

So, you've decided that CMIA certification is non-negotiable for your children's apparel line. You've found a supplier who says, "Yes, we can do that." But here's where the real work begins. How can you be sure the testing isn't just a rubber stamp? As a fabric manufacturer in Keqiao for over two decades, I've seen buyers get a "pass" report without ever understanding what was actually tested, or how. This knowledge gap is where risk hides. Understanding CMIA testing procedures isn't just about compliance—it's about taking ownership of your product's safety and being an informed partner in the process.
The CMIA testing procedure for apparel fabrics is a rigorous, multi-stage scientific process designed to simulate real-world risks a child might face. It’s not a single test, but a battery of evaluations targeting chemical hazards, physical dangers, and color durability. The core process involves sampling, preconditioning, precise laboratory analysis using standardized methods (often aligning with GB/T China national standards), and finally, evaluation against strict limit values. For brands, grasping this workflow is the difference between passive approval and active quality assurance.
Let’s move beyond the certificate and into the laboratory. I’ll walk you through each critical step, from how a sample is cut to how a result is interpreted. This transparency will empower you to ask the right questions, understand your supplier’s reports, and ensure the safety you’re paying for is genuinely embedded in every meter of fabric.
Stage 1: Sampling and Preconditioning – The Critical First Cut
The entire validity of CMIA testing rests on this first, often overlooked step. A test is only as good as the sample it uses. Haphazard sampling can lead to false results, missing contaminated sections or yielding non-representative data. Proper sampling and preconditioning ensure the fabric is tested in a state that reflects how a child will actually interact with it—after it’s been produced, and potentially after it’s been washed.
We adhere to a statistical sampling plan based on batch size. You can’t just test a pretty corner from the top of a roll. The samples must be taken from across the width and length of the fabric roll to account for potential variations in dyeing or finishing.

How Are Representative Fabric Samples Selected?
For a production batch of, say, 5,000 meters of cotton jersey, our QC team will take samples from at least three different rolls, and from each roll, they’ll cut samples from the beginning, middle, and end. This accounts for any "tailing" effects in dyeing or coating processes. Each sample is immediately labeled with a unique ID linking it to the specific roll, batch, and production date.
A practical example: Last quarter, for a large order of printed flannel, we took 15 initial samples across the batch. One sample from the middle of a roll showed a slight variance in color depth. Because of our rigorous sampling, we were able to isolate that specific roll and run additional tests to confirm it was a visual anomaly only, not a chemical issue, before it entered the CMIA testing queue. This pre-screening is part of our value. For brands managing quality, understanding statistical sampling methods for textile quality assurance is fundamental, as outlined in industry quality control manuals.
What is Fabric Preconditioning and Why Does It Matter?
Before any chemical or physical test, fabric samples undergo preconditioning. They are placed in a controlled environment (standard temperature and humidity) for 24 hours to stabilize. This removes the variable of ambient moisture, ensuring test results are consistent and reproducible.
More importantly, for tests like colorfastness, samples are often washed according to standard protocols before testing. This simulates the real-life scenario of a parent washing the garment. We once had a client’s vibrant red fabric pass initial color rub tests but fail the colorfastness to perspiration test after a simulated wash. The washing had loosened some un-fixed dye. This failure, caught in preconditioning, saved a recall. The process is guided by standard testing protocols for textile preconditioning and conditioning.
Stage 2: The Core Chemical Safety Battery
This is where we hunt for invisible threats. The chemical tests form the non-negotiable core of CMIA. They use sophisticated instruments to detect and quantify substances that are harmful even in tiny amounts. At Shanghai Fumao, we run these in our CNAS-accredited lab, and I’ll explain what happens in plain terms.

How is Formaldehyde Content Precisely Measured?
The most feared chemical. We don’t just "check" for it; we measure its exact concentration in parts per million (ppm). The standard test method is the "water extraction method" (similar to GB/T 2912.1). A fabric sample is soaked in distilled water in a sealed jar and placed in a constant temperature shaker. This leaches any free formaldehyde into the water.
The water solution is then mixed with a chemical reagent (acetylacetone) and analyzed using a UV-Vis spectrophotometer. This machine measures how much light the solution absorbs, which directly correlates to the formaldehyde concentration. The result is a precise number, e.g., "12 mg/kg," which we compare against the CMIA limit for infant wear (typically ≤ 20 mg/kg). Understanding how to interpret formaldehyde test reports from apparel labs is crucial for brand compliance officers.
What About pH Value and Azo Dye Testing?
pH Value: A fabric sample is dissolved in distilled water. A calibrated pH meter electrode is immersed, giving a digital readout. Skin-friendly pH is slightly acidic to neutral (4.0-7.5). A value of 9.0, for example, indicates residual alkali from dyeing that could cause skin irritation.
Azo Dyes: This is a more complex chromatography test. Fabric samples are treated to reduce any banned azo dyes into specific aromatic amines. These amines are then separated, identified, and quantified using a High-Performance Liquid Chromatography (HPLC) machine. It’s like a molecular fingerprint scanner. We test for the full list of 24 banned amines. In 2023, this test caught a restricted amine in a cheap black dye offered by a new supplier, preventing its use in a school uniform order. The methodology is detailed in resources on advanced chemical analysis for restricted substances in textiles.
Stage 3: Physical & Colorfastness Performance Tests
If chemical tests are about composition, these tests are about construction and durability. They simulate wear, tear, saliva, sweat, and friction. A fabric can be chemically pure but fail here if its color isn’t locked in or if its surface sheds fibers.
How Are Colorfastness to Perspiration and Saliva Simulated?
These tests are specifically critical for children's wear. We don't guess; we simulate.
- Perspiration: Fabric swatches are stitched between two pieces of multifiber fabric (which contains wool, cotton, acrylic, etc.). This "composite sample" is soaked in an artificial acidic and alkaline perspiration solution, placed in a perspirometer under pressure, and incubated at body temperature for hours. After drying, we use a grey scale to rate how much the color stained the adjacent multifiber fabric.
- Saliva: A similar process uses an artificial saliva solution. The colorfastness must be rated 4 or higher (on a scale of 1-5) to pass CMIA. We’ve optimized our dyeing formulas for these specific tests because regular dyes often fail here. A guide on achieving superior colorfastness in infant apparel fabrics often delves into these specific test parameters.
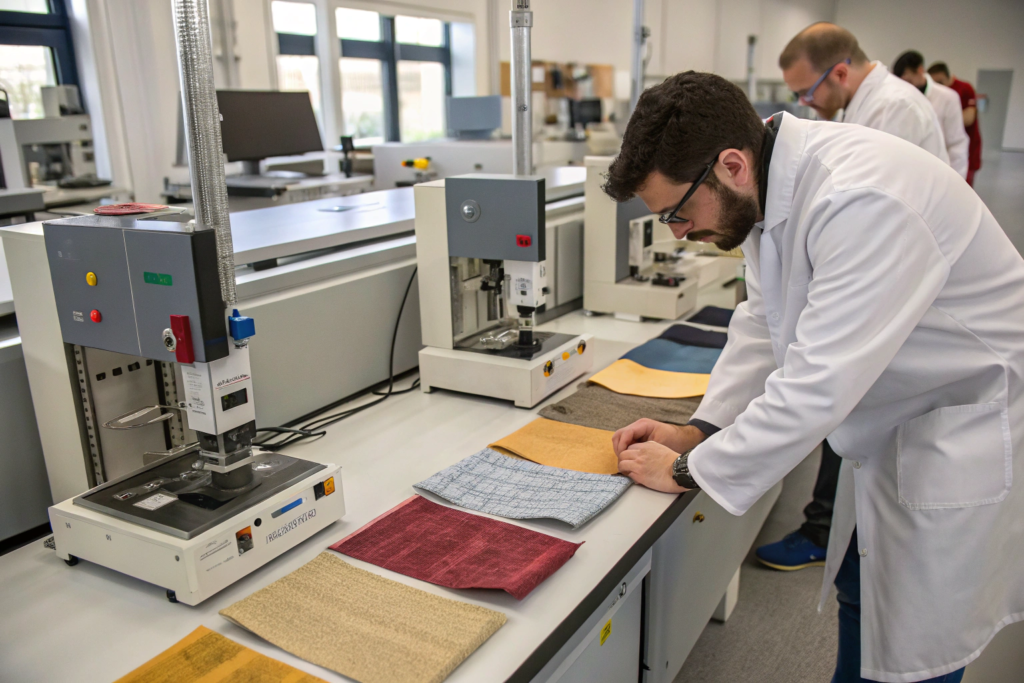
What Do Pilling Resistance and Tensile Strength Tests Reveal?
Pilling Resistance: The fabric sample is mounted in a Martindale abrasion tester and rubbed against a standard abrasive fabric for a set number of cycles. We then visually compare the pilled surface to a standard photographic rating. A fabric that pills excessively can look worn quickly and, for infants, loose fibers can be a concern.
Tensile Strength: Using a tensile strength tester, a strip of fabric is clamped and pulled apart until it breaks. The force required is recorded. This tells us if the fabric is durable enough for activewear or if a weave is too weak. For a toddler’s overalls, we might target a minimum strength of 300N. This data is vital for selecting durable fabrics for high-wear children's clothing.
Stage 4: Evaluation, Reporting, and Certification
Testing generates data; interpretation generates the certificate. This final stage is about impartial judgment against published standards. The lab does not make concessions. Each result is a clear "Pass" or "Fail" against the CMIA limit values.
How Are Test Results Compiled and Evaluated?
All data from the instruments and visual assessments are compiled into a draft test report. A senior lab reviewer checks for anomalies, ensures the correct test methods were followed, and verifies that every single parameter is within the allowable limit. If one parameter fails—even if 20 others pass—the entire sample fails. There is no averaging.
For example, a batch of our organic cotton interlock passed formaldehyde, pH, and azo dye tests with excellent numbers. However, the colorfastness to wet rubbing was rated a 3 (the limit is ≥ 3-4 depending on shade). This was a borderline fail. We had to re-evaluate our dye fixation process for that particular deep navy shade before re-testing. This strict adherence is what gives the certificate its weight. Understanding the structure and validation of a complete CMIA test report is key for final sign-off.
What is the Final Link Between Testing and the CMIA Certificate?
The official CMIA certificate is issued by the certification body upon receiving the passing test reports from an accredited laboratory (like ours) and a successful factory audit of the quality management system. The certificate will list the product category, the standards met, and the validity period. It is the summary document. The detailed test report is its foundational proof.
At Shanghai Fumao, we provide both to our clients. We believe you have the right to see the granular data. When you see a formaldehyde result of "< 20 mg/kg" on the certificate, you can look at the attached report and see the exact measured value was "8.2 mg/kg." This level of transparency builds absolute trust and is part of our promise of supply chain transparency and verifiable safety data.
Conclusion
The CMIA testing procedure is a comprehensive, scientific shield for children. It moves from the macro (how the sample is taken) to the micro (the molecules in the dye), and then to the practical (will it withstand a child's world). As a brand, your power lies in understanding this journey.
Don't just accept a certificate. Ask for the test reports. Ask about the sampling method. Ask which lab was used. When you partner with a supplier like Shanghai Fumao that not only executes these procedures but is willing to explain and transparently share every step, you are doing more than sourcing fabric—you are engineering trust. Your product's safety story becomes robust, verifiable, and truly authentic.
If you are ready to develop children's apparel with a foundation of rigorously tested, CMIA-compliant fabrics and full-process transparency, let's connect. Contact our Business Director, Elaine, to discuss how our integrated testing and production capabilities can bring safety and quality to your next collection: elaine@fumaoclothing.com.








