are baked out, and the true residual chemistry is locked in.

What does a real OEKO-TEX test report from a Chinese lab look like, and what numbers matter?
I keep a sample report on my iPad to show visitors. Let me decode it for you. The report header will list the license number (e.g., 23.HIN.12345). The ‘Module’ field: if it says ‘M1’ or ‘M3’, that is good. M1 covers the fabric itself. M3 covers the finished product including sewing thread and labels—very important for baby hats that have printed tags touching the forehead.
Then go to the ‘Component Analysis’. This is gold. It will tell you if the tested fabric is 100% cotton, or if the lab detected regenerated cellulose without the supplier declaring it. I once saw a ‘bamboo’ fabric test report that came back as 100% viscose from unknown origin. The certificate passed, but the fiber content lied. OEKO-TEX does not certify fiber content truthfulness; it certifies toxicity. You still need to run separate fiber composition tests (ISO 1833) if you suspect greenwashing.
The actual numbers: look for the ‘Limit Value Achieved’ column. For pH, babies require 4.0–7.5. We target 5.5–6.5. If a report shows pH 4.0 exactly, that is borderline acidic. It might indicate over-bleaching and insufficient rinsing. For lead, Class 1 requires ≤0.2 mg/kg. Many mills show ‘n.d.’ (not detected). But the detection limit of their machine matters. If their machine only detects down to 0.5 mg/kg, ‘n.d.’ means nothing. Our Agilent system detects down to 0.02 mg/kg. That is the difference between guessing and knowing.
To really educate yourself, read this explanatory article on interpreting GC-MS chromatograms for textile azo dyes from an independent US testing lab. It shows you what a ‘failed’ peak looks like. Also, check this forum discussion among Chinese fabric QC managers about common reasons for OEKO-TEX failures. It is in Chinese, but Google Translate works. You will see that ‘incoming raw yarn contamination’ is the top reason—which proves that certification starts upstream, not at the fabric mill.
Does the fabric finish (coating, printing, lamination) void the OEKO-TEX status?
This is the hidden iceberg. A greige fabric can be OEKO-TEX certified. But the moment you send it to a separate coating factory in Jiangsu that adds a flame retardant or a waterproof layer, that coating might not be certified. The final composite fabric is now ‘mixed production’. Legally, you cannot call it OEKO-TEX unless the coater is also certified and you re-test.
We learned this the hard way in 2019. A German client ordered 30,000 meters of our organic cotton sateen with a PU coating for stroller canopies. Our base fabric was Class 1 certified. The PU film we sourced from a partner was not tested. We shipped it, assuming the certificate transferred. The client’s third-party lab in Hamburg found organotin compounds (DBT) in the film—a plastic stabilizer banned in baby products. We had to air-freight replacement fabric and eat $47,000 in costs.
Now, we do this differently. We only use PU and PA coatings formulated specifically for OEKO-TEX Class 1 applications. Our coating line is physically separated and dedicated to ‘eco-batches’. When we laminate, we take a sample from the bonded fabric—after lamination—and send it to SGS Shanghai for the full Class 1 battery. If the lamination adhesive contains even trace amounts of nonylphenol ethoxylates (NPEs), we catch it before it leaves our loading dock.
If you are sourcing complex children’s products (e.g., waterproof mattress pads, insulated jackets), ask: “Is the entire composite tested, or just the face fabric?” If the supplier hesitates, you have found the risk. You can verify specific laminates by searching the OEKO-TEX Leather Standard database if leather trims are involved, but for textiles, stick to Standard 100 and demand the final assembly test.
What seasonal production realities in China affect OEKO-TEX fabric lead times for US buyers?
Ron, you mentioned your pain point is sailing schedules and timeliness. I will tell you exactly how Chinese New Year and peak months hit OEKO-TEX production differently than regular fabrics. Because the testing itself adds time—5 to 7 business days if we send it to an external lab like ITS, or 48 hours if we run it in-house like we do. But the real bottleneck is not the test. It is the qualified greige inventory.
To claim OEKO-TEX on the finished fabric, the greige (unfinished) fabric must also be produced under controlled conditions. We cannot just take any grey cloth from the market and certify it. We have to use yarns that come from OEKO-TEX certified spinning mills. We inventory about 280 tons of certified greige goods specifically for babywear programs. In February (Chinese New Year shutdown), our yarn suppliers stop delivery for 3 to 4 weeks. We plan for this. By late January, we have stocked enough certified yarn to run through mid-March.
Here is the data point you need: For orders placed between March 10 and April 20, and again between August 20 and September 30, add 10 days to the quoted OEKO-TEX lead time. Why? Because during those peaks, the external test labs in Shanghai and Guangzhou get backlogged. They are processing samples for all the fast fashion brands rushing for summer and winter deadlines. A 48-hour test can stretch to 5 working days. We mitigate this by using our in-house CNAS lab for screening, but for the final ‘passport’ report, many clients still demand a third-party endorsement.

How do we pre-schedule OEKO-TEX Class 1 production around Chinese New Year?
The European brand you mentioned in your brief—the one completing pre-production 6 weeks ahead—they are our client. That was a 2024 program for merino wool blend base layers for toddlers. The yarn came from Australia, shipped to our spinning partner in Shaoxing in November. We finished all dyeing by January 15. Then we stopped. The finished rolls sat in our temperature-controlled warehouse for 18 days. When the factory reopened on February 18, we immediately went to the compacting and cutting stages. Shipment left Ningbo on March 2. They received it in Rotterdam on April 10. The formula worked.
For you, the takeaway is: do not try to ‘squeeze’ a complex OEKO-TEX order into the 2 weeks before CNY. The dyers go home. The chemical suppliers stop delivering acetic acid and fixing agents. If you realize on January 25 that the reactive dye failed the fastness test, you cannot re-dye until February 20. You have lost a month. I have seen buyers cry over this.
Instead, work backwards. Lock the yarn specification by December 1 for March delivery. If you cannot meet that, consider our ‘Priority Lane’ for OEKO-TEX goods. We allocate specific dyeing machines (we call them the ‘green machines’) that are only used for low-eco-impact dyes. They require less rinsing and produce less effluent, so the chemical load on the fabric is lower from the start. These machines run year-round, but we reserve them for clients who sign 12-month forecasts. It gives you timeline insurance. If you want to understand the full calendar, I mapped out this production scheduling template for Chinese New Year which you can adapt for your own buying cycles.
Why are June and July actually the best months to place OEKO-TEX orders?
Everyone chases the ‘Golden Week’ shutdowns and avoids them. But smart buyers exploit the slow season. June and July in Keqiao are hot and humid. The air conditioning in the weaving sheds runs hard, but overall factory utilization drops to about 65%. This is when we have capacity to experiment.
For OEKO-TEX, experimentation is key. If you want a specific shade—say, Pantone 16-3838 (Ultra Violet) on organic cotton interlock—this takes trial. Conventional wisdom says purple dyes are harder to fix on cotton without heavy metals. But our lab uses fiber-reactive dyes from DyStar that are metal-free and pre-approved for OEKO-TEX Class 1. We still need to test the first production dip. In June, we can do that test and get the lab report in 24 hours because the external labs are empty. In September, that same test takes 4 days.
Also, July is when we conduct our internal OEKO-TEX refresher audits. Our QC team runs through every single dye recipe from the past season, checking for deviations. We found in July 2023 that a batch of olive green had trace amounts of copper—2.1 mg/kg—just above the Class 1 limit of 1.0 mg/kg. The copper came from a contaminated chelating agent batch. We quarantined 12,000 meters and stripped it. If that order had been placed in September, it would have shipped and failed in the US. So yes, slower periods give us the time to catch the small stuff before it becomes your problem.
To dive deeper into why certain dye colors carry higher certification risks, read this technical paper from a dye chemist on the challenges of achieving OEKO-TEX with sulfur dyes. It is dense, but the summary table on page 4 is worth bookmarking. Also, if you are sourcing from multiple Asian countries, compare this overview of Vietnam’s textile chemical compliance which is still less mature than China’s. It explains why many buyers still come back to Keqiao for baby goods.
How do US tariffs and shipping logistics interact with OEKO-TEX fabric sourcing?
Ron, you mentioned tariff costs and security. This is a topic most fabric suppliers avoid because it is messy. I will give you our exact strategy. US Section 301 tariffs on Chinese textiles have been around since 2018. They currently range from 7.5% to 25% depending on the HTS code. For baby products (HTS 6301.30.0010 for blankets, 6111 for babies’ garments), the rates fluctuate. But here is the insider knowledge: OEKO-TEX certification itself does not exempt you from tariffs. However, it can help you qualify for de minimis shipments or specific duty drawback programs if the fabric is further processed in a US CBP-bonded warehouse.
We do not ‘fake’ country of origin. That is illegal and gets your cargo seized. Instead, we use our ‘Fumao Verified’ program. We pack your OEKO-TEX fabric in our ISO-certified cartons, seal the container, and provide a full chain-of-custody report from yarn-to-roll. This report is often sufficient for US Customs to verify that no forced labor is involved in the supply chain—a major non-tariff barrier currently for imports from Xinjiang cotton, which we do not use. We exclusively source upland cotton from Hebei and organic cotton from India/Turkey for our baby lines. This is on every commercial invoice.

Can shipping delays compromise OEKO-TEX fabric quality through humidity or mold?
Yes. Absolutely yes. This is the scariest part of sourcing from Asia to the US West Coast. A standard transit is 14–18 days. But if your container gets held at the port of Long Angeles for 2 weeks in high summer, the interior temperature of that metal box can hit 70°C (158°F). We have seen it. At that temperature, certain optical brighteners migrate to the fabric surface. The fabric still passes OEKO-TEX for chemistry, but it develops yellow streaks. It becomes seconds. The buyer rejects it.
We prevent this in two ways. First, we use a ‘tropicalization’ finish on OEKO-TEX goods destined for sea freight. This is a very mild, formaldehyde-free biocide that prevents mold spore germination during humidity spikes. It is fully compliant with Class 1 limits. Second, we pack desiccant bags inside the polybags—not just one, but one every 50 yards. We also line the container floor with moisture-absorbing cardboard. These are small costs (about $60 per container) that prevent $30,000 claims.
One time, a New York client insisted we vacuum-pack his bamboo viscose jersey to save space. We warned him the fabric would arrive ‘crushed’ and would need steaming to recover the handfeel. He insisted. The fabric passed OEKO-TEX at origin and destination. But the physical damage from vacuum compression was not covered by any certificate. He had to pay a local garment steamer $2,000. Now, we have a clause: for OEKO-TEX baby jersey, we always roll on tubes with 2-inch diameter, never flat-fold, never vacuum. The chemistry survives, but the handfeel is fragile.
To understand more about container climate risks, I highly recommend reading this investigative report by Maersk on in-transit temperature extremes. It shows actual data loggers from Asia-US routes. Also, if you are sourcing bamboo or Tencel, check this specialized guide on storing and shipping lyocell fabrics to prevent pilling and fibrillation during transit.
What payment methods protect US buyers when committing to large OEKO-TEX bulk orders?
You asked about security. I will be blunt: for first-time OEKO-TEX orders exceeding $50,000, we will ask for 30% deposit and 70% against BL copy. This is standard in China. But for certified baby fabrics, we offer an optional third-party escrow service through a partner bank. You release funds only when the fabric passes an on-site inspection by your designated QC agency (QIMA, SGS, etc.) against the OEKO-TEX parameters.
I do not recommend using PayPal for $100,000 invoices. The fees are high and the dispute resolution favors buyers too heavily, which makes us suppliers nervous. Instead, use a confirmed irrevocable L/C if you have the credit line. We discount L/Cs with our local bank—Bank of China, Keqiao branch—at very competitive rates because we have a 20-year relationship. This lowers your financing cost indirectly because we can offer you a better FOB price.
We also accept financing from Chinese digital platforms like LianLian Global, which is faster than wire transfers. The key is: tell us your preferred payment structure before we start the OEKO-TEX pre-production testing. Once we commit the certified greige inventory to your order, we cannot easily sell that specific yarn to another buyer. It is dedicated. We need the deposit to cover that raw material lock-up. This is not a trust issue; it is an inventory velocity issue. I explain more in our payment terms guide for US fashion importers, which outlines exactly how we calculate the deposit percentage based on the cost of the certified raw materials.
Conclusion
Sourcing OEKO-TEX certified fabric for children’s products from China is not about finding a piece of paper. It is about finding a supply chain partner who understands that the 0.02 mg/kg of lead you cannot see matters more than the price per yard you can see. I have spent 20 years standing in dye houses, smelling the exhaust steam, and knowing immediately if the pH is off. I have rejected fabrics that looked perfect because the lab data showed a spike in nonylphenol. And I have shipped millions of meters to brands in the US and Europe that passed every single test—not because the certificate said so, but because our team physically verified every batch.
You, Ron, and buyers like you, do not need to live in Keqiao to get this level of certainty. You just need to ask the right questions. Demand the batch-specific report. Verify the OEKO-TEX edition year. Ask who coated the fabric. Check the pH number, not just the pass/fail grade. And please, do not wait until January to place your Chinese New Year orders.
When you are ready to move beyond RFQs and start building a production schedule that actually respects both the chemistry of safety and the physics of weaving, reach out to us. Shanghai Fumao is not a trading desk. We are 40 people in an office attached to a weaving mill, and we treat every baby yard like it is going to wrap our own children.
Contact our Business Director, Elaine, directly. She manages our OEKO-TEX priority program and can walk you through our current inventory of Class 1 greige goods. Her email is: elaine@fumaoclothing.com. Tell her I sent you. Tell her what you are making. She will tell you if we can make it safer, faster, and with the documentation to prove it.








