You’ve found the perfect certified fabric for your brand—safe, sustainable, and on-trend. Now comes the next critical step: making it unmistakably yours. How do you imprint your logo or custom design onto that premium material without compromising its safety certification or quality? This is the exact challenge where many brands hit a wall. They secure OEKO-TEX fabric only to see the final product ruined by a cheap, cracking print or an embroidery that damages the fabric’s integrity.
The integration is everything. It’s not just about applying a logo; it’s about fusing your brand identity with certified quality in a way that is technically sound, compliant, and visually flawless. At Fumao Clothing, we treat custom branding not as a separate, final step, but as a core part of the fabric development and production process. This holistic approach ensures your logo enhances the product’s value, rather than becoming its weakest link.
Think of it like building a luxury car. You wouldn’t use a high-performance engine and then install cheap, substandard tires. The tires (your logo application) must match the engine’s (your fabric’s) caliber. We bridge this gap by controlling the entire chain—from sourcing certified base fabrics to selecting the right ink systems and embroidery threads, all within our integrated supply network in Keqiao. This is how we deliver a truly cohesive, brand-safe product.
How Do You Ensure Logo Application Doesn't Void Fabric Certification?
This is the number one technical question we get. The short answer: by using certified components and processes that are part of a controlled, traceable system. An OEKO-TEX STANDARD 100 certificate for a base fabric covers that specific material. Once you add prints, embroideries, or transfers, those additions must also be evaluated for safety.
The key is proactive co-certification. We don’t just apply any ink or thread to a certified fabric. We start with OEKO-TEX certified or compliant base fabrics from our own stock or trusted mills. Then, for the branding application, we use ink systems, dyes, and threads that are themselves formulated to meet OEKO-TEX limits. Our partnered printing and embroidery factories are audited for their chemical management. When we produce your custom-branded fabric, the entire finished article—base cloth plus logo—is submitted for testing under one article number. This results in a single, unified certificate that covers your final product. It’s a seamless process we manage for you. For a German activewear client last year, we developed a moisture-wicking polyester that was certified. Their complex gradient logo required a specific sublimation ink. We sourced an OEKO-TEX compliant ink, produced the printed fabric, and secured the new certificate before bulk production began, giving them total confidence.

What Are the Compliant Methods for Applying Logos to Certified Fabrics?
Not all branding methods are created equal, especially for sensitive fabrics like organic cotton or delicate silks. The choice depends on your design, fabric type, and required hand feel. Here’s a breakdown of our core compliant techniques:
| Method | Best For | How We Ensure Compliance | Key Consideration |
|---|---|---|---|
| Digital Printing (Inkjet) | Complex, multi-color designs, photorealistic graphics on natural fibers. | Using OEKO-TEX ECO PASSPORT certified inks. Our printers are calibrated for minimal ink waste and optimal fixation. | Excellent color detail, but requires post-treatment (steaming/washing) for colorfastness. We handle this in-house. |
| Sublimation Printing | All-over patterns and bright designs on polyester or poly-blends. | The dye-sublimation inks we use are specifically formulated to meet stringent safety standards. | Only works on synthetic fibers. The dye becomes part of the fiber, so it’s very durable. |
| Screen Printing | Bold, solid-color logos on larger quantities, especially for knits. | We use water-based or plastisol inks that are phthalate-free and tested for heavy metals. | Can affect fabric stretch if not done correctly. Our technicians adjust mesh count and curing temperature per fabric. |
| Embroidery | A premium, textured look on polos, jackets, and denim. | We source embroidery threads (like polyester or rayon) that carry their own compliance documentation. | Must manage stitch density to avoid distorting lightweight fabrics. Our digitizing experts optimize the design file. |
| Woven/Jacquard Labels | Brand labels, care instructions, size tags. | The label fabric and threads are sourced as certified components from the start. | The most integrated and durable method, planned at the yarn stage. |
For instance, when a US-based boutique brand wanted a custom woven label with care instructions on their OEKO-TEX linen dresses, we didn’t just sew on a tag. We sourced the label tape and threads to match the main fabric’s certification, ensuring the entire garment remained compliant and luxurious to the touch.
How Do You Test the Durability of the Branded Finish?
A logo that cracks, fades, or bleeds after one wash destroys the product’s perceived value. Our compliance goes beyond chemical safety to include physical performance. Every custom application undergoes a battery of tests in our CNAS-accredited lab, simulating real-world use:
- Wash Fastness: Testing per ISO 105-C06 to ensure the logo survives 30+ home washes without significant fading or staining adjacent fabric.
- Rub Fastness (Crocking): Dry and wet rub tests to make sure the ink doesn’t transfer to skin or other garments.
- Peel/Stretch Resistance: For prints and transfers, we test adhesion on stretch fabrics by elongating the fabric and checking for cracking.
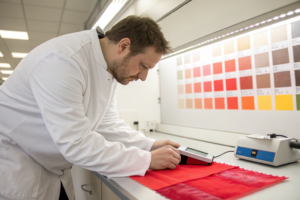
- Color Matching: Using spectrophotometers to ensure the logo color matches your Pantone reference across every production batch.
We treat your logo with the same rigor as the fabric itself. A client from Australia learned this the hard way before working with us. Their previous supplier’s screen print on certified cotton pilled and cracked. We re-engineered it using a softer, more flexible ink compound and adjusted the curing process. The result passed all durability tests, and their customer complaints on logo quality dropped to zero.
What Is Your Process for Custom Logo Development from Design to Bulk?
A great logo design on a computer screen can be a production nightmare. Our process is designed to translate your vision into a technically perfect, production-ready reality without surprises. It’s a collaborative journey, not a black box.
The journey starts with a Technical Feasibility Review. You send us your logo artwork (AI, EPS, or high-res PNG) and specify the desired application method. Our art and engineering team analyzes it. We look at color count, fine line details, gradients, and how it will interact with your chosen fabric’s texture and stretch. We then provide a Design for Manufacturing (DFM) report. This might suggest simplifying a gradient for smoother sublimation or increasing the stitch density in an embroidered detail for better coverage. This upfront communication saves weeks of back-and-forth later. Next, we move to Lab Dip & Strike-Off. We don’t just match the fabric color; we create physical “strike-offs”—small fabric samples with your actual logo applied using the chosen method. This is your chance to feel the hand, see the color accuracy, and test the durability. We send these to you for approval, along with the lab test results for the strike-off itself. Only after your signed approval do we proceed to bulk. This meticulous process is why brands like Shanghai Fumao for complex projects.
How Do You Handle Complex Designs and Color Matching?
Complex designs are our specialty. For a multi-color digital print, we use a calibrated ICC profile specific to our printer and fabric type. This ensures the colors you see on your professionally calibrated monitor are what we can reproduce on fabric. For embroidery, our digitizing software converts your logo into a stitch file that dictates the path, density, and type of every single stitch. We optimize this to minimize thread breaks and puckering. A common challenge is matching specific brand colors like “Coca-Cola Red” across different materials (e.g., a polyester jacket and a cotton t-shirt). The same ink will look different on each fiber. Our solution is to create separate color formulas for each substrate, test them, and provide approved strike-offs for each. We maintain a digital library of these formulas for our recurring clients, ensuring batch-to-batch consistency forever.
What Are the MOQs and Lead Times for Custom Branded Fabrics?
This depends entirely on the complexity and the base fabric. However, our integrated model in Keqiao gives us significant advantages:
- Lower MOQs: For digital printing, we can offer MOQs as low as 100 meters per design/colorway because our setup is automated and efficient. For screen printing, MOQs are typically higher (500m+) due to screen setup costs.
- Faster Lead Times: Since we control or closely partner with every step—from our own weaving to the printing units—we eliminate waiting times between disconnected factories. A typical timeline from approved strike-off to bulk finished fabric is 3-4 weeks for standard orders. For a rush order of a stock-based fabric, we’ve turned around 2,000 meters of custom-printed fabric in 12 days.
The key is transparency. We provide a detailed timeline breakdown at the quote stage, so you see exactly where the time goes. Forums like The Fashion Network’s discussions on production planning often highlight lead time volatility, but our local cluster integration is our secret weapon against it.
Can You Provide Sustainable Branding Options Like Recycled Threads or Water-Based Inks?
Absolutely. Today, sustainability must extend to the branding itself. Offering an OEKO-TEX organic cotton t-shirt with a plastic-heavy, solvent-based print sends a mixed message. We’ve built a portfolio of green branding solutions to align with your fabric’s eco-credentials.
Our sustainable branding toolkit includes:
- Water-Based & PVC-Free Inks: For screen printing, we primarily use water-based inks that are free of phthalates and PVC. They penetrate the fiber better, resulting in a softer hand feel and are more biodegradable.
- ECO PASSPORT by OEKO-TEX Certified Inks: We partner with ink suppliers whose products have undergone this specific certification, which audits chemicals used in textile production for safety and sustainability.
- Recycled Polyester Embroidery Thread: A major innovation we now offer. This thread is made from post-consumer plastic bottles, performs identically to virgin polyester thread, and can be certified as part of the final product.
- Organic Cotton Label Tapes: For woven labels, we source tapes made from GOTS-certified organic cotton.
Choosing these options does more than reduce environmental impact; it creates a powerful, authentic marketing story. In 2023, we helped a French children’s wear brand launch a line where every component was considered: OEKO-TEX Class I certified bamboo fabric, printed with water-based inks, and using labels made from recycled polyester thread. The cohesive “clean from fiber to finish” story allowed them to command a 20% price premium in their market.

What is the Performance Difference with Eco-Friendly Inks?
There’s a outdated myth that eco-friendly means less durable. With modern chemistry, that’s simply not true. High-quality water-based and ECO PASSPORT inks now offer excellent wash and rub fastness. The main differences are in the application process and hand feel. Water-based inks require more precise curing (heat setting) but result in a print that is virtually undetectable to the touch—no plastic-y layer. This is critical for babywear, lingerie, and high-end fashion where fabric drape and softness are paramount. We conduct the same rigorous durability tests on sustainable options as we do on conventional ones, ensuring they meet our high standards. The performance gap has closed; it’s now a matter of choosing the right tool for the job.
How Do You Verify the Sustainability Claims of Inks and Threads?
Greenwashing is a real concern. We don’t just take a supplier’s word for it. Our verification process is two-fold:
- Documentation Audit: We require and review official certificates—such as OEKO-TEX ECO PASSPORT, GRS (Global Recycled Standard) for recycled threads, or supplier-specific HSE (Health, Safety, Environment) data sheets.
- In-House Verification Testing: We test the final printed or embroidered fabric in our lab. For example, we can verify the composition of a recycled thread via a fiber analysis test. We check for the absence of specific restricted substances through our standard compliance tests.
This due diligence protects your brand’s integrity. It ensures that when you market a product as “made with recycled materials,” you have a verifiable chain of custody to back it up. Resources like the Textile Exchange Materials Hub are invaluable for understanding these global standards, and we apply that knowledge directly to our sourcing.
Conclusion
Integrating OEKO-TEX certified fabrics with custom logo services is a technical dance between chemistry, physics, and brand artistry. It requires deep supply chain control, rigorous testing, and a proactive approach to compliance. When done correctly, it transforms a simple garment into a cohesive brand asset that is safe, durable, and tells your unique story at every touchpoint.
The goal is to make this complex process simple and reliable for you. By managing the integration under one roof—from certified fabric sourcing to compliant logo application and final testing—we eliminate the risks and headaches that come from dealing with multiple, disconnected suppliers. We ensure your brand’s identity is built on a foundation of verified quality.
Ready to see how your logo can come to life on premium, certified fabrics with guaranteed integrity? At Shanghai Fumao, we specialize in this exact synergy. Let’s collaborate to create products that look good, do good, and last. For a detailed consultation on your next custom-branded collection, reach out to our Business Director, Elaine. She can connect you with our technical and design teams to start the journey. Contact her at elaine@fumaoclothing.com.